 |
Главная |


Ремонт деталей наращиванием металла
|
из
5.00
|
СПОСОБЫ РЕМОНТА ДЕТАЛЕЙ
Изношенные детали механизмов автомобиля можно ремонтировать следующими основными способами:
1. обработкой под ремонтный размер;
2. наращиванием металла сваркой, хромированием и металлизацией;
3. установкой колец, втулок и гильз;
4. пластической деформацией (раздачей и обжимом).
Обработка деталей под ремонтный размер
Способ восстановления деталей под ремонтный размер заключается в том, что одна из сопряженных деталей подвергается механической обработке для восстановления правильной геометрической формы. При этом неизбежно изменяется (увеличивается и уменьшается) номинальный размер детали. Для сохранения первоначального зазора или натяга сопряженную деталь в этом случае следует заменить или переконструировать. Например, изношенные цилиндры двигателя подвергают расточке и шлифованию на больший размер (увеличение диаметра), а затем к этим цилиндрам подбирают новые увеличенного размера поршни. Размер новых поршней должен обеспечивать получение нормального зазора между стенкой цилиндра и поршнем. Для этого существуют заранее установленные ремонтные размеры как для цилиндров, так и для поршней.
Ремонт деталей наращиванием металла
Этот способ заключается в том, что на изношенную поверхность наносят слой металла, затем поверхность подвергают механической обработке для получения нужного размера и после этого подвергают термической обработке. Для нанесения металла на изношенные поверхности существует несколько способов.
Газовая кислородно-ацетиленовая сварка. Сварка заключается в расплавлении пламенем горелки обрабатываемой поверхности детали и соответствующего присадочного материала. При этом расплавленный металл детали соединяется с присадочным и слой металла наращивается на поверхность. Сварочная ацетилено-кислородная установка состоит из баллона с кислородом, находящимся под давлением до 150 ат.
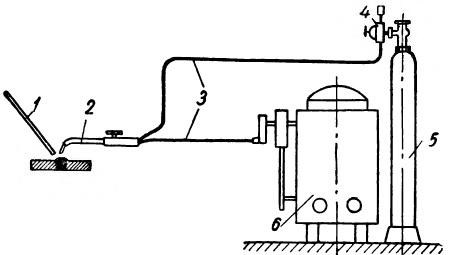
Рис. Ацетилено-кислородная установка:
1 — присадочный пруток; 2 — сварочная горелка; 3 — шланги; 4 — редуктор; 5 — кислородный баллон; 6 — ацетиленовый генератор.
На баллоне установлен редуктор для снижения давления кислорода на выходе до 2—3 ат и два манометра — один контролирует давление в баллоне, а другой — на выходе.
Для получения ацетилена имеется ацетиленовый генератор, в котором путем воздействия воды на карбид кальция получается ацетилен.
Ацетилен и кислород по шлангам подаются к сварочной горелке; здесь они поджигаются, отчего создается пламя с температурой до 3000°, которым и расплавляется металл.
Кроме наплавления металла с целью восстановления размера детали, сварку применяют также для заварки различных трещин и изломов в деталях. Газовую сварку обычно используют для чугунных деталей и для деталей из цветных металлов.
Чугунные детали, имеющие сложную конфигурацию (блок цилиндров, головка цилиндров), перед сваркой медленно нагревают до 650—700° и после медленно охлаждают во избежание коробления и появления трещин. Менее сложные детали ремонтируют сваркой без подогрева.
Электрическая сварка применяется чаще для наплавки изношенных поверхностен стальных деталей, а также для заварки трещин. При ремонте автомобильных деталей применяют преимущественно электродуговую сварку по способу инж. Славянова. При этом способе свариваемую деталь соединяют с одним из полюсов сварочного генератора постоянного или переменного тока, имеющего напряжение 30—40 в и силу тока до 300 а. Другой полюс сварочного генератора соединяют с держателем электрода.
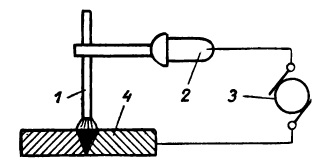
Рис. Схема установки для дуговой сварки:
1 — электрод; 2 — держатель электрода; 3 — сварочный генератор; 4 — свариваемая деталь.
При соприкосновении электрода с деталью и при последующем удалении электрода на 2—3 мм между деталью и электродом возникает электрическая дуга с температурой 4000—5000°, вызывающая плавление металла. Сварка ведется металлическим электродом соответствующего состава. По содержанию углерода электрод должен быть близок к свариваемой стали. Электросварку, так же как и газовую сварку, можно производить с подогревом детали и вхолодную.
В процесс наварки и заварки входят следующие операции:
1. очистка мест наварки металлической щеткой (трещины разделывают крейцмейселем для получения скоса кромок под углом 45°);
2. наварка металла электродом;
3. нормализация или отжиг детали;
4. слесарно-механическая обработка наваренного слоя;
5. термическая обработка стали (по техническим условиям);
6. окончательная механическая обработка — шлифование под номинальный размер.
Хромирование применяется как защитно-декоративное покрытие для износостойкости и для восстановления изношенных поверхностей деталей до номинальных размеров. Хромированием восстанавливают поршневые пальцы, шкворни, опорные шейки распределительного вала, толкатели, стержни клапанов и другие детали. Нанесенный на поверхность слой хрома обладает высокой твердостью и износостойкостью. Сущность хромирования основана на законах электролиза. Если через электролит, содержащий раствор металла, пропускать постоянный ток, то из электролита будет выделяться и осаждаться на минусовом электроде чистый металл.
Электролитом при хромировании служит водный раствор хромового ангидрида и химически чистой серной кислоты. Наиболее употребительная следующая концентрация растворов:
1. Хромовый ангидрид: 150 г.
Серная кислота: 1,5 г.
Вода: 1 л.
2. Хромовый ангидрид: 250 г.
Серная кислота: 2,5 г.
Вода: 1 л.
Один из указанных растворов заливают в железную ванну с двойными стенками. Пространство между стенками заполняют горячей водой для обогрева ванны. Источником тока служат 6—12-вольтовые генераторы от 250 до 1000 а.
При наличии соответствующих выпрямителей можно пользоваться и переменным током.
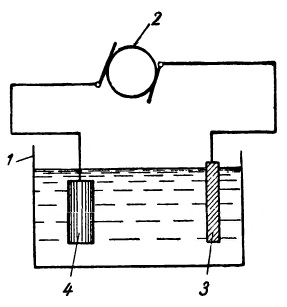
Рис. Схема соединения детали при хромировании:
1 — ванна; 2 — генератор; 3 — свинцовая пластина; 4 — деталь.
При хромировании минус генератора соединяется с деталью, подвешенной в растворе ванны, а плюс — с нерастворимой свинцовой пластиной, также опущенной в раствор. Толщина слоя хрома, наносимого на изношенную поверхность детали, обычно достигает 0,5 мм. Более толстый слой хрома менее износостоек.
В процесс хромирования изношенной поверхности детали входят следующие операции:
1. шлифование и полирование детали для придания ей правильной геометрической формы;
2. защита мест, не подлежащих хромированию, путем покрытия их целлулоидом, растворенным в ацетоне;
3. укрепление детали в специальном подвесном приспособлении, обеспечивающем удобное размещение детали в ванне;
4. обезжиривание детали в растворе щелочи и промывка ее в горячей воде;
5. погружение деталей в 5%-ный раствор серной кислоты на 1—1,5 мин. для удаления с них пленки окислов;
6. хромирование — опускание детали в ванну и включение ее в цепь тока;
7. промывка детали в дистиллированной воде для сбора с нее электролита, затем промывка в проточной воде;
8. снятие детали с подвески;
9. шлифование детали под требуемый размер.
Металлизация заключается в нанесении на изношенную поверхность детали слоя металла или сплава в расплавленном и распыленном состоянии. Различают газовую и электрическую металлизацию.
При электрической металлизации металл расплавляется электрической дугой, а при газовой — ацетилено-кислородным пламенем.
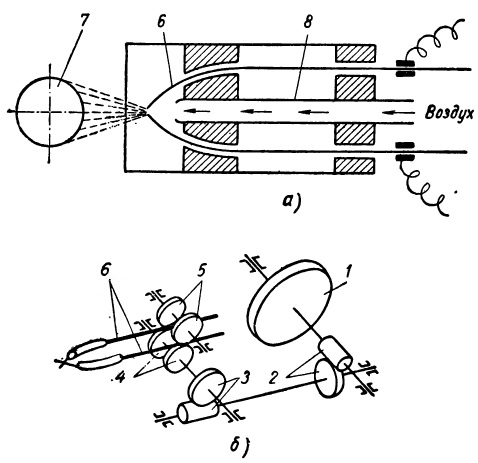
Рис. Электрометаллизатор;
а — схема металлизации; б — схема подающего механизма: 1 — воздушная турбинка; 2 и 3 — червячные передачи; 4 — ведущие ролики для подачи проволоки; 5 — прижимные ролики; 6 — проволока; 7 — деталь; 8 — канал подачи воздуха.
Электрометаллизатор представляет собой прибор, в котором помещен механизм, подающий проволоку; к патрубку корпуса присоединяется шланг для подачи сжатого воздуха от компрессора к соплу электрометаллизатора. Кроме этого, часть сжатого воздуха подводится по каналу к турбинке подающего механизма. От турбинки вращение передается через две червячные пары роликам, подающим две проволоки к соплу.
На расстоянии 10—12 мм от сопла проволоки скрещиваются и расплавляются электрической дугой, которая образуется электрическим током, подведенным к электрометаллизатору. Расплавленный металл струей воздуха распыливается и наносится на поверхность детали, которую устанавливают на станке и приводят во вращательное движение (если деталь цилиндрическая).
В процесс металлизации входят следующие операции:
1. очистка и обезжиривание детали — обычно производятся песочной струей в специальном пескоструйном аппарате;
2. обработка детали для придания ей правильной геометрической формы;
3. придание поверхности шероховатости — на цилиндрической детали делается нарезка рваной резьбы (30—40 ниток на 1 дюйм);
4. установка детали на станок для вращения ее со скоростью 80—100 об/мин;
5. установка металлизатора в супорте станка;
6. напыливание металла на поверхность детали; при этом супорт с металлизатором Должен перемещаться вдоль детали; толщина напыленного слоя металла доводится до номинального размера детали плюс припуск на последующую обработку; расстояние от сопла металлизатора до поверхности детали должно быть 100—150 мм; при большем или меньшем расстоянии твердость напыленного слоя снижается;
7. механическая обработка детали под номинальный размер.
Металлизацией можно восстанавливать изношенные шейки валов, места посадки подшипников, тормозные барабаны и др.
Посредством металлизации можно также заделывать трещины (блока цилиндров, головки блока), которые следует предварительно разделывать крейцмейселем и обезжиривать.
|
из
5.00
|
Обсуждение в статье: Ремонт деталей наращиванием металла |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы