 |
Главная |


Основные технические данные и характеристики
|
из
5.00
|
КОНТРОЛЬНАЯ РАБОТА
«Эксплуатация и обслуживание металлорежущих станков »
Проверил: М.В. Маргулис
Выполнил:
Студент гр. И-07 ТМ-2
Ю.А. Красозова
Мариуполь 2009
Содержание
1. Введение
2. Общие сведения
3. Основные технические данные и характеристики
4. Указание мер безопасности
5. Состав станка
6. Порядок установки
7. Подготовка к первоначальному пуску и первоначальный пуск станка
8. График и состав ремонтно-профилактических работ
9. Список используемой литературы.
Введение
Металлорежущие станки в зависимости от обработки делятся на несколько групп. Обозначение модели станка состоит из сочетания трёх или четырёх цифр или букв. Первая цифра означает номер группы, вторая - номер подгруппы (тип станка), а последние одна или две цифры - наиболее характерные параметры станка. Для каждого станка разрабатывается руководство по его эксплуатации, в котором указываются общие сведения по станку, основные технические данные, меры безопасности, состав станка и т.д. Это руководство относится к эксплуатационным документам, предусмотренным ГОСТ 2.601-95. В нем предусмотрены следующие виды эксплуатационных документов (ЭД):
- руководство по эксплуатации (РЭ);
- инструкция по монтажу, пуску, регулированию и обкатке изделия (ИМ);
- формуляр (ФО);
- паспорт (ПС);
- каталог деталей и сборочных единиц (КДС);
- норма расхода запасных частей (НЗЧ);
- ведомость запчастей (ЗИП).
КЛАССИФИКАЦИЯ И СИСТЕМА ОБОЗНАЧЕНИЯ СТАНКОВ
Металлорежущие станки в зависимости от вида обработки делят на 9 групп, а каждую группу, а каждую группу – на десять типов (подгрупп), характеризующих назначение станков, их компоновку, степень автоматизации или вид применяемого инструмента.
Обозначение модели станка состоит из сочетания трех или четырех цифр или букв. Первая цифра означает номер группы, вторая – номер подгруппы (тип станка), а последние одна или две цифры – наиболее характерные технологические параметры станка. Например, 1Е116 означает токарно-револьверный одношпиндельный автомат с наибольшим диаметром обрабатываемого прутка 16 мм; 2Н125 означает вертикально-сверлильный станок с условным наибольшим диаметром сверления 25 мм. Буква, стоящая после первой цифры, указывает на различное исполнение и модернизацию основной базовой модели станка. Буква в конце цифровой части означает модификацию базовой модели, класс точности станка или его особенности. Классы точности станков обозначают: Н - нормальной; П – повышенной; В – высокий; Л – особо высокой точности и С – особо точные станки. Принята следующая индексация моделей станков с программным управлением: Ц – с цикловым управлением; Ф1 – с цифровой индексацией положения, а также с предварительным набором координат; Ф2 – с позиционной системой ЧПУ, Ф3 - с контурной системой ЧПУ, Ф4 – с комбинированной системой ЧПУ. Например, 16Д20П – токарно-винторезный станок повышенной точности; 6Р13К-1 – вертикально фрезерный консольный станок с копировальным устройством;1Г34ОПЦ – токарно-револьверный станок с горизонтальной головкой, повышенной точности, с цикловым программным управлением; 2455АФ1 координатно-расточный двухстоечный станок особо высокой с предварительным набором координат и цифровой индикацией; 2Р135Ф2 – вертикально-сверлильный станок с револьверной головкой, крестовым столом и с позиционной системой числового программного управления; 16К20Ф3 – токарный станок с контурной системой числового программного управления; 2202ВМФ4 – многоцелевой (сверлильно-фрезерно-расточный) горизонтальный станок высокой точности с инструментальным магазином и с комбинированной системой ЧПУ (буква М означает, что станок имеет магазин с инструментами).
Станки подразделяют на широкоуниверсальные, универсальные (общего назначения), специализированные и специальные.
Специальные и специализированные станки обозначают буквенным индексом (из одной или двух букв), присвоенным каждому заводу, с номером модели станка. Например: мод.МШ-245 – рейкошлифовальный полуавтомат повышенной точности Московского завода шлифовальных станков.
Металлорежущие станки в зависимости от веса делятся на легкие весом до 1 т.; средние – свыше 1 т. до 10 т.; тяжелые свыше10 т.
Тяжелые станки, в свою очередь, делятся на 3 подгруппы:
а) крупные станки весом свыше 10 т. до 30 т.;
б) тяжелые станки весом свыше30т. до 100т.;
в) особо тяжелые весом свыше 100т.
Для составления руководства по эксплуатации используем широкоуниверсальный консольно-фрезерный станок 6М82Ш, 6М83Ш.
Общие сведения
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Широкоуниверсальные консольно-фрезерные станки моделей 6Р82Ш и 6Р83Ш предназначены для выполнения различных фрезерных работ в условиях индивидуального производства.
На станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т.п.
Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.
Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцевыми и цилиндрическими формами,
Возможна как раздельная, так и одновременная работа обоими шпинделями, При установке серег станки могут быть использованы как обычные горизонтально фрезерные.
Технологические возможности станков могут быть расширены с применением делительной головки поворотного круглого станка и других приспособлений,
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего твердосплавного инструмента.
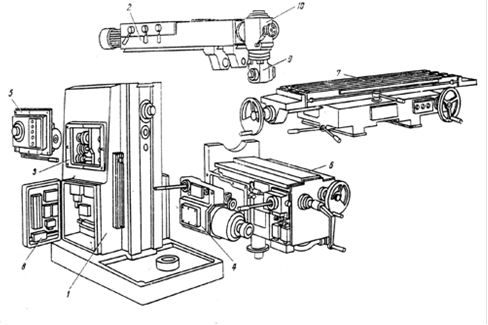
Рисунок1. Расположение составных частей станка
| №поз. на рис.1 | Наименование | Обозначение | Примечание |
| 1 | Станина | 6Р82Ш - 1 | Для станков 6Р82Ш |
| 3 | Коробка скоростей | 6М82Ш - 3 | |
| 4 | Коробка подач | 6Р82 - 4 | |
| 5 | Коробка переключения | 6Р82 - 5 | |
| 6 | Консоль | 6Р82 - 6 | |
| 7 | Стол и салазки | 6Р82 Г – 7 | |
| 8 | Электрооборудование | 6Р82 Ш – 8 | |
| 2 | Хобот | 6Р82 Ш – 11 | |
| 10 | Поворотная головка | 6Р82 Ш – 31 | |
| 9 | Накладная головка | 6Р82 Ш - 32 | |
| 1 | Станина | 6Р83Ш - 1 | Для станков 6Р83Ш |
| 3 | Коробка скоростей | 6М83Ш - 3 | |
| 4 | Коробка подач | 6Р83 - 4 | |
| 5 | Коробка переключения | 6Р83 - 5 | |
| 6 | Консоль | 6Р83 - 6 | |
| 7 | Стол и салазки | 6Р83 Г – 7 | |
| 8 | Электрооборудование | 6Р83 Ш – 8 | |
| 2 | Хобот | 6Р83 Ш – 11 | |
| 10 | Поворотная головка | 6Р82 Ш – 31 | |
| 9 | Накладная головка | 6Р82 Ш - 32 |
Основные технические данные и характеристики
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА (ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ СОГЛАСНО ГОСТ 165.72). КЛАСС ТОЧНОСТИП, ГОСТ8-71.
| Наименование параметров | Модели | |
| 6Р82Ш | 6Р83Ш | |
| СТОЛ. Размеры рабочей поверхности (длина × ширина), мм.. Число Т – образных пазов......................... Размеры Т – образных пазов мм.................... Наибольшие перемещения стола, мм: продольное механическое...................... продольное вручную.......................... поперечное механическое...................... поперечное вручную.......................... вертикальное механическое.................... вертикальное вручную......................... Наибольшее и наименьшее расстояние от оси шпиндел до рабочей поверхности стола, мм............... Расстояние от оси шпинделя до хобота, мм.......... Расстояние от торца шпинделя поворотной головки до стола, мм..................................... Расстояние от оси шпинделя поворотной головки до направляющих станины, мм..................... Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм...... Перемещение стола на один оборот лимба, мм: продольное и поперечное...................... вертикальное................................ Наибольшая масса обрабатываемой детали, кг....... ШПИНДЕЛЬНЫЕ ГОЛОВКИ, Перемещение пиноли шпинделя, мм: на один оборот лимба......................... на одно деление лимба........................ Наибольшее перемещение пиноли шпинделя, мм.... Поворот головки в поперечной плоскости стола, гр: к станине................................... от станины................................. Поворот головки в продольной плоскости стола, гр.. Поворот накладной головки, град................. Поворот головок на одно деление шкалы, град...... ШПИНДЕЛИ. Эскиз конца шпинделей: горизонтального: система................................... размер.................................... поворотной и накладной головок: система................................... размер.................................... НАПРАВЛЯЮЩИЕ СТАНИНЫ. Эскиз................... ХОБОТ И СЕРЬГИ. Эскиз............................... МЕХАНИКА СТАНКА. Механика главного движения....... Механика подач............................... Выключающие упоры подачи (продольной, попереч- ной, вертикальной).......................... Блокировка ручной и механической подачи (продоль ной, поперечной, вертикальной)............... Блокировка раздельного включения подачи........ Автоматическая прерывная подача: продольная................................. поперечная и вертикальная................... Торможение шпинделя......................... Предохранение от перегрузки (муфта)............ ПРИВОД, ГАБАРИТ И МАССА. Электродвигатель привода главного движения: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электродвигатель привода подач: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электродвигатель привода шпинделя поворотной головки: тип...................................... мощность, квт.............................. число оборотов в минуту..................... Электронасос подачи охлаждения жидкости: тип...................................... мощность, квт.............................. число оборотов в минуту..................... производительность, л/мин................... Габарит станка (длина × ширина × высота), мм.... Масса станка, т............................... | 1250 × 320 3 800 800 240 250 410 420 30-450* 155 35-535 260-820 0,05 6 2 250 6 0,1 80 45 90 360 360 1 ГОСТ 836-62 № 3 ГОСТ 836-62 № 4 рис. 39 см. рис. 7 табл.8 рис 4,5 табл.9 рис 6 есть есть есть есть нет есть есть А02-51-4-С2 7,5 1460 А02-31-4-С2 2,2 1430 А02-31-4-С2 2,2 1430 ПА-22 0,125 2800 22 2470×1950×1950 3,3 | 1600 × 400 3 1000 1000 300 320 410 420 30-450* 190 70-570 250-900 0,05 6 2 300 6 0,1 80 45 90 360 360 1 ГОСТ 836-62 № 3 ГОСТ 836-62 № 4 рис. 39 см. рис. 7 табл.8 рис 4,5 табл.9 рис 6 есть есть есть есть нет есть есть А02-52-4-С2 10,0 1460 А02-32-4-С2 3,0 1430 А02-32-4-С2 3,0 1430 ПА-22 0,125 2800 22 2680×2260×2040 4,5 |
*Обеспечивается при ручном перемещении и снятом нижнем ограничительном кулачке.
МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ
| Число оборо- тов шпинделя в минуту | Наибольший допу- стимый крутящий момент на шпинделе, кгс∙м | Мощность на шпин- деле по приводу, квт | ||
| 6Р82Ш | 6Р83Ш | 6Р82Ш | 6Р83Ш | |
| 31,5 40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000 1250 1600 | 107,00 107,00 107,00 107,00 84,50 67,50 54,00 41,80 33,20 26,70 21,00 16,50 13,10 10,10 7,9 6,18 4,85 3,56 | 143,00 143,00 143,00 143,00 113,00 90,10 72,10 55,80 43,00 35,60 28,00 22,00 17,50 13,50 10,50 8,25 6,46 4,75 | 6,93 6,93 6,93 6,93 6,93 6,93 6,93 6,90 6,82 6,86 6,82 6,80 6,75 6,52 6,5 6,35 6,22 5,85 | 9,25 9,25 9,25 9,25 9,25 9,25 9,25 9,20 9,10 9,15 9,10 9,05 9,00 8,70 8,65 8,45 8,30 7,80 |
МЕХАНИКА ГЛАВНОГО ДВИЖЕНИЯ ПОВОРОТНОЙ
И НАКЛАДНОЙ ШПИНДЕЛЬНЫХ ГОЛОВОК
| Номер ступени | Число оборотов вертикального шпинделя в минуту при прямом и обратном вращениях | Мощность на шпинделе, квт |
| 1 2 3 4 5 6 7 8 9 10 11 | 50 70 100 140 200 280 400 560 800 1120 1600 | 1,0 1,6 2,1 3,0 3,0 3,0 3,0 3,0 3,0 3,0 3,0 |
МЕХАНИКА ПОДАЧ
| Номер ступени | Подача стола, мм/мин | |
| продольная, поперечная | вертикальная | |
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 | 25, 31,5 40 50 63 80 100 125 160 200 250 315 400 500 630 800 1000 1250 | 8,3 10,5 13,3 16,6 21,0 26,6 33,3 41,6 53,3 66,6 83,3 105,0 133,3 166,6 210,0 266,6 333,3 416,6 |
Пределы использования станка на мощности и силовым нагрузкам.
При работе на числах оборотов горизонтального шпинделя выше 63 об/мин и накладного шпинделя выше 100об/мин пределы использования приводов ограничиваются номинальной мощностью установленных электродвигателей.
Наибольшее усилие резания, допускаемое механизмом подачи, соответственно для продольной, поперечной и вертикальной подач составляет:
для станка 6Р82Ш – 1500кгс, 1200кгс, 500кгс.
для станка 6Р83Ш – 2000кгс, 1200кгс, 800кгс.
В случае возникновения признаков вибрации при некоторых параметрах режима резания рекомендуется увеличить подачу на зуб или применить фрезы с неравномерным шагом.
При работе на низких числах оборотов шпинделей (для горизонтального ниже 63 об/мин, накладного ниже 100 об/мин) лимитирующим фактором является прочность привода главного движения, В этих случаях рекомендуется работать с ограничением мощности для привода главного движения в соответствии с табл.8
Наибольший допустимый диаметр фрез при черновой обработке составляет:
для станка6Р82Ш – 160мм (горизонтальный шпиндель), 100мм (вертикальный шпиндель);
для станка6Р83Ш – 200мм (горизонтальный шпиндель), 100мм (вертикальный шпиндель).
|
из
5.00
|
Обсуждение в статье: Основные технические данные и характеристики |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы