 |
Главная |


Описание принятого технического решения
|
из
5.00
|
Способ уменьшения высоты волн заключается в сообщении рабочей части инструмента дополнительных упругих колебательных деформации синхронно основным, естественно развивающимся колебаниям в определенном направлении и с определенным фазовым сдвигом. Анализ траекторий движения режущей части инструмента и образующегося профиля волн показывает, что наиболее эффективным направлением является тангенциальное. Началом дополнительных смещений должны быть время и район контакта инструмента и заготовки, соответствующие дну впадины волн.
Способ был реализован применительно к токарным операциям при обтачивании наружных поверхностей проходными резцами. Наиболее вероятным видом колебаний резца в этом случае являются автоколебания, развивающиеся на частоте собственных колебаний резца. Численно частота собственных' колебаний резца в этом случае составляет тысячу и более герц. Соответственно велика скорость колебаний, поэтому должен быть надежный и быстродействующий двигатель дополнительных перемещений резца с тем, чтобы успеть за такой частотой. В качестве такового выбран электродинамический вибратор (А.с. 147412, БИ 10, 1962, смотри приложение) 12 (рис.1,а), касающийся наконечником головки резца 1. В качестве источника информации используют естественно развивающиеся колебания самого резца, измеряемые бесконтактным двухкоординатным датчиком перемещений (А.с. 1319334, БИ 18, 1960, смотри приложение). Вибратор 12 управляется адаптивной системой управления (А.с. 593192, БИ 6, 1972, смотри приложение), содержащей устройство 3 фазовой подстройки частоты, анализатор экстремума 6, на которые поступает сигнал датчика перемещений 2. Сигнал возникает вследствие анизотропии свойств элементов системы ЗИПС, в том числе заготовки и инструмента. Сигнал через управляемый генератор 4 и фазовращатель 5, сдвигающий фазу на 180°, подается на исполнительное устройство 8, усилитель 9 и ключ 10. Работой ключа 10 управляет устройство 11. Динамический вибратор 12 сердечником ударяет по инструменту 1. Происходит тангенциальный сдвиг ТОД, в результате которого изменяется траектория колебаний резца, изменяется профиль волнистости, образующейся на поверхности заготовки.
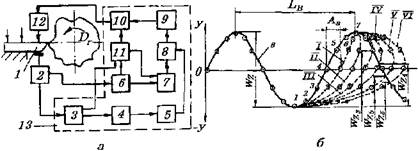
Рис. 1. Схема устройства (а) и образования профиля волн (б) при продавливании ската волн
Преимущества
- бесконтактность
- долговечность
- стойкость к высокому давлению
- влагоустойчивость
- линейность и стабильность
- интегрированная DC\DC электроника
- компактное конструктивное исполнение (длина / диапазон измерения)
- унифицированный выходной сигнал 4-20мА постоянного тока
Технические характеристики
- Диапазон измерения: 100/160/250/300/400/630 мм (возможны варианты)
- Линейность: +/-0,3%
- Температурный диапазон: -40... +80 °С
- Температурная погрешность: 0,15%/10 °C
- Частотный диапазон: до 300 Гц (-3Дб)
- Напряжение питания: +18…30В
- Выходной сигнал: +4…20мА, максимальная нагрузка 400 Ом
- Максимальное давление: 450Бар
- Корпус датчика: нержавеющая сталь, класс защиты IP65
Применение
- Информационно-измерительные системы, системы регулирования и управления технологическими процессами, испытательная техника, машиностроение и транспорт
- Измерение перемещения или положения плунжера в гидравлических и пневматических цилиндрах
- Измерение перемещения пресса, штамповальных машин, прокатных станов
Применение ДПИЭ для измерения перемещения плунжера в гидравлических цилиндрах
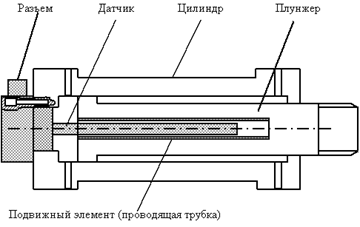
Рис. Расчет точности контрольного стенда
Данный контрольный стенд предназначен для определения непрямолинейности оси вала, путем измерения биения поверхности в различных сечениях вала.
Погрешность измерения можно рассчитать по формуле:
 (6.9)
(6.9)
где  - погрешность датчика индукционного датчика в рабочем диапазоне, мкм: 0,1;
- погрешность датчика индукционного датчика в рабочем диапазоне, мкм: 0,1;
 - погрешность оптической системы, мкм: 0,5;
- погрешность оптической системы, мкм: 0,5;
 - биение вала поворотного механизма, мкм: 0,1;
- биение вала поворотного механизма, мкм: 0,1;
фактическое значение гораздо больше, но его контролирует датчик, закрепленный на валу поворотного устройства, и в процессе измерений компьютер эту ошибку корректирует. Потеря точности связана с точностью самого датчика. Подставим значения и получим:
 =0,52 мкм.
=0,52 мкм.
Таким образом, мы можем определять непрямолинейность оси вала с точностью менее 1 мкм.
Это позволяет оценить процесс коробления детали в течение гораздо меньшего времени. На основании чего сделать вывод о дальнейшем поведении оси детали в процессе эксплуатации. Если результаты расчета покажут, что коробление выйдет за допустимые рамки деталь необходимо будет доработать. Наибольшую целесообразность имеет применение данного стенда на промежуточных операциях механической обработки. Применение компьютера позволяет вести статистическую обработку контролируемых параметров, на основании которой можно сделать выводы об эффективности тех или иных мероприятий по улучшению техпроцесса.
Выводы и рекомендации
Данный метод обеспечивает значительное динамическое гашение вибрации, улучшение параметра шероховатости и повышение качества поверхности детали. За счёт колебаний резца происходит уменьшение высоты волн, возникающих в процессе обработки.
Процесс научно-исследовательской деятельности является неотъемлемой частью научной деятельности студентов. Он закладывает основы для будущего их развития, как инженеров – исследователей и изобретателей.
|
из
5.00
|
Обсуждение в статье: Описание принятого технического решения |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы