 |
Главная |


Выбор методов обработки и характеристика оборудования
|
из
5.00
|
Снижение затрат времени, %, рассчитывают по формуле
Повышение производительности труда, %, рассчитывается по формуле:
Степень механизации обработки узла, %, определяют путём расчёта процента механизированных работ при данных методах обработки узла (для существующего и проектируемого отдельно):
Степень механизации обработки узла для существующего метода:

Степень механизации обработки узла для проектируемого метода:

Таблица 9.Техническая последовательность обработки низа рукавов притачной манжетой
| Номер операции по сборнику | Содержание операции | Специальность | Разряд работы | Затраты времени, мин, на метод | Оборудование, приспособления, инструменты | |
| Существующий | Проектируемый | |||||
| 843 | Продублировать манжет | У | 2 | 2,4 | 2,4 | Утюг весом 6 кг, пульверизатор |
| 845 | Наметать манжету на подманжету | Р | 2 | 3,75 | - | Игла, напёрсток, ножницы |
| б/н | Стачать манжету и подманжету | М | 2 | 0,52 | - | Машина 1022-М кл, ножницы |
| 840 | Стачать боковые срезы манжет | М | 2 | 0,89 | 0,89 | Машина 1022-М кл, ножницы |
| 847 | Удалить нитки намётывания манжеты на подманжету | Р | 1 | 0,714 | - | Колышек, ножницы |
| 848 | Подрезать швы обтачивания манжет в углах | Р | 1 | 0,806 | 0,806 | Ножницы |
| 849 | Вывернуть манжеты на лицевую сторону | Р | 1 | 0,824 | 0,824 | - |
| 851 | Приутюжить манжеты | У | 2 | 2,4 | 2,4 | Утюг весом 6 кг, пульверизатор |
| 850 | Выметать низ манжет | Р | 2 | 5,37 | - | Игла, напёрсток, ножницы |
| Б/н | Проложить отделочную строчку по низу манжет | М | 2 | 3,3 | 3,3 | Машина 1022-М кл, ножницы |
| 853 | Удалить нитки вымётывания манжет | Р | 1 | 0,977 | - | Колышек, ножницы |
| Р | 1 | - | 0,354 | Колышек, ножницы | ||
| 869 | Приметать манжеты к низу рукава | Р | 2 | 3,51 | - | Игла, напёрсток, ножницы |
| б/н | Приметать манжеты к низу рукава и к низу подкладки рукава одновременно | СМ | 2 | - | 1,84 | Машина 2222 кл., ножницы |
| 870 | Притачать манжеты к низу рукавов | М | 2 | 1,66 | - | Машина 1022-М кл., ножницы |
| 871 | Удалить нитки примётывания манжет | Р | 1 | 0,694 | 0,694 | Колышек, ножницы |
| Б/Н | Приметать манжет к подкладке рукава | Р | 2 | 3,57 | - | Игла, напёрсток, ножницы |
| Б/Н | Притачать манжеты к низку подкладки рукава | М | 2 | 1,66 | - | Машина 1022 кл., ножницы |
| 871 | Удалить нитки примётывания манжет к подкладке рукава | Р | 1 | 0,694 | - | Колышек, ножницы |
| 829 | Приутюжить рукав в готовом виде | У | 2 | 2,4 | 2,4 | Утюг весом 8 кг, ножницы |
|
|
|
| ИТОГО | 36,139 | 15,908 |
|
Рассчитываем сокращения затрат времени, повышение производительности и степень механизации обработки узла для описанного выше метода по формулам:




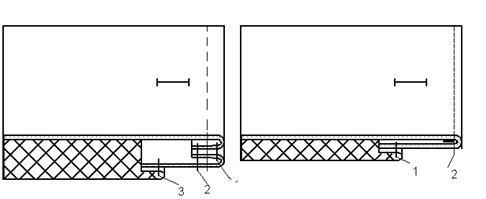
Таблица 10. Технологическая последовательность обработки борта
| Номер операции по сборнику | Содержание операции | Специальность | Разряд работы | Затрата времени, мин, на метод | Оборудование, приспособления, инструменты | |
| существующий | проектируемый | |||||
| 554–55а | Проложить прокладку с односторонним клеевым покрытием | У | 1 | 0,950 | 0,950 | Утюг, пульверизатор |
| 584 | Наметать подборта на борта полочек в изделиях с застёжкой доверху | Р | 4 | 7,020 | - | Игла, напёрсток, ножницы |
| 585 | Сутюжить посадку намётанных подбортов | У | 4 | 2,900 | - | Утюг, пульверизатор |
| 586 | Обмелить углы лацкана для обтачивания | Р | 3 | 0,935 | - | Лекала, мел |
| 587 | Обтачать лацканы и борта полочек с намётанными подбортами | М | 4 | 5,290 | - | Машина 1022-М кл., ножницы |
| 589 | Удалить нитки намётывания подбортов | Р | 1 | 1,520 | - | Колышек, ножницы |
| б/н | Приметать подкладку к подбортам | Р | 2 | 5,03 | 5,03 | Игла, напёрсток, ножницы |
| б/н | Притачать подкладку к подбортам | М | 3 | 1,7 | 1,7 | Машина 1022-М кл., ножницы |
| 871 | Удалить нитки примётывания | Р | 1 | 0,694 | 0,694 | Колышек, ножницы |
| 561 | Выметать край борта | Р | 2 | 7,35 | - | Игла, напёрсток, ножницы |
| 563 | Проложить отделочную строчку по краю борта | М | 2 | 4,2 | 4,2 | Машина 1022-М кл., ножницы |
| 853 | Удалить нитки вымётывания подбортов | Р | 1 | 0,977 | - | Колышек, ножницы |
| 829 | Приутюжить борт в готовом виде | У | 2 | 2,7 | 2,7 | Утюг весом 8 кг, ножницы |
| ИТОГО: | 41,27 | 15,27 | ||||
Рассчитываем сокращения затрат времени, повышение производительности и степень механизации обработки узла для описанного выше метода по формулам:




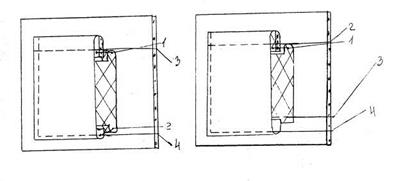
Таблица 11.Технологическая последовательность обработки накладного кармана
| Номер операции по сборнику | Содержание операции | Специальность | Разряд работы | Затраты времени, мин, на метод | Оборудование, приспособления, инструменты | |
| Существующий | Проектируемый | |||||
| 404 | Проложить кромку из материала с односторонним клеевым покрытием по верхнему краю карманов (со стороны припуска по намеченной линии) | У | 3 | 1,09 | 1,09 | Утюг весом 6 кг, пульверизатор |
| 405 | Притачать подкладку к припуску на подгиб верхнего края накладных карманов | М | 2 | 0,976 | 0,976 | Машина 1022-М кл., ножницы |
| 406 | Перегнуть верхний край накладных карманов на лицевую сторону по намеченной линии и наметать верх кармана на подкладку по боковым сторонам и низу, посаживая основную ткань в углах или закруглённых краях карманов, оставляя пропуск в строчке | Р | 2 | 3,28 | - | Игла, напёрсток, ножницы |
| 407 | Обтачать накладной карман по боковым сторонам и низу, оставляя пропуск строчки по низу кармана | М | 2 | 1,90 | - | Машина 1022 кл., ножницы |
| 408 | Удалить нитки намётывания накладных карманов на подкладку | Р | 1 | 0,825 | - | Колышек, ножницы |
| 409 | Подрезать шов обтачивания кармана и вывернуть карман на лицевую сторону, выправляя овальные края | Р | 1 | 1,91 | - | Колышек, ножницы |
| 410 | Выметать края накладных карманов, образуя кант из основной ткани | Р | 3 | 5,25 | - | Машина 222 кл., ножницы |
| 411 | Подшить пропуск в строчке | Р | 2 | 1,13 | - | Игла, напёрсток, ножницы |
| 403 | Прострочить верхний край накладных карманов | М | 3 | 1,34 | 1,34 | Машина 1022-М кл., откидная линейка-направитель, ножницы |
| 412 | Приутюжить накладной карман | У | 2 | 2,53 | 2,53 | Утюг весом 6 кг, пульверизатор |
| 500 | Приколоть подкладку накладного кармана к полочке верха, отгибая карман из основной ткани | Р | 2 | - | 1,08 | Булавки |
| 501 | Притачать подкладку кармана к полочке по боковым сторонам и низу | М | 2 | - | 2,79 | Машина 1022 кл., ножницы |
| 502 | Удалить булавки | Р | 1 | - | 0,687 | - |
| 494 | Наметать накладной карман на полочку по боковым и нижнему краям | М | 3 | 3,73 | 3,73 | Игла, напёрсток, ножницы |
| 495 | Настрочить накладной карман на полочку по боковым и нижнему краям | М | 3 | 3,96 | 3,96 | Машина 1022 кл., лапка с направляющей линейкой, ножницы |
| 497 | Удалить нитки намётывания накладного кармана | Р | 1 | 1,05 | 1,05 | Колышек, ножницы |
| Итого: | 28,97 | 19,23 | ||||
Рассчитываем сокращения затрат времени, повышение производительности и степень механизации обработки узла для описанного выше метода по формулам:




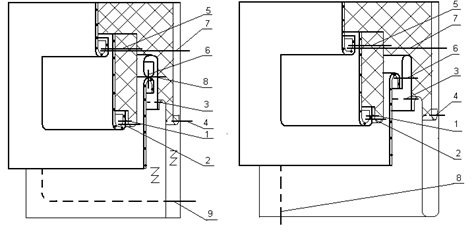
Таблица 12.Технологическая последовательность обработки прорезного кармана с клапаном
| № операции по сборнику | Содержание операций | Специальность | Разряд работ | Затрата времени, мин, на метод | Оборудование, приспособления, инструменты | ||
| существующий | проектируемый | ||||||
| 275 | Соединить прокладку из материалов с односторонним клеевым покрытием с клапаном | У | 2 | 0,595 | 0,595 | Утюг | |
| 276а-1 | Сметать клапаны с подклапанами | Р | 2 | 2,25 | - | Игла, напёрсток, ножницы | |
| 276 | Обтачать клапаны с подклапанами из подклада без предварительного смётывания |
М | 2 | - | 2,41 | Машина 1022-М кл, ножницы | |
| 276а-2 | Обтачать клапаны | М | 2 | 1,52 | - | Машина 1022-М кл, ножницы | |
| 277 | Подрезать швы в углах клапанов и вывернуть клапаны на лицевую сторону | Р | 1 | 0,908 | 0,908 | Колышек, ножницы | |
| 278 | Выметать клапаны | Р | 3 | 1,76 | 1,76 | Игла, наперсток, ножницы | |
| 279 | Приутюжить клапаны после выметывания | У | 2 | 1,01 | 1,01 | Утюг | |
| 281 | Удалить нитки выметывания клапанов | Р | 1 | 0,261 | 0,261 | Колышек, ножницы | |
| 282 | Наметить линию притачивания на клапанах | Р | 2 | 0,784 | 0,784 | Мел, линейка | |
| 291 | Восстановить места расположения карманов | Р | 3 | 0,784 | 0,784 | Мел, линейка | |
| 292 | Проложить долевики из материала с односторонним клеевым покрытием с изнанки полочек | У | 1 | 1,09 | 1,09 | Утюг | |
| 293 | Притачать клапаны к полочкам | М | 4 | 1,87 | 1,87 | Машина 1022-М кл, ножницы | |
| 294 | Притачать обтачки к полочкам | М | 4 | 1,87 | 1,87 | Машина 1022-М кл, ножницы | |
| 295 | Разутюжить швы притачивания обтачек | У | 3 | 1,75 | - | Утюг | |
| б/н | Заутюжить швы притачивания обтачек | У | 3 | - | 1,60 | Утюг | |
| 296 | Прорезать отверстие для карманов | Р | 3 | 1,76 | 1,76 | Ножницы | |
| 297 | Вывернуть обтачки наизнанку и выметать кант | Р | 3 | 2,09 | 2,09 | Игла, наперсток, ножницы | |
| 298 | Прострочить нижние края боковых карманов в шов притачивания обтачек | М | 3 | 1,72 | 1,72 | Машина 1022-М кл, ножницы | |
| 299 | Притачать подзоры с мешковиной к швам притачивания клапанов | М | 3 | 1,87 | 1,87 | Машина 1022-М кл, ножницы | |
| 300 | Скрепить углы карманов двойной обратной строчкой и стачать мешковину боковых карманов | М | 2 | 2,46 | 2,46 | Машина 1022-М кл, ножницы | |
| 308 | Приутюжить карманы | У | 3 | 2,65 | 2,65 | Утюг | |
| Итого: | 29 | 27,49 | |||||
Рассчитываем сокращения затрат времени, повышение производительности и степень механизации обработки узла для описанного выше метода по формулам:




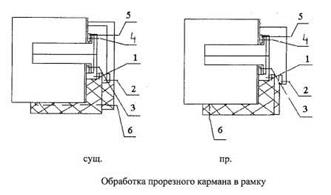
Таблица 13. Технологическая последовательность обработки прорезного кармана в рамку
|
| ||||||
| Номер операции по сборнику | Содержание операции | Специальность | Разряд работ | Затрата времени, мин, на метод | Оборудование, приспособления, инструменты | |
| Существующий | Проектируемый | |||||
| 360 | Наметить линии притачивания обтачек на полочках с лицевой стороны | Р | 3 | 1,06 | 1,06 | Мел, линейка, сантиметровая лента |
| 371 | Заутюжить обтачки по линии сгибы | У | 1 | 2,17 | 2,17 | Утюг весом 6 кг, пульверизатор |
| 364 | Приметать мешковину к обтачкам карманов | Р | 2 | 2,53 | - | Игла, напёрсток, ножницы |
| 365 | Притачать мешковину к обтачкам кармана | М | 1 | 1,02 | 1,02 | Машина 1022-М кл., ножницы |
| 366 | Удалить нитки примётывания | Р | 1 | 0,982 | - | Колышек, ножницы |
| 265 | Приметать подзоры к мешковинам кармана | Р | 1 | 1,06 | - | Игла, напёрсток, ножницы |
| 266 | Притачать подзоры к мешковине | М | 1 | 0,37 | 0,37 | Машина 1022 кл., ножницы |
| 267 | Удалить нитки примётывания | Р | 1 | 0,982 | - | Колышек, ножницы |
| 291 | Восстановить расположение карманов | Р | 3 | 0,784 | 0,784 | Мел, линейка, сантиметровая лента |
| 361а-1 | Приметать обтачки к полочке изделия | Р | 2 | 2,53 | 2,53 | Игла, напёрсток, ножницы |
| 361а-2 | Притачать обтачки к полочкам | М | 4 | 2,26 | 2,26 | Машина 1022 кл., ножницы |
| 361а-3 | Удалить нитки примётывания | Р | 1 | 0,982 | 0,982 | Колышек, ножницы |
| 362 | Разутюжить швы притачивания обтачек | У | 3 | 2,11 | 2,11 | Утюг весом 6 кг, пульверизатор |
| 296 | Прорезать отверстия для карманов | Р | 3 | 1,76 | 1,76 | Ножницы |
| 297 | Вывернуть обтачки на изнанку и выметать | Р | 3 | 2,09 | 2,09 | Игла, напёрсток, ножницы |
| 299 | Притачать подзоры к швам притачивания верхних обтачек | М | 3 | - | 1,87 | Машина 1022 кл., ножницы |
| Б/з (299–3) | Притачать подзоры с подкладкой к швам притачивания верхних обтачек | М | 3 | 1,87 | - | Машина 1022 кл., ножницы |
| 341 | Скрепить углы карманов и стачать мешковины: с двух сторон с трёх сторон | М М | 2 2 | - 2,30 | 1,53 - | Машина 1022 кл., ножницы |
| 308 | Приутюжить карманы в готовом виде | Пр У | 3 3 | - 2,65 | 1,67 - | Пресс Cs-363, пульверизатор Утюг весом 6 кг, пульверизатор |
| ИТОГО | 29,51 | 22,206 | ||||
Рассчитываем сокращения затрат времени, повышение производительности и степень механизации обработки узла для описанного выше метода по формулам:




Таблица 14. Характеристика швейных машин
| Назначение машины | Тип или класс машины, фирма изготовитель | Тип стежка | Максимальная частота вращения главного вала, мин.-1 | Длина стежка, мм | Исполнительный орган механизма перемещения материала | Иглы (ГОСТ 22249–82) | Вид обработки материала | Толщина вшиваемого пакета материалов, мм | Дополнительные данные |
| Стачивание деталей швейных изделий | 1022-М «Промшвеймаш», г. Орша | 301 2х ниточный челно чный | 4500 | 1,7–5 | Нижняя зубчатая рейка | Тип 0203 №90–110 | Ткани пальтовые, плащевые и тд. | 5 | Централизованная смазка механизмов, автоматическое устройство для наматывания ниток на шпульку |
| Обмётывание фигурных петель с глазком на верхней одежде | 62761–837 «Минерва» | 304 2х ниточный цепной | 600 | Длина петли 13–35 мм, ширина кромки петли 2,3–3,4 мм | - | Тип 0277 №90–110 | Ткани пальтовые, плащевые и тд | - | - |
Таблица 15. Характеристика прессового оборудования
| Марка (тип), фирма изготовитель | Назначение | Усилие прессования, мПа | Тип привода | Вид нагрева подушек | Температура нагрева подушки, оС | ||
| верхней | нижней | верхней | нижней | ||||
| CS-371 | Выполнение дублирования деталей, приутюживания и других оперций ВТО | 0,02 | Электромеханический | Электрический | Паровой | 80–250 | 105–110 |
Таблица 16. Характеристика гладильных столов и утюгов
| Оборудование, предприятие-изготовитель | Назначение | Тип нагрева поверхности | Температу-ра нагрева поверхнос-ти | Время разог-рева, мин | Масса, кг |
| Электропаровой утюг. Орловский машиностро-ительный завод | Выполнение внутрипроцессной ВТО | Трубчатый электронагреватель | 100 ÷ 240 | 10 | 2,5 |
| Пресс пневматический универсальный с плоской универсальной подушкой – CS – 371 «Паннония» в комплекте со столом CS – 394 Е | Выполнение внутрипроцессной ВТО | Электропаровой с индивидуальным малогабаритным паронагревателем | 200 | - | 50 (вмес-те со сто-лом) |
Таблица 17. Приспособления малой механизации
| Наименование и назначение приспособления | Марка (номер) | Схема шва |
| Лапка с бортиком для настрачивания накладных карманов, соединение деталей и выполнение отделочной строчки без подгибания | 1–53 | 
|
| откидная 2 рожковая линейка, для прокладывания отделочных строчек | 1–2 | 
|
|
из
5.00
|
Обсуждение в статье: Выбор методов обработки и характеристика оборудования |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы