 |
Главная |


Диаметр электрода стандартной длины, мм
|
из
5.00
|
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 1
Расчет расхода электродов при ручной дуговой сварке
ЦЕЛИ ЗАНЯТИЯ:
1. Ознакомиться с конструкцией электродов для ручной дуговой сварки, типами и параметрами сварных соединений;
2. Получить практические навыки расчета объема наплавленного металла и расхода электродов.
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ
При ручной дуговой сварке плавящимся электродом размеры сварного шва в большинстве случаев определяются параметрами разделки кромок, подготовленных под сварку. Зазор в стыках и притупление кромок в соответствии с ГОСТ 5264–80 «Ручная дуговая сварка. Соединения сварные», ГОСТ 16037–80 «Швы сварных соединений стальных трубопроводов» и др. гарантируют провар корневого шва без дефектов, а форма разделки - требуемые размеры шва в целом. От толщины свариваемого металла, типа соединения зависят параметры электродов, количество наплавляемого металла, трудоемкость сварки [1,2].
Практические рекомендации по выбору диаметра электродов для заполнения разделки шва в зависимости от толщины свариваемого материала при сварке встык S (величины катета шва при сварке угловых и тавровых соединений k) приведены в табл. 1.1, 1.2.
Таблица 1.1. Зависимость диаметра электрода от толщины металла
| S, мм | 1…2 | 3…5 | 6…10 | 11…24 | 25…60 |
| dэ , мм | 2…3 | 3…4 | 4…5 | 5…6 | 6…8 |
Таблица 1.2. Зависимость диаметра электрода от катета углового шва
| Катет шва, мм | 3 | 4…6 | 7…9 |
| dэ , мм | 3 | 4 | 5 |
Конструкция электрода для ручной дуговой сварки представлена на рис. 1.1.

Рисунок 1.1. Конструкция электрода для ручной дуговой сварки
1- стержень; 2- участок перехода; 3-покрытие; 4- контактный торец без покрытия;
D – диаметр покрытия; d – номинальный диаметр стержня; l – длина зачищенного от
покрытия конца (l = 25±5 мм)
Электроды для ручной дуговой сварки (РДС) классифицируются в соответствии с ГОСТ 9466. Технические характеристики распространенных электродов приведены в табл. 1.1 [3].
Таблица 1.3. Характеристики электродов для РДС
| Диаметр электрода dэ , мм | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 |
| Длина L, мм | 300 | 350 | 350 | 450 | 450 |
| Количество электродов в 1 кг, шт* | 98 | 55 | 40 | 15 | 11 |
* - для электродов марки УОНИ 13/55
Расплавляемый при сварке электродный металл формирует шов с определенной геометрией, задаваемой чертежом сварной конструкции. Масса наплавленного в шов металла Gн (кг) равна:
 , (1.1)
, (1.1)
где Fн - - площадь наплавленного металла, м2; L – общая длина швов, м; ρ – плотность металла шва, кг/м3.
Площадь наплавленного металла Fн определяется как сумма площадей геометрических фигур, образующих сечение шва (рис. 1.2):
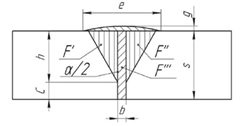
Рисунок 1.2 – Форма поперечного сечения наплавленного
металла (стыковой шов с V-образной разделкой)
Так, для приведенного стыкового шва с V образной разделкой кромок площадь наплавленного металла будет равна:
 (1.2)
(1.2)
или
 (1.3)
(1.3)
где b, c, e, g, h и α - размеры разделки кромок и шва.
Площадь сечения сварного шва в зависимости от его типа и формы можно также вычислить по данным [].
Для оценки расхода электродов вводится понятие норма расхода электрода на погонный метр шва. Существуют узловая, операционная и детальная нормы расхода электродов. Все они связаны между собой и вычисляются исходя из расчета затрат на электроды для сварки 1 м сварного шва. Норма расхода электродов может регламентироваться СНиП, определяться практическими испытаниями, а также расчетными методами [4].
В зависимости от условий РДС на конкретную норму расхода влияет технология сварки - метод и режим сварки, тип сварочных материалов, сложность условий проведения работ. Весовой расход электродов превышает вес наплавленного металла вследствие потерь расплавляемого электрода на угар, разбрызгивание и образования огарка по окончании сварки. Указанный расход электродов Gэ (кг) для выполнения конкретного сварного соединения определяется по выражению:
Gэ = Gн Kр kп (1.4)
где Kр - коэффициент расхода электродов учитывает потери на угар, разбрызгивание и огарки; kп – поправочный коэффициент, учитывающий положение шва в пространстве при сварке (kп = 1 – нижнее положение).
Значения коэффициента Кр рекомендуется выбирать из табл. 1.4 [4].
В случаях, если выполнение шва отличается от нижнего положения, то для шва, расположенного в наклонной плоскости kп = 1,05; для расположенного в вертикальной плоскости kп = 1,10; для потолочного kp = 1,20.,
Количество электродов для выполнения шва Nэ (шт) рассчитывается по выражению:
Nэ = Gэ / m (1.5)
где m – масса расплав 1 электрода в зависимости от марки и диаметра электрода, кг (табл.1.5)
Для нормирования трудоемкости выполнения швов следует определить количество проходов n (шт). При сварке многопроходных швов стыковых соединений первый проход должен выполняться электродами диаметром не более 4 мм, чаще всего диаметром 3 мм, так как применение электродов большего диаметра не позволяет в необходимой степени проникнуть в глубину разделки для провара корня шва. Угловые и тавровые соединения за один проход, как правило, выполняются швом с катетом не более 8–9 мм. Площадь поперечного сечения наплавленного металла в этом случае может быть вычислена по формуле:
 (1.6)
(1.6)
Таблица 1.4. Средние значения коэффициента расхода материалов
| Коэффициент расхода электродов | Группа марок | Марка покрытого электрода для сварки сталей | |
| Углеродистых и низколегированных | Теплоустойчивых и высоколегированных | ||
| 1,5 | І | АНО-1, АНГ-1К, ОЗС-17Н, АНО-19М, ДСК-50, АНП-6П, НИАТ-3М | ТМЛ-1У,ТМЛ-3У, ОЗЛ-25, ЦТ-28,АНВ-17, АНЖР-1, АНЖР-2 |
| 1,6 | ІІ | ОЗС-23, ВН-48, УП-1/45, АНО-5, АНО-13, АНО-19, АНО-20, ОЗС-6, АНО-10, АНО-11, АНО-30, АНО-ТМ, ВСО-50СК, ОЗС-18, ОЗС-25, УОНИ-13/55У, АНО-ТМ60, ВСФ-65, АНО-ТМ70, АНП-2, УОНИ-13/65, УОНИ-13/85 | ЦЛ-20, КТИ-7А,ОЗЛ-6, ЗиО-8, ОЗЛ-8, АНВ-13, АНВ-34, НИАТ-4, НИАТ-5, НИИ-48Г |
| 1,7 | ІІІ | АНО-4, АНО-6, АНО-6У,АНО-21, АНО-24, АНО-29М,АНО-32, МР-3, ОЗС-4,ОЗС-12, ОЗС-21, СМ-11, УОНИ-13/45, УОНИ-13/45, УОНИ-13/45СМ, АНО-27, АНО-25, УОНИ-13/55,УОНИ-13/55СМ, ИТС-4С, ОЗС-24 | ЦУ-5, ТМУ-21У,ЦЛ-51, УОНИ-13/НЖ, ОЗЛ-9А, ЦТ-15,ОЗЛ-17У, ЦЛ-11 |
| 1,8 | ІV | ВСЦ-4, К-5А | НЖ-13, ЭА-395/9,ЭА-981/15 |
Таблица 1.5. Масса металлического расплава одного электрода в граммах
Марка электрода
Диаметр электрода стандартной длины, мм
 (1.7)
(1.7) (1.8)
(1.8) (1.9)
(1.9)