 |
Главная |


Анализ механической обработки заводского технологического процесса
|
из
5.00
|
005 Литейная
010 Термическая
015 Токарно-винторезная
Операция выполняется на станке модели 163. Операция состоит из 2-х установов.
I – Деталь базируется по торцу и наружной цилиндрической поверхности d350,2 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции предварительно обрабатывается торец в размер l40-0,5 мм и растачивается отверстие D275+1,1 мм.
II – Деталь базируется по торцу и внутренней цилиндрической поверхности D275 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции предварительно обрабатывается торец в размер l35-0,5 мм и наружная цилиндрическая поверхность d340-1,0 мм.
Режущий инструмент:
1) проходной – PSAGL2525M10H2 ВК 4 ГОСТ 20812-80.
2) расточной – S40YHNTCL10H2 ВК 4 ГОСТ 18874-72.

015к Контроль на рабочем месте
020 Контроль ОТК
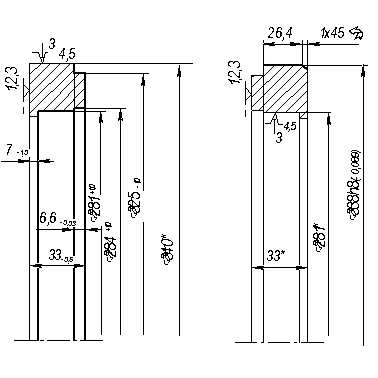
025 Токарно-винторезная.
Операция выполняется на станке модели 163. На данной операции деталь закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. Операция состоит из 2-х установов.
I – Базируется деталь по торцу и наружной цилиндрической поверхности d340 мм. На этой операции подрезается торец в размер l33-0,5 мм, точится наружный диаметр с размерами d 325-1,0 мм х l6,6 мм, растачивается внутренний перепад диаметров D284+1,0 мм х l6,6 мм; D281+1,0 мм х l21,4-0,5 мм.
Режущий инструмент:
1) проходной – PNGCL2525H10H2 ВК 3 ГОСТ 17352-*.
2) расточной – S40YHNTCL10H2 ВК 3 ГОСТ 18874-72.
II – Базируется деталь по торцу и наружной цилиндрической поверхности d325 мм. На этой операции обрабатывается наружная цилиндрическая поверхность на размер d 338h8 мм х l26,4 мм, точится фаска 1х45о.
Режущий инструмент:
проходной – PNGCL2525H10H2 ВК 3 ГОСТ 17352-*.
025к Контроль на рабочем месте
030 Контроль ОТК
035 Фрезерная с ЧПУ (М240)
Деталь базируется по торцу и закрепляется прихватами. На данной операции происходит обработка 29 лопаток выдерживая глубину 6,6 мм.
Режущий инструмент:
1) Фреза концевая d 5,5 мм;

035к Контроль на рабочем месте
040 Слесарная
045 Контроль ОТК
050 Сверлильная
Деталь базируется по торцу и закрепляется прихватами. На данной операции сверлится 3 отв. D6-6Н мм и 1 отв. D 8 Н7 мм.
Режущий инструмент:
1) Сверло центровочное d 2 мм ГОСТ 14595-*;
2) Сверло спиральное d 8 мм ГОСТ 886-*;
3) Сверло спиральное d 6 мм ГОСТ 4010-*;

050к Контроль на рабочем месте
055 Контроль ОТК
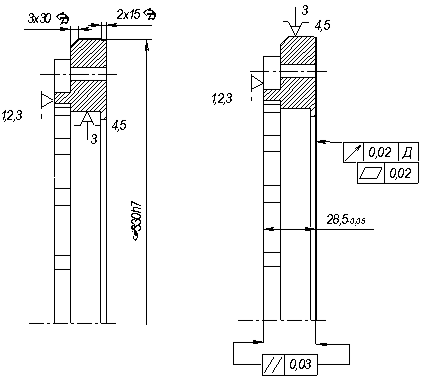
060 Токарно-винторезная
Операция выполняется на станке модели 163. Операция состоит из 2-х установов.
I – Деталь базируется по торцу и внутренней цилиндрической поверхности D285 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции обрабатывается наружная цилиндрическая поверхность d330 мм и точится фаска 2х15о и 3х30о.
Режущий инструмент:
1) проходной – PSAGL2525M10H2 ВК 3 ГОСТ 20812-80.
II – Деталь базируется по торцу и внутренней цилиндрической поверхности d 330 h7 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции обрабатывается торец на размер l28,5 мм.
Режущий инструмент:
проходной – PSAGL2525M10H2 ВК 3М ГОСТ 20812-80.
060к Контроль на рабочем месте
065 Контроль ОТК
070 Плоско-шлифовальная
Операция выполняется на станке мод. 372 Б за один установ. Деталь базируется по торцу и по 3 отв. в специальном приспособлении. Шлифовать по лопаткам выдержав размер 5,53-0,03 мм.
Режущий инструмент:
1) Шлифовальный круг – 2А50СМ2К-5ПП 450х50х305.

075 Моечная
080 Контроль ОТК
085 Сверлильная
Деталь базируется по торцу и закрепляется прихватами. На данной операции происходит нарезание резьбы 3 отв. М8-6Н мм.
Режущий инструмент:
1) Машинный метчик М8-6Н ГОСТ 3266-*.

085к Контроль на рабочем месте
090 Контроль ОТК
095 Токарно-винторезная
Операция выполняется на станке модели 163. Операция состоит из 1-го установа.
Деталь базируется по торцу и наружной цилиндрической поверхности d330 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции растачивается отверстие D285 мм х l22,97 мм.
Режущий инструмент:
1) расточной – S40YHNTCL10H2 ВК 3 ГОСТ 18874-72.

095к Контроль на рабочем месте
100 Контроль ОТК
|
из
5.00
|
Обсуждение в статье: Анализ механической обработки заводского технологического процесса |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы