 |
Главная |


Назначение и классификация РТК. Место РТК в гибкой автоматизации производства
|
из
5.00
|
Роботизированные технологические комплексы (РТК) в гибкой автоматизации производства
Назначение и классификация РТК. Место РТК в гибкой автоматизации производства
Главная идея роботизированного технологического комплекса заключается в том, что промышленный робот должен использоваться в сочетании с определенным технологическим оборудованием, как, например, пресс, металлорежущий станок, сварочная установка, установка для нанесения покрытий и т.д., и предназначен для выполнения одной или нескольких конкретных технологических операций.
Применение промышленных роботов можно подразделить на выполнение роботами непосредственно основных технологических операций, и выполнение вспомогательных операций по обслуживанию основного технологического оборудования. К первым относится автоматическое выполнение роботами процессов сварки, сборки, окраски, нанесения покрытий, пайки, проведение контрольных операций, упаковки, транспортирования и складирования. Ко второй категории относится автоматизация с помощью роботов процессов механической обработки (обслуживания различных металлорежущих станков, шлифовальных и протяжных станков), прессов холодной и горячей штамповки, кузнечного и литейного оборудования, установок для термообработки, а также загрузки-разгрузки полуавтоматов дуговой сварки и контактных сварочных машин, при автоматизации операций сборки.
По ГОСТ 26228-85 "Системы производственные гибкие. Термины и определения":
Роботизированный технологический комплекс (РТК) - совокупность единицы технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы.
Примечания.
1. РТК, предназначенные для работы в ГПС, должны иметь автоматизированную переналадку и возможность встраиваться в систему.
2. В качестве технологического оборудования может быть использован промышленный робот.
3. Средствами оснащения РТК могут быть: устройства накопления, ориентации, поштучной выдачи объектов производства и другие устройства, обеспечивающие функционирование РТК".
При этом подразумевается одна единица технологического оборудования и один промышленный робот.
Если количество промышленных роботов и единиц технологического оборудования больше, то тогда это будет роботизированный технологический участок (РТУ) (ГОСТ 26228-85) - совокупность роботизированных технологических комплексов, связанных между собой транспортными средствами и системой управления, или несколько единиц технологического оборудования, обслуживаемых одним или несколькими промышленными роботами, в которой предусмотрена возможность изменения последовательности использования технологического оборудования.
Роботизированная технологическая линия представляет собой совокупность РТК, связанных между собой транспортными средствами и системой управления, или нескольких единиц технологического оборудования, обслуживаемых одним или несколькими ПР для выполнения операций в принятой технологической последовательности.
Таким образом, в состав роботизированного технологического комплекса входят:
1) технологическое оборудование;
2) промышленный робот;
3) вспомогательное, транспортное оборудование.
Рассмотрим проблему гибкой автоматизации производства с целью установить место, которое занимают в ней роботизированные технологические комплексы.
ГПС (по ГОСТ 26228-85) представляет собой совокупность в различных сочетаниях технологического оборудования с ЧПУ, роботизированных технологических комплексов (РТК), гибких производственных модулей (ГПМ), ПР и других механизмов, разрабатываемых и функционирующих в автоматическом режиме в течении заданного интервала времени, обладающих свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах их характеристик. относительная автономность производственных единиц - ГПМ, обеспечивается координацией как единое целое многоуровневой системой управления, обеспечивающей изменение программы функционирования подсистем ГПС и тем самым - быструю перенастройку технологии изготовления при смене объектов производства.
По организационной структуре различают следующие виды ГПС: гибкие автоматизированные линии (ГАЛ), гибкие автоматизированные цеха (ГАЦ), гибкие автоматизированные участки (ГАУ).
ГАЛ - ГПС, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
ГАУ - ГПС, функционирующая по технологическому маршруту, в котором предусмотрены возможность изменения последовательности использования технологического оборудования.
ГАЦ - ГПС, представляющая собой в различных сочетаниях совокупность гибких автоматизированных и роботизированных технологических линий и участков для изготовления изделий заданной номенклатуры.
Система обеспечения функционирования ГПС (Рис.1) определяется как совокупность взаимосвязанных автоматизированных систем, обеспечивающих проектирование изделий, технологическую подготовку их производства, управление ГПС при помощи ЭВМ и автоматическое перемещение предметов производства и технологической оснастки.
ГПС состоит из ряда основных автоматизированных подсистем: технологической, транспортной, складирующей, контроля и управления.
Автоматизированная технологическая подсистема ГПС. В состав технологической подсистемы ГПС входит множества ГПМ совместно с необходимыми средствами технологического оснащения, предназначенных для выполнения основных технологических операций производства ЭА.
Автоматизированная транспортно-складская система (АТСС) - подсистема взаимосвязанных автоматизированных транспортных и складских устройств для укладки, хранения, временного накопления, разгрузки и доставки предметов труда, технологической оснастки.
Автоматизированная подсистема управления ТП (АСУ ТП) состоит из средств вычислительной техники - управляющих ЗВМ, связанных в единый комплекс с помощью интерфейсных устройств и линий передачи данных, и программного обеспечения. Предназначена для управления отдельными единицами автоматизированного оборудования всех подсистем и системы в целом; базируется на использовании оборудования с ЧПУ, ГПМ. Программное управление ГПМ основывается на применении программы, определяющей порядок действий с целью получения требуемого результата.
Система управления охватывает все уровни иерархии ГПС; нижний уровень управления - ГПМ и обслуживающие их АСС, АТС и САК; средний уровень управления - ГАЛ и ГАУ и обслуживающие их АСС, АТС и САК; высший уровень управления - ГАЦ, т.е. управление производственными единицами (линиями и участками) в соответствии с заданным планом производства изделий.
Подсистема контроля ГПС решает задачи:
получения и передачи информации о свойствах, техническом состоянии и пространственном расположении контролируемых объектов, а также о состоянии технологической среды;
сравнения фактических параметров с заданными;
передачи информации о рассогласованиях для принятия на различных уровнях ГПС;
получения и представления информации об исполнении функций;
автоматической перестройки средств контроля в пределах заданной номенклатуры контролируемых объектов;
полноты и достоверности контроля.
Автоматизированная система инструментального обеспечения (АСИО) - система взаимосвязанных элементов, включающая участки подготовки инструмента, его транспортирования, накопления, устройства смен и контроля качества инструмента, обеспечивающие подготовку, хранение, автоматическую установку и замену инструмента.
Состав и структура ГПС зависит от специализации, технологических задач, типов изделий, типа производства, частоты смены продукции. Рис 1.
Для обеспечения функционирования ГПС необходимо:
скомплектовать, подготовить и загрузить в АТСС заготовки, комплектующие, полуфабрикаты, материалы и другие ингредиенты производства;
подготовить, настроить и ввести в АТСС и ГПМ приспособления и инструменты; подготовить и ввести в библиотеку программ АСУТП, АСТПП и АСУП необходимые программы управления гибкой производственной системы (ГПС);
автоматизированной системы испытаний (АСИ);
системы материально-технического обеспечения (СМТО);
автоматизированной системы управления (АСУ) ИПС.
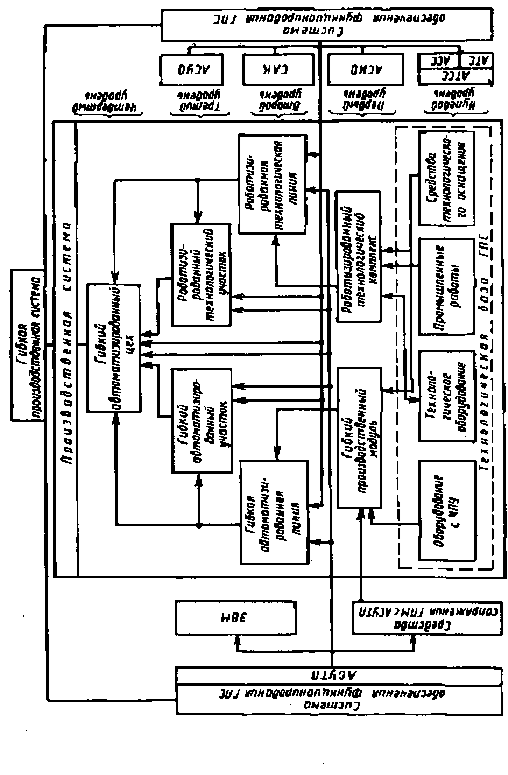
Рисунок 1 - Организационные уровни сложности ГПС
При этом подсистемы АСУ, АСНИ, САПР и АСТПП, являясь внешними по отношению к ГПС, реализуют информационное обеспечение на входе ГПС с использованием соответствующих баз данных (БД). Так АСУ обеспечивает планирование загрузки ГПС по номенклатуре и качеству изделий, предназначенных к выпуску в определенные периоды времени, и планирование подготовки производства для ГПС; АСНИ и САПР - автоматизированное проектирование ЭА с выпуском технической и программной (ПД) документации; АСТПП - автоматизированные разработки технологической документации, проектирование средств технологического оснащения и выпуск конструкторской документации на оснастку, разработку управляющих перфолент для ГПМ, ГПС; АСИ - автоматизированное испытание изделий.
ИПС позволяют обеспечить полностью автоматизированный процесс проектирования и производства изделий ЭА и возложить на человека функции контроля.
|
из
5.00
|
Обсуждение в статье: Назначение и классификация РТК. Место РТК в гибкой автоматизации производства |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы