 |
Главная |


Методы получения заготовок. Производство деталей машин
|
из
5.00
|
Введение
Стратегия ускорения социально-экономического развития страны предусматривает всемерную интенсификацию производства на основе научно-технического прогресса. Одним из действенных путей решения проблемы интенсификации производства, повышения производительности труда, ускорения социально-экономического развития, является повсеместное улучшение качества продукции.
В промышленности накоплен большой опыт управления качеством продукции различными методами: организационными, плановыми, экономическими, которые тесно взаимоувязаны между собой и только в совокупности обеспечивают высокое качество конечной продукции.
Вопросы качества продукции и производительности труда неразрывно связаны между собой, и на практике при решении конкретных вопросов совершенствовании технологий, оборудования, оснащения, механизации и автоматизации должны решаться одновременно.
Методы получения заготовок. Производство деталей машин
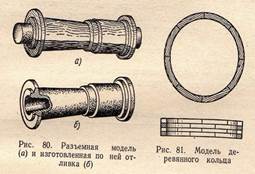
Литейное производство. Процесс литья состоит в том, что металлы расплавляют в специальных печах и заливают в особые формы, соответствующие конфигурации изготовляемого изделия. Застывая в формах, металл приобретает размеры и очертания, близкие к размерам и форме готовых изделий (рис.1).
Технологический процесс производства отливок состоит из следующих операций:
1. Изготовления моделей и стержневых ящиков (рис.2 и 3);
2. Изготовления литейных форм по моделям;
3. Изготовления стержней;
4. Расплавления металла и заливки форм жидким металлом;
5. Извлечения отливок из форм;
6. Обрубки и очистки отливок;
7. Термической обработки (если она необходима по техническим условиям.
|
|

Для литья в различной степени пригодны все металлы. Но чтобы качество отливок удовлетворяло техническим требованиям, сплавы, из которых изготовляют отливки, должны обладать следующими свойствами: жидкотекучестью, небольшой усадкой, незначительной газопоглощаемостью, однородностью структуры, не слишком высокой температурой плавления, отсутствием неметаллических включений.
Важнейшими сплавами для производства отливок являются чугун и сталь. Наибольшее применение в машиностроении находят отливки из серого чугуна. Существуют отливки из чугуна повышенной прочности марок СЧ21-40, СЧ24-44, СЧ28-48, применяемые для ответственных деталей машин, например, для станин, рам, корпусов, маховиков, тормозных барабанов, дисков сцепления и т.п. Чугунные отливки особенно высокого качества. Эти отливки обладают повышенной прочностью, высоким сопротивлением износу, стойкостью против коррозии. Модифицированный чугун. Повышенная прочность модифицированного чугуна позволяет уменьшит толщину стенок отливок и сократить вес готовых изделий.
Из стали могут быть получены отливки самой разнообразной величины, весом до нескольких сотен тонн и с различной толщиной стенок - до десятков сантиметров.
 По сравнению с чугуном сталь обладает более низкими литейными свойствами, так как температура ее плавления значительно выше температуры плавления чугуна, она менее жидкотекуча, имеет большую усадку, чем чугун. Однако стальные отливки превосходят чугунные по механическим свойствам, особенно по пластичности и ударной вязкости.
По сравнению с чугуном сталь обладает более низкими литейными свойствами, так как температура ее плавления значительно выше температуры плавления чугуна, она менее жидкотекуча, имеет большую усадку, чем чугун. Однако стальные отливки превосходят чугунные по механическим свойствам, особенно по пластичности и ударной вязкости.
Кроме чугуна и стали, в машиностроении широко используются для получения отливок сплавы цветных металлов, особенно на основе меди, алюминия и магния.
В литейном производстве получили промышленное применение новые способы изготовления отливок, которые имеют некоторые преимущества по сравнению с литьем в песчаные формы. К ним относятся: литье в металлические формы, литье под давлением, центробежное литье, точное литье по выплавляемым моделям и литье в оболочковые формы.
Прокатка. Операция прокатки (схема на рис.4) заключается в том, что металл обжимается между вращающимися валками прокатных станов.
Прокатка - самый массовый способ обработки металлов давлением. Прокаткой получают рельсы, строительные балки разнообразного сечения, листы разной толщины, прутковый материал, трубы.
Виды проката: листовой прокат (в свою очередь подразделяется по качеству, по способу изготовления, по толщине листов, по отделки поверхности); сортовой прокат; бесслитковая прокатка; трубный прокат.
|
| |

Волочение. Волочением называется процесс получения проволоки, прутков, труб малого сечения, полос, профилей.
Волочение (рис.5) проволоки состоит в том, что предварительно прокатанные до 5 мм прутки большой длины протягивают через фильеры - отверстия волочильной доски, переходя последовательно от наибольшего отверстия к наименьшему. При этом проволока постепенно доводится до требуемого диаметра.
| |
|

Ковка. Ковкой называют пластическую деформацию металла, при которой изменение его профиля происходит в том направлении, где металл встречает наименьшее сопротивление. Выполняют ковку последовательными ударами инструмента по обрабатываемой заготовке, лежащей на опорной площадке.
Ковку (рис.6) называют свободной, так как изменение формы металлов при этом виде обработки не ограничивается стенками особых форм (штампов), как это происходит при штамповке, и металл изменяет форму ("течет") свободно.
Поковки имеют различную формы и размеры. Вес поковок весьма разнообразен: от нескольких килограммов до многих десятков и сотен тонн.
Машинная ковка позволяет изготовлять поковки очень большого веса, в любом количестве и с более высокой точностью, чем при ручной ковке.
При ручной ковке имеют место такие виды ковки как: вытяжка, осадка, высадка, гибка, прошивка, рубка, закручивание, подкатка обжимкой, выглаживание. Инструментами для ручной ковки служат наковальни, молоты различного веса, гладилки, обжимки, кузнечные зубила, пробойники, клещи.

Прессование. Сущность процесса прессования заключается в выдавливании металла из замкнутого пространства контейнера через отверстия различного сечения - круглого, квадратного и других, после чего металл принимает форму прутка соответствующего профиля.
Прессованием (рис.7) получаю не только прутки различного профиля и размеров, но и трубы с внутренним диаметром до 800 мм. Материалы для прессования служат сталь, цветные металлы и их сплавы.
Заготовками для прессования являются слитки, размеры которых (диаметр и длина) зависят от мощности пресса и профиля изделий. Подготовка слитков к прессованию состоит в нагревании их до температуры, установленной для обработки давлением в горячем состоянии.
|
| |

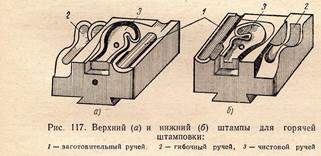
Штамповка. Объемная штамповка (рис.8). Так называется способ изготовления изделий, при котором металл деформируется по всему объему, а течение его ограничивается полостью штампа, очертания и размеры которой соответствуют очертаниям и форме заготовки.
Объемная штамповка имеет большое применение в массовом и серийном производстве.
Поковки, полученные свободной ковкой, необходимо дополнительно обрабатывать; тогда как для поковок, полученных штамповкой, дополнительная обработка значительно меньше или она почти не требуется. Производительность труда при штамповке во много раз выше, чем при свободной ковке.
Штампы изготовляют из твердых и прочных сталей. Изготовление штампов требует значительной затраты времени и средств. Однако, если требуется изготовить большое количество изделий, расходы на изготовление штампов не вызывают удорожания изделий, и штампованные поковки оказываются дешевле кованных.
|
|
из
5.00
|
Обсуждение в статье: Методы получения заготовок. Производство деталей машин |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы