 |
Главная |


Расчет приспособления на точность
|
из
5.00
|
Погрешности установки, базирования, закрепления, приспособления в общем случае включают систематические и случайные составляющие погрешности. Обычно систематические погрешности компенсируют при настройке технологической системы поэтому под погрешностями , ,  ,
,  понимают предельные случайные отклонения поверхностей (на расчетных схемах – центров, осей поверхностей) от требуемого (идеализированного) положения.
понимают предельные случайные отклонения поверхностей (на расчетных схемах – центров, осей поверхностей) от требуемого (идеализированного) положения.
Погрешность установки заготовки в приспособлении

где  погрешность базирования;
погрешность базирования;  погрешность закрепления;
погрешность закрепления;  погрешность установки приспособления в связи с износом установочных элементов приспособления
погрешность установки приспособления в связи с износом установочных элементов приспособления
Погрешность базирования в осевом направлении для гладких цилиндрических оправок –  0,020 (в нашем случае не учитывается, так как базирования вдоль оси не требуется) мм, погрешность базирования в радиальном направлении
0,020 (в нашем случае не учитывается, так как базирования вдоль оси не требуется) мм, погрешность базирования в радиальном направлении  0,010 мм
0,010 мм
Погрешность закрепления в нашем приспособлении отсутствует в виду отсутствия самого закрепления. На данной контрольной операции закрепления не требуется.
Погрешность установки приспособления в связи с износом установочных элементов в осевом и радиальном направлениях
 0,005 мм
0,005 мм
таким образом, погрешность установки заготовки в приспособлении:
в осевом направлении  0,005 мм
0,005 мм
в радиальном направлении  0,011 мм
0,011 мм
Расчет приспособления
Расчет приспособления для измерения сводится к определению размеров элементов приспособления контактирующих с деталью и влияющих на показания измерений. В нашем случае это деталь скалка и калибр-уголок. Обе детали рассчитываются на определение наружного размера, который принимаем по размеру проходного калибра для данного размера.
Расчеты ведем по формулам из ГОСТ 24853-81 Калибры гладкие для размеров до 500 мм. Допуски.
Рассчитаем калибр-пробку для размеров Ø48Н7 и 20Н12
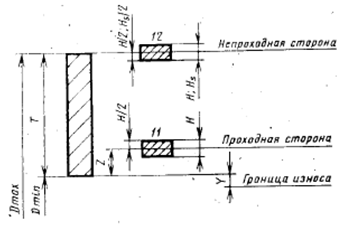
Рис. 3 Схема полей допусков калибра-пробки
для квалитетов 6-8

Рис. 4 Схема полей допусков калибра-пробки
для квалитетов 9-17
Ø48Н7
Исполнительный размер проходного калибра  , мм
, мм

где  мм – минимальный размер измеряемого[1] отверстия;
мм – минимальный размер измеряемого[1] отверстия;  мм – табличный показатель
мм – табличный показатель
 мм
мм
Допуск на исполнительный размер проходного калибра  , мм
, мм

где  мм – табличный показатель
мм – табличный показатель
 мм
мм
Получаем размер, проставляемый на чертеже

20Н12
Исполнительный размер проходного калибра , мм
где  мм – минимальный размер измеряемого[2] отверстия;
мм – минимальный размер измеряемого[2] отверстия;  мм – табличный показатель
мм – табличный показатель
 мм
мм
Допуск на исполнительный размер проходного калибра  , мм
, мм

где  мм – табличный показатель
мм – табличный показатель
 мм
мм
Получаем размер, проставляемый на чертеже

|
из
5.00
|
Обсуждение в статье: Расчет приспособления на точность |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы