 |
Главная |


Недостатки цилиндрических редукторов
|
из
5.00
|
1. Низкое передаточное число на одной ступени.
2. Уровень шума. Цилиндрические редукторы - более шумные по сравнению с червячными.
3. Обратимость (отсутствие самоторможения). Это является недостатком в том случае, когда необходимо отсутствие возможности поворота выходного вала внешней нагрузкой.
Применение цилиндрических редукторов
Благодаря всем своим достоинствам цилиндрический редуктор – лидер по распространённости среди редукторов. Цилиндрические редукторы устанавливаются в приводах измельчителей, мешалок, экструдеров, металлорежущих станков, валкового оборудования и т. д., и т. п.
Ограничений к применению нет, кроме специальных случаев, в которых целесообразнее применение других типов редукторов – например, когда требуется угловая компоновка привода, когда необходимо большое передаточное число в сочетании с небольшими габаритами или когда нужно достичь особой плавности хода приводимого механизма.
Из редукторов рассматриваемого типа наиболее распространены горизонтальные (рис. 3). Вертикальный одноступенчатый редуктор показан на рис 4. Выбор горизонтальной или вертикальной схемы для всех типов
редукторов обусловлен удобством общей компоновки привода (относительным расположением двигателя и рабочего вала приводимой в движение машины и т. д.).

Рис. 2. Кинематическая схема цилиндрического редуктора.

Рисунок 1.1 Одноступенчатый горизонтальный редуктор с цилиндрическими зубчатыми колесами. Кинематическая схема.

Рисунок 1.2 Одноступенчатый вертикальный редуктор с цилиндрическими колесами. Кинематическая схема.
Как горизонтальные, так и вертикальные редукторы могут иметь колеса с прямыми, косыми или шевронными зубьями. Корпуса чаще выполняют литыми чугунными, реже — сварными стальными. При серийном производстве целесообразнее применять литые корпуса. Валы монтируют на подшипниках качения или скольжения. Последние обычно применяют в тяжелых редукторах.
Максимальное передаточное число одноступенчатого цилиндрического редуктора (по ГОСТ 2185—66) Uвых = 12,5. Поэтому практически редукторы с передаточными числами, близкими к максимальным, применяют редко, ограничиваясь и < 6.
Сварные соединения
Термины и определения основных понятий в области сварки устанавливает ГОСТ 2601-84 (в ред. 1992 г.). Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Сварное соединение - неразъемное соединение, выполненное сваркой. Обычно применяется для соединения металлов, их сплавов или термопластов, а также в медицине. Для производства сварки используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время осуществлять сварку не только на промышленных предприятиях, но и на открытом воздухе, под водой и даже в космосе. Производство сварочных работ сопряжено с опасностью возгораний, поражений электрическим током, отравлений вредными газами, облучением ультрафиолетовыми лучами и поражением глаз.
Сварное соединение (рис. 1.1) включает три образующиеся в результате сварки характерные зоны металла в изделии: зону сварного шва 1, зону сплавления 2, зону термического влияния 3, а также часть основного металла 4, прилегающую к зоне термического влияния.

Рис. 1.1. Сварное соединение
Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла.
Металл шва - сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом.
Основной металл - металл подвергающихся сварке соединяемых частей.
Зона сплавления - зона, где находятся частично оплавленные зерна металла на границе основного металла и металла шва. Эта зона нагрева ниже температуры плавления. Нерасплавленные зерна в этой зоне разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны и в эти прослойки имеют возможность проникать элементы, введенные в ванну с дополнительным металлом или сварочными материалами. Поэтому химический состав этой зоны отличен от химического состава основного металла.
Зона термического влияния - участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке, наплавке или резке.
Тип сварного соединения определяет взаимное расположение свариваемых элементов. Различают: стыковые, угловые, тавровые, нахлесточные и торцовые сварные соединения.
Стыковое соединение - сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 1.2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис. 1.2, б).

Рис. 1.2. Стыковые соединения
Угловое соединение - сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 1.3).

Рис. 1.3. Угловые соединения
Тавровое соединение - сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 1.4).

Рис. 1.4. Тавровые соединения
Нахлесточное соединение - сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 1.5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение - сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 1.5, е).

Рис. 1.5. Нахлесточные (а, б) и торцовое соединения (в)
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
По типу сварные швы делят на стыковые, угловые и прорезные.
Стыковой шов - сварной шов стыкового соединения. Угловой шов - сварной шов углового, нахлестанного или таврового соединений. Прорезной шов (рис. 1.6) получается в результате полного проплавления верхнего, а иногда и последующих листов, и частичного проплавления нижнего листа (детали). Частным случаем прорезного шва является точечный или пробочный шов (электрозаклепка - при дуговой сварке) (рис. 1.6, г). Прорезные швы при приварке толстого листа (рис. 1.6, д) могут выполняться по заранее выполненным отверстиям в верхнем листе (при точечном шве) или прорези (при непрерывном шве).
Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
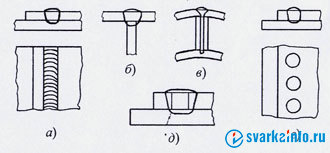
Рис. 1.6. Прорезные швы
По протяженности сварные швы подразделяют на непрерывные и прерывистые. Стыковые сварные швы, как правило, выполняют непрерывными.
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва (I—IV на рис. 1.7) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков (1-5 на рис. 1.7), располагающихся на одном уровне поперечного сечения шва. Валик - металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.

Рис. 1.7. Многослойный шов
По пространственному положению с учетом требований международных стандартов различают следующие сварные швы: горизонтальные (на вертикальной плоскости), вертикальные, потолочные и швы, сваренные в нижнем положении (рис. 1.8, 1.9). Схемы сварки, стыков труб с горизонтальной, вертикальной или наклоненной осью показаны на рис. 1.9.

Рис. 1.8. Положение шва при сварке стыковых (а) и тавровых (б) соединений листов:

Рис. 1.10. Положение шва при сварке стыковых (а) и угловых (б) соединений труб.
ГОСТ 19521-74 устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим признакам.
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность сварки, степень механизации сварки.
Физические признаки, в зависимости от формы энергии, используемой для образования сварного соединения, подразделяются на три класса: термический, термомеханический и механический.
Термический класс. К термическому классу сварки относятся соединения, получаемые местным плавлением поверхностей при помощи тепловой энергии. Тепло для сварки можно получить при помощи электрической дуги (дуговая сварка), от сгорания газовой смеси (газовая сварка), электронным или фотонным лучом (электронно-лучевая или лазерная сварка), сжиганием термитной смеси (термитная сварка), при прохождении электрического тока через расплавленный металл (электрошлаковая сварка) и т.д.
Термомеханический класс. К нему относятся все виды сварки, осуществляемые с использованием тепловой энергии и давления. Это контактная сварка (основные разновидности - контактной сварки: точечная контактная сварка, стыковая сварка, рельефная сварка, шовная сварка), диффузионная сварка, кузнечная сварка, сварка высокочастотными токами, сварка трением.
Механический класс: сварка взрывом, ультразвуковая сварка металлов, холодная сварка.
Технологические признаки установлены ГОСТ 19521-74 для каждого способа сварки отдельно.
Прочность соединения существенно зависит от усилия сжатия и степени деформации свариваемых деталей.
Литература
1. Курсовое проектирование деталей машин. / С. А. Чернавский. – М.: Машиностроение, 1988.
2. Решетов Д.Н. Детали машин: Учебник для вузов. М.: Infanata, 1989.
3. ГОСТ 19521-74 Сварка металлов. Классификация.
4. Технология и оборудование сварки плавлением и термической резки: Учебник для вузов. А.И.Акулов, В.П. Алехин, С.И.Ермаков и др. М.: Машиностроение, 2003.
5. http://www.shonai-cit.ac.jp/center/TIG.JPG
|
из
5.00
|
Обсуждение в статье: Недостатки цилиндрических редукторов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы