 |
Главная |


Тема: Микрометрические инструменты
|
из
5.00
|
Время выполнения задания 2 часа
Цель работы – освоить методику проведения измерений средствами, широко используемыми в условиях производства и с их помощью провести контроль типовой детали.
Для выполнения работы необходимо знать: основные понятия в области метрологии, технических измерений, контроля; уметь: снять отсчет показаний инструмента, определить действительное значение размера, сделать вывод о годности детали по заданному размеру.
Контрольные вопросы: 1) понятие о метрологии, технических измерениях, контроле; 2) средства измерений; 3) методы измерений; 4) основные параметры средств измерений; 5) эталоны и меры; 6) измерительные инструменты; 7) отсчет по нониусу; 8) условие годности детали по заданному размеру.
Средства измерений
Мера
Поверка, т.е. определение действительной погрешности, выданного измерительного инструмента - микрометра, выполняется применением плоскопараллельных концевых мер длины, из которых составляются образцовые размеры (М). Образцовые размеры (М) могут быть размером одной меры или блока мер, составляемых из отдельных мер.
Пример. Выданы меры: 1,05; 3,5; 7,0.
Необходимо составить образцовые размеры (М) для поверки измерительного инструмента.
Возможно несколько вариантов: а) 1,05; 4,55(1,05+3,5); 8,05(7,0+1,05); 11,55(1,05+3,5+7,0); б) 1,05; 3,5; 7,0; 10,5(3,5+7,0) или др.
Измеренная погрешность по абсолютной величине не должна превышать допускаемую техническими условиями (ТУ) погрешность инструмента, т.е.  . В случае, если
. В случае, если  инструмент не соответствует ТУ. Проведенная поверка является частью процесса сертификации средства измерения.
инструмент не соответствует ТУ. Проведенная поверка является частью процесса сертификации средства измерения.
Микрометр
Микрометры типа МК мод 102 (ГОСТ 6507-90) предназначены для наружных измерений (Рис. 8). Цена деления 0,01 мм. Диапазоны измерений микрометров от 0 - 25 мм (МК-25) до 500 - 600 мм (МК-600). У всех микрометров перемещение подвижной пятки с микровинтом равно 25 мм. Микрометры с нижним пределом 300, 400 и 500 мм имеют сменную пятку, что позволяет увеличить диапазон измерений до 100 мм. Микрометры, начиная с М-50, с диапазоном измерения 25 - 50 мм имеют в комплекте установочные меры (Рис.8 и 9).
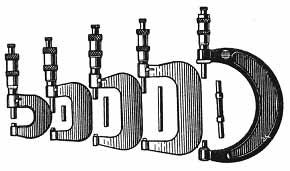
Рис. 8. Микрометры типа МК
Основные элементы микрометра показаны на рис. 9. Конструктивное исполнение некоторых элементов, например 6, 7 и 9, может быть другим, при этом их функциональное назначение не изменяется.
Рис. 9. Микрометр для наружных измерений:
1 – скоба; 2 – жесткая пятка; 3 – калибр (концевая мера) для уста-новки микрометра на нуль; 4 – подвижная пятка (микровинт); 5 – стебель; 6 – микрометрическая головка; 7 – установочный колпачок; 8 – трещоточное устройство; 9 – тормозное приспособление
Внимание! Запрещается применять излишнее усилие при силовом замыкании жесткой и подвижной пяток микрометра при проверке нулевого положения или проведении измерений, для этого вращение микровинта осуществлять большим и указательным пальцами руки, как показано на рис. 10.
Рис. 10
Установка нулевого положения шкалы микрометра, в случае несовпадения, проводится с помощью взаимно противоположного поворота микрометрической головки 6 и установочного колпачка 7 (Рис. 9, 11) и осевого перемещения головки 6 до совпадения нуля. В некоторых конструкциях стопорение микрометрической головки осуществляется винтом.
При невозможности установки нуля, допускается принять условный нуль отсчета, например на рис. 11а и б, показаны случаи несовпадения нуля на величины + 0,17 мм и + 0,22 (5), в этих случаях от значений показаний вычитаются значения этих методических погрешностей инструмента. В производственных условиях такое средство измерений подлежит ремонту и поверке.
| а | б |
Рис. 11
Отсчет показаний
Примеры отсчета показаний микрометра представлены на рис. 12. Необходимо следить за показаниями верхней шкалы стебля, один оборот микровинта даёт перемещение пятки на 0,5 мм.
Рис. 12
Обработка результатов
Действительные значения, т.е. полученные в результате измерений линейные или угловые величины обозначены Zr. За номинальный размер z принять ближайшее целое число. Погрешность размера вычислить по формуле  , мм. За условие годности принять неравенство
, мм. За условие годности принять неравенство  , где TZ – допуск размера. Допуск (Т) размера (z) определить по таблицам, исходя из заданного квалитета точности (IТ) и значения Z. Допуск угла AT'– задается преподавателем.
, где TZ – допуск размера. Допуск (Т) размера (z) определить по таблицам, исходя из заданного квалитета точности (IТ) и значения Z. Допуск угла AT'– задается преподавателем.
Пример. Результат измерения Zr = 29,95 мм, примем Z = 30,0 мм, тогда Z = – 0,05 мм. Квалитет точности задан – IT9, в этом случае TZ= 52 мкм = 0,052 мм. Условие годности выполняется.
Задание и порядок выполнения.
Оформление отчета.
1. Измерить плоскопараллельные концевые меры длины микрометром, увеличивая размер от минимального до максимального. Вычислить погрешность измерений и, сравнив ее с допускаемой, сделать вывод о результатах поверки. Результаты занести в табл. 1.
Таблица 1
| Инструмент | Размер концевой меры или блока мер (М), мм | Изме-ренный размер (Мr), мм | Погрешность инструмента  , мм , мм
| Допускаемая погрешность инструмента (±Е), мм | Вывод по результатам поверки (соответст., не соотв.) |
| Микрометр | ±0,01 | ||||
2. Измерить концевые меры микрометром, предварительно настроив его на ноль и выполнить все действия, как в п.1. Результаты занести в табл. 1.
3. Измерить линейные размеры, обозначенные на эскизе штангенциркулем, а размер C измерить микрометром. Сделать вывод о годности детали по данному размеру. Результаты занести в табл. 2.
Таблица 2
| Размер | Результат измерения (Zr), мм | Номинальный размер (Z), мм (ближайшее целое число) | Погрешность размера
, мм
| Допуск (Т) раз-мера по IT ___,мм | Вывод по результатам контроля (годен, брак) |
| B | |||||
| C |
|
|
| ||
| D1 | |||||
| D2 | |||||
| F | - | - | - | - | |
| G | - | - | - | - | |
| A | A'=F-(D1+D2)/2= |
|
| ||
| A''=G+(D1+D2)/2= | |||||
4. Определить основные параметры измерительных инструментов и занести их в табл. 4.
Таблица 4
| Параметр Измерительный инструмент | Цена деления по нониусу, мм; мин. | Цена деления основной шкалы, мм; град. | Диапазон показаний, мм; град | Диапазон измерений (наружн) внутр.), мм; град. |
| Штангенциркуль | ||||
| Микрометр | ||||
| Угломер |
|
из
5.00
|
Обсуждение в статье: Тема: Микрометрические инструменты |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы