 |
Главная |


Системы вспомогательного инструмента для станков с ЧПУ.
|
из
5.00
|
Структура и классификация систем автоматической загрузки и смены инструмента.

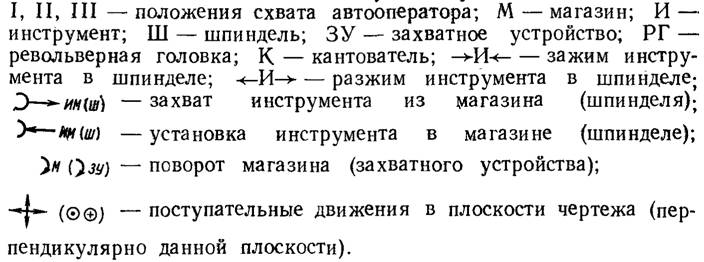
АСИ = АО+СУ+ИМ(инструм. магазин)+ЗУ(зажимное устройство)
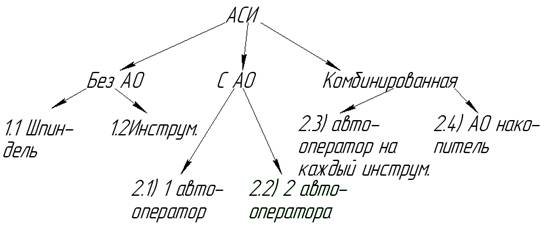
а) Смена шпинделей при помощи револьверной головки
- небольшая точность
- дороговизна
- небольшое количество инструм. т.к. уменьшается рабочая зона
б) Шпиндельные коробки
в) Меняются шпинделя
1.2 а) из револьверной головки (точность, большое количество инструмента)
б) из инструментального магазина
2.1 а) Однозахватный
б) Двухзахватный 
АО: клещевой и замковый
Инструм. магазин: 1) Емкость
2) Скорость перемещения
3) Точность
4) Надежность
МИ: дисковые, барабанного типа, 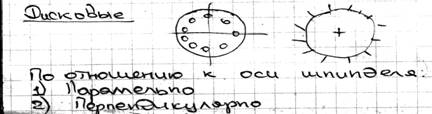
Системы вспомогательного инструмента для станков с ЧПУ.
Бывают : стержневой (призма, блоки) (для токарных)
вращ-е (ось)- оправки (7:24) (сверлильно-фрезерно-расточная гр.)
Зажим: (сверлильно-фрезерно-расточная гр.)
1) лепестковой цангой 2) Шариковая втулка 3) Байнетное соед-е
Системы с ручной сменой инструмента. Основой таких систем являются быстросменные переходные патроны, которые позволяют без смены основного инструментального блока заменять изношенный инструмент или вводить следующий при обработке различными инструментами. Быстродействие вспомогательного инструмента необходимо также для облегчения труда наладчиков при подготовке инструмента.
В качестве базового в той или иной системе принимают быстросменной патрон с определенным хвостовиком, отвечающим гнезду шпинделя определенных типов станков. Классификация инструментальных систем для станков с ЧПУ с ручной сменой инструмента показана на рис. 4.32. В основе классификации лежит конструкция базового быстросменного патрона, определяющая вид хвостовика сменного вспомогательного и режущего инструмента. Так, для сверлильных станков с ЧПУ с ручной сменой инструмента и с гнездом шпинделя в виде конуса Морзе используют систему на базе быстросменного патрона с шариковым захватом (рис. 4.33). К такому патрону прилагается комплект вставок 3—9 с одинаковыми хвостовиками (под гнездо патрона), в которых может закрепляться различный режущий инструмент. К одной из вставок (поз. 7) придается комплект переходных втулок 8, Позволяющих, если надо, регулировать вылет закрепляемого инструмента. Через втулки 10 крепят метчики.
В разных системах конструкции базовых быстросменных патронов различны. Так, в системе вспомогательного инструмента для расточных станков с ЧПУ с ручной сменой инструмента базовый быстросменный патрон (с хвостовиком под конус Морзе) имеет гнездо под хвостовики с конусностью 7:24, что позволяет крепить различные патроны и оправки, в том числе и для фрез. Оправки в базовом патроне крепятся гайкой [25].
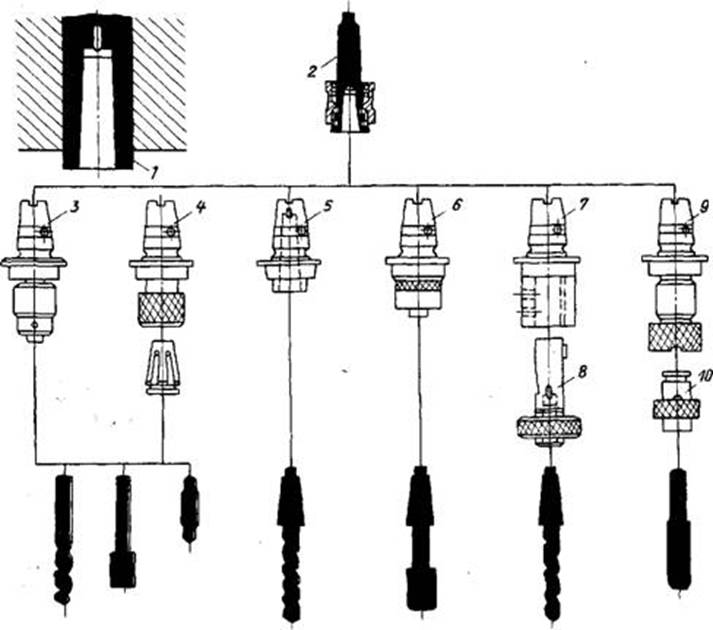 Рис. 4.33. Инструментальная быстросменная система для сверлильных станков с ЧПУ:
/— шпиндель станка; 2 — быстросменный патрон (базовый) с шариковым захватом; 3 — сверлильный патрон; 4—цанговый патрон; 5 — вставка с внутренними конусами Морзе; 6 — плавающий патрон для разверток; 7 — вставка с цилиндрическим отверстием и пазом под шпонку; 8— регулируемая цилиндрическая втулка; 9—патрон для метчиков; 10—быстросменная вставка
Рис. 4.33. Инструментальная быстросменная система для сверлильных станков с ЧПУ:
/— шпиндель станка; 2 — быстросменный патрон (базовый) с шариковым захватом; 3 — сверлильный патрон; 4—цанговый патрон; 5 — вставка с внутренними конусами Морзе; 6 — плавающий патрон для разверток; 7 — вставка с цилиндрическим отверстием и пазом под шпонку; 8— регулируемая цилиндрическая втулка; 9—патрон для метчиков; 10—быстросменная вставка
|
Системы вспомогательного инструмента для многоинструментальных и многоцелевых станков. Такие системы имеют общий принцип построения. К каждой системе прилагается набор основных (базовых) оправок с соответствующим хвостовиком: или с конусностью 7:24, или с размерами (по ИСО) 30, 40, 45, 50 и 60.
Принцип комплектования инструментального набора состоит в том, что в каждый из наборов кроме основных оправок, закрепляемых в шпинделе станка, входят "различные переходные оправки, переходные втулки и патроны для закрепления режущего инструмента: переходные втулки с посадочным отверстием в виде конуса Морзе, в которых концевой режущий инструмент дополнительно крепится винтом, цанговые патроны, расточные головки с тонкой регулировкой на размер, оправки и патроны для закрепления фрез и др.
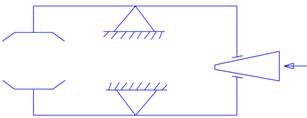
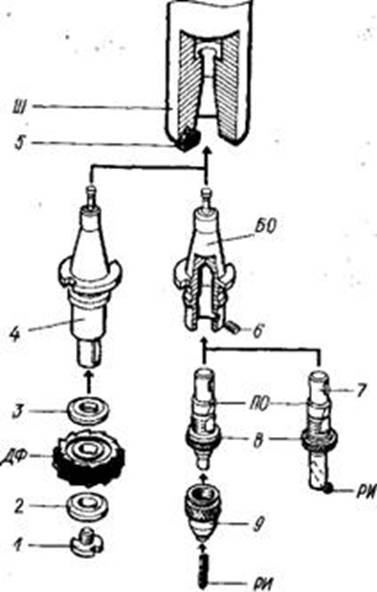 Базовые оправки, входящие в набор, обычно имеют два конструктивных исполнения. Один вид оправок предназначен для непосредственного крепления режущего инструмента. В этом случае инструмент крепят известными способами. Так, дисковую фрезу ДФ (рис. 4.34), устанавливаемую по цилиндрической посадочной шейке оправки 4 со шпонкой, крепят винтом 1 с использованием шайб 2 и 3. Второй вид базовых оправок БО предназначен для установки инструмента с помощью различных переходных элементов, например переходных оправок 8, которые имеют одинаковый хвостовик (на рисунке цилиндрической со шпонкой 7). В гнезде базовой оправки оправки крепят переходные .Эти переходные оправки могут быть или предназначены для непосредственного закрепления инструмента РИ (например, расточных резцов, сверл), или служить основой для закрепления следующего уровня вспомогательной оснастки. Таким может быть, например, набор цанговых патронов 9 для сверл с цилиндрическим хвостовиком.
Базовые оправки, входящие в набор, обычно имеют два конструктивных исполнения. Один вид оправок предназначен для непосредственного крепления режущего инструмента. В этом случае инструмент крепят известными способами. Так, дисковую фрезу ДФ (рис. 4.34), устанавливаемую по цилиндрической посадочной шейке оправки 4 со шпонкой, крепят винтом 1 с использованием шайб 2 и 3. Второй вид базовых оправок БО предназначен для установки инструмента с помощью различных переходных элементов, например переходных оправок 8, которые имеют одинаковый хвостовик (на рисунке цилиндрической со шпонкой 7). В гнезде базовой оправки оправки крепят переходные .Эти переходные оправки могут быть или предназначены для непосредственного закрепления инструмента РИ (например, расточных резцов, сверл), или служить основой для закрепления следующего уровня вспомогательной оснастки. Таким может быть, например, набор цанговых патронов 9 для сверл с цилиндрическим хвостовиком.
! При наладке станка базовые оправки устанавливают в базовом отверстии основного шпинделя Ш (или в шпинделях револьверной головки), обеспечивая при этом совмещение вырезов на фланце оправки со шпонками 5 для передачи крутящего момента на торце шпинделя.
| Рис. 4.34. Схема комплектования инструментального набора |
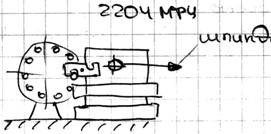
РЕВОЛЬВЕРНЫЕ ГОЛОВКИ.
 Общие сведения. Вревольверной головке помещают несколько инструментальных шпинделей или инструментов. Смена инструментов на рабочей позиции станка осуществляется путем ее поворота. Револьверные головки могут иметь 4, 5,6, 12,16 позиций (граней). Достоинства револьверных головок: простота конструкции, небольшие затраты времени на смену инструмента (2...3 с). Их недостатки: небольшое число размещаемых инструментов, недостаточная жесткость, относительно низкая точность коротких шпинделей. Револьверными головками оснащают токарные автоматы, агрегатные станки, токарные, вертикально-сверлильные и вертикально-фрезерные станки с ЧПУ.
Общие сведения. Вревольверной головке помещают несколько инструментальных шпинделей или инструментов. Смена инструментов на рабочей позиции станка осуществляется путем ее поворота. Револьверные головки могут иметь 4, 5,6, 12,16 позиций (граней). Достоинства револьверных головок: простота конструкции, небольшие затраты времени на смену инструмента (2...3 с). Их недостатки: небольшое число размещаемых инструментов, недостаточная жесткость, относительно низкая точность коротких шпинделей. Револьверными головками оснащают токарные автоматы, агрегатные станки, токарные, вертикально-сверлильные и вертикально-фрезерные станки с ЧПУ.
Типы револьверныx roловок. Инструменты закрепленныe непосредственно в револьверной rоловке (резцы, сверла и др.) ,в процессе обработки детали вращения не получают.
Оси инструментов мoryт быть направлены радиально, параллельно оси rоловки, под yглом к ней.
Для фиксации револьверных rоловок и поворотныx столов станков с ЧПУ применяют зубчатые торцовые муфты.
Для поворота револьверной rоловки применяются электрический, rидравлический, пневматический источники энерrии и их комбинации. В состав привода поворота мoryтвходить: двиrатель(электрический, rидравлический, пневматичевматический), передаточный механизм (зубчатая или червячная передача) и делиrельный механизм (кулачковый, мальтийский, зубчато-рычажный).
линдром).Делительныe механизмы обеспечивают поворот револьверной roловки на определенный постоянный yrол.В револьверныxrоловках современной конструкции применяют управляемые электрические приводы.
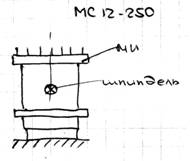
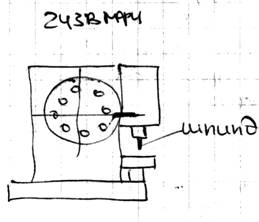
4. Инструментальные магазины .!. (
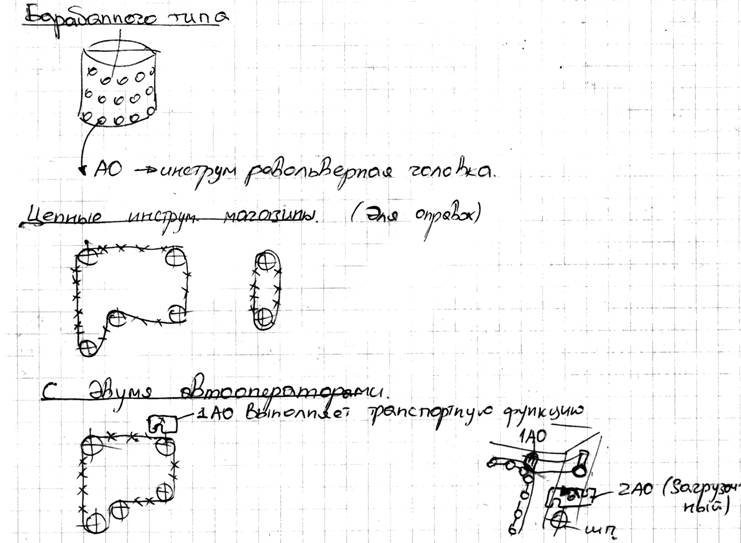
Большинство многооперационных станков с ЧПУ имеют устройства с магазином инструментов и совместно выполненным с ним автооператором. Если инструментальный магазин большой вместимости представляет собой автономное устройство, то дополнительно имеются автоматические транспортирующие механизмы, транспортные манипуляторы или тележки для перемещения выбранного инструмента в позицию захвата его автооператором и возврата заменяемого инструмента в магазин.
Конструктивная схема устройства смены инструментов в значительной степени зависит от типа магазина, который, в свою очередь, определяется числом размещаемых инструментов. При относительно небольшой вместимости (не более 20—25 инструментов) применяют дисковые инструментальные магазины, размещаемые непосредственно на шпиндельной бабке станка. Такие магазины могут быть с различным расположением инструментов относительно оси вращения диска: параллельным, радиальным или наклонным.
При большем числе инструментов (до 40—50 шт.) целесообразно использовать многосекцнонные барабанные или планетарные магазины, представляющие собой либо многорядные дисковые устройства, либо многопозиционные инструментальные головки, в каждой позиции которых устанавливается поворотный дисковый магазин с небольшим числом (4—6 шт.) инструментов. Многосекционные инструментальные магазины устанавливают непосредственно на станке или на отдельной стойке. В агрегатных станках с ЧПУ может осуществляться автоматическая смена комплектов одновременно работающих инструментов , Сменные многошпиндельные насадки , которые предварительно устанавливают в специальном магазине, выполненном в виде многопозиционного поворотного стола, затем автооператором с наклонной осью вращения переносятся к шпинделю силовой головки станка. При большом числе инструмента (более 100 шт.), имеющих массивные державки, целесообразна смена только их режущих головок.
Большой запас инструментов создает условия для длительной работы гибкого производственного модуля без участия рабочего, а также расширяет технологические возможности входящего в него станка, Механизмы смены инструментов с автооператором, наиболее часто применяемые в станках с ЧПУ. Основные элементы кодирования
Для переноса инструмента из дискового магазина в шпиндель, когда их оси параллельны, а расстояние между положениями инструмента в магазине и шпинделе не превышает 250—300 мм, применяют однозахватные автооператоры рычажного типа, совершающие одно простое вращательное или поступательноедвижение захватного механизма. Для обеспечения минимального времени смены инструмента (до 1 с), необходимого только для поворота револьверной головки, и увеличения числа инструментов в одном комплекте (до 25—30 шт.)
|
из
5.00
|
Обсуждение в статье: Системы вспомогательного инструмента для станков с ЧПУ. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы