 |
Главная |


Современные требования, пре дъявляемые к качеству мелющих валков
|
из
5.00
|
1.1.1 Общие требования к заготовкам валков различного назначения пищевой промышленности
Широкое распространение в пищевой промышленности получило оборудование для переработки различных продуктов и, в частности, их размола в валковых мельницах [1, 2, 3].
Размолу подвергаются такие широко применяемые продукты как пшеница, рожь, какао-бобы, солод, кофе, сахар, соль и др.
Процесс измельчения продуктов на предприятиях пищевой отрасли является одним из основных, так как в значительной мере влияет на выход и качество готовой продукции.
Главным рабочим инструментом мельниц, в которых происходит размол, являются мелющие валки, от качества которых зависит стабильная работа и производительность всего комплекса перерабатывающего оборудования, а также качество выпускаемой продукции.
Мелющие валки работают в сложных условиях, испытывая большие динамические нагрузки и воздействие механических факторов изнашивания.
Преждевременный выход из строя мелющих валков связан не только с остановкой группы мельниц, но и всего производственного цикла, что приводит к значительным временным и экономическим потерям [5, 6].
В связи с этим вопросу эксплуатационной стойкости мелющих валков придается первостепенное значение.
Исходя из специфических условий эксплуатации мелющих валков их стойкость во многом обусловлена дифференцированным характером структуры и свойств металла по сечению отливки, то есть наличием поверхностного отбеленного слоя толщиной 0,020...0,025 м с достаточно высокими значениями твердости (62...72 HSD), равномерно распределенными по длине и сечению бочки валка, и «мягкой» сердцевины с твердостью 180...230 НВ [11, 30].
Применение легированных хромом и никелем чугунов для формирования рабочего слоя мелющих валков /30/ приводит к необходимости в четкой дифференциации макроструктурных зон в сечении бочки валка, так как при достаточной протяженности отбеленного (рабочего) слоя, но наличии хрупкого структурно-свободного цементита в сердцевине валка запрессовка стальных полуосей с торцев бочки сопровождается появлением трещин. Наряду с наличием дифференцированной структуры бочка валка должна обладать 100% сплошностью, то есть прочным свариванием металла рабочего слоя и сердцевины, а также отсутствием дефектов в теле отливки.
Традиционная технология изготовления мелющих валков методом «промывки» в стационарный кокиль, отличающаяся низкой эффективностью процесса, не обеспечивает оптимального соотношения структурных зон по сечению бочки валка, а также равномерного распределения значений твердости и глубины отбеленного слоя по длине и окружности валков, что является одной из основных причин их низкой эксплуатационной стойкости, которая оценивается на уровне 40... 50% от стойкости валков современного производства.
Поэтому существующая практика использования мельничных валков предусматривает их закупку за рубежом.
Использование прогрессивного способа центробежного литья с современной технологией изготовления мелющих валков позволяет решить проблему повышения их стойкости, а также отказаться от закупки дорогостоящей (в 2,0...2,5 раза по отношению к отечественной) импортной продукции.

1 - чугунная бочка, 2 - стальные полуоси, 3 - рабочий слой из легированного чугуна
Рисунок 1.1 - Схема конструкции мелющего валка для пищевой промышленности
Общие признаки, характеризующие мелющие валки, используемые в мукомольной, шоколадной, кофейной, пивоваренной и других отраслях пищевого машиностроения (рис. 1.1), сводятся к следующему:
- рабочим органом мелющих валков является биметаллическая чугунная бочка (1), а в качестве опорных элементов применяются стальные полуоси (2) запрессованные с двух торцев бочки;
- наружный (рабочий) слой бочки валков (3) изготавливают из отбеленного легированного чугуна, а внутренний слой - из серого чугуна;
- толщина наружного слоя валков составляет 0,02...0,025 м, а внутреннего слоя 0,06...0,08 м;
- твердость наружного слоя металла составляет 62...72 HSD;
- твердость внутреннего слоя металла составляет 180.. .230 НВ;
- наружный слой бочки большинства валков подвергается нарезке рифлей для эффективного измельчения пищевых продуктов;
- размеры бочек наиболее распространенных мелющих валков составляют по диаметру 0,25...0,30 м, а по длине 0,6... 1,25 м.
Учитывая общность основных технических характеристик, используемых для большинства применяемых пищевых валков, целесообразно объединить их с точки зрения технологического исполнения в единую группу сменных изделий, используемых в пищевом машиностроении.
Годовая потребность мелющих валков для пищевой промышленности Российской Федерации составляет около 20900 шт. [2, 5, 8] (таблица 1.1).
Таблица 1.1 - Годовая потребность в мелющих валках для пищевой промышленности РФ
| Тип валков | Диаметр и длина бочки, м | Годовая потребность | |||
| масса | количество | ||||
| T | % | шт. | % | ||
| Мукомольные (для крупных предприятий) | 0,25x1,0 | 5000 | 70,0 | 15000 | 72,0 |
| Мукомольные (для мини-производств) | 0,25x0,30 | 1000 | 13,7 | 4000 | 19,0 |
| Шоколадные (размол какао-бобов) | 0,4x1,2 | 300 | 4,0 | 400 | 1,8 |
| Пивоваренные (размол солода) | 0,4x1,0 | 800 | 11,0 | 1000 | 4,8 |
| Кофейные (размол зерен кофе) | 0,25x0,30 | 100 | 1,3 | 500 | 2,4 |
| Всего: | 7200 | 100 | 20900 | 100 | |
Анализ табличных данных свидетельствует о том, что около 84% по массе и 90,0% по количеству мелющих валков в пищевой промышленности составляют мукомольные валки для крупных и мелких предприятий.
Учитывая однотипность технических характеристик мелющих валков, применяемых в пищевом машиностроении, целесообразно в дальнейшем рассматривать особенности их использования и технологические приемы изготовления на примере наиболее распространенных валков, применяемых в мукомольной отрасли.
1.1.2 Условия эксплуатации и технические характеристики
мелющих валков
Размол зерна пшеницы и ржи осуществляются на мельницах отечественного производства: А1-БЗН, ЗМ2 и БВ2 [9, 10, 11]. На мельницах типа А1-БЗН используются валки с внутренней полостью в бочке.
В количественном отношении такие мельницы составляют 60...65%, остальная доля 35...40% приходится на мельницы типа ЗМ2 и БВ2, в которых применяются валки с бочкой сплошного сечения массой в 1,5 раза превышающей массу валков мельниц типа А1-БЗН.
Наряду с этим используются мельницы зарубежного производства.
Принципиальной разницы в процессе размола зерна между ними нет. В мельницах зарубежного производства применяются в основном валки с полой бочкой[12, 14, 17].
Размольное отделение современного мукомольного завода производительностью 500 т/сутки обычно разделено на две секции, в каждой из которых установлено по 16 валковых мельниц вместе с другим специальным оборудованием [3,19].
На рисунке 1.2 представлена конструктивная схема мельницы для размола зерна типа А1-БЗН [1]. Мельница разделена сплошной перегородкой на две половины (секции), каждая из которых работает самостоятельно.
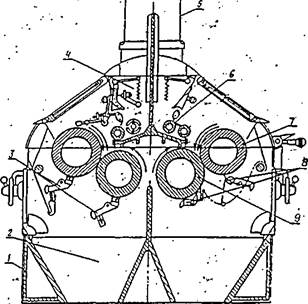
1 - станина, 2 - бункер, 3 - щетки, 4 - механизм питания, 5 - приемная труба, 6 - питающие валики, 7 - быстро вращающийся валок, 8 - ножи для очистки, 9 - медленно вращающийся валок
Рисунок 1.2 - Мельница типа А1-БЗН для размола зерна
Как видно из приведенной схемы, мельница состоит из следующих основных узлов: 1 - станина, 2 - бункер, 3 - щетки, 4 — механизм питания, 5 - приемная труба, 6 - питающий валик, 7 - быстро вращающийся валок, 8 — ножи для очистки, 9 - медленно вращающийся валок.
Мукомольные валки в количестве 4 штук установлены парами в двух секциях мельницы и работают автономно. При этом линия, соединяющая их оси вращения, образует угол 30° с горизонталью.
Уменьшение этого угла способствует улучшению питания валков зерном, а также повышению коэффициента заполнения площади измельчения.
Зерно пшеницы или ржи по приемной трубе - 5 поступает на питающие валики — 6, посредством которых равномерно распределяется по всей длине расположенных ниже мелющих валков 7 и 9. Регулировка величины рабочего зазора между мелющими валками осуществляется путем перемещения нижнего валка, закрепленного в подвижных буксах.
Верхний валок вращается с более высокой скоростью, чем нижний, что обеспечивает интенсивное измельчение продуктов.
Отличительной особенностью мельниц подобного типа является использование полых по конструкции бочек валков. При этом внутренняя полость бочки быстро вращающегося валка охлаждается водой, что оказывает положительное влияние на свойства измельчаемой продукции.
Мельницы типа ЗМ2 и БВ2 по своей технологической схеме мало отличаются от соответствующих характеристик мельниц типа А1-БЗН.
Мелющий валок для мельниц А1-БЗН имеет следующие характеристики: внешний диаметр бочки валка - 1 составляет 0,25 м, длина бочки составляет 1 м, масса 2646 Н, диаметр внутренней полости бочки - 0,158 м /3/ (рис. 1.4).
По торцам бочки запрессованы цапфы - 2, диаметр запрессованной части 0,16 м, шейка цапфы имеет три части: переходную цилиндрическую диаметром 0,1 м, опорную, состоящую из цилиндрической и конической частей (0,075...0,080 м), и концевую цилиндрическую 0,065 м. На конусной части - 3 цапфы установлены подшипники - 4, а концевая цилиндрическая служит для насадки приводного шкива или шестерни - 5 межвалыдовой передачи (13 -малая шестерня).
Мелющий валок охлаждается водой, которая поступает через трубку - 6 и заполняет внутреннюю полость.
При нормальной работе системы охлаждения температура быстро вращающегося валка не должна превышать 60°С. По данным испытаний температура поверхности валка не превышает 36°С, а самого продукта после измельчения не более 25°С /3/.
Мелющие валки со сплошным сечением бочки, предназначенные для мельниц ЗМ2 и БВ2, имеют размеры по внешнему диаметру 0,25 м и по длине 1, 0,8 и 0,6 м, соответственно массой 3822, 3116и2411Н.

1 - корпус, 2 - цапфа, 3 - конус цапфы, 4 - подшипник, 5 - шестерня, 6 - труба, 7 - полость для балансировки, 8 - корпус подшипника, 9 - втулка, 10 - камера, 11, 12 - крышки подшипника, 13 - малая шестерня
Рисунок 1.3 - Мелющий валок А1-БЗН с системой охлаждения
Анализ технических характеристик мелющих валков с полой и сплошной бочками позволяет сделать вывод о предпочтительном использовании валков с полой бочкой по следующим причинам:
- уменьшается на 50% расход металла на изготовление заготовок валков и снижается масса готовых валков на 33% по сравнению с массой полого валка;
- снижается тепловое расширение при нагревании валков в результате охлаждения водой внутренней полости бочки и стабилизируется размер зазора, т.е. повышается качество размола;
- уменьшается расход электроэнергии при эксплуатации;
- увеличивается контактная поверхность полости бочки с запрессованной частью цапфы и в связи с этим снижаются радиальные внутренние напряжения примерно на 40%, а также усилия при запрессовке цапф примерно в 3 раза [1];
- улучшаются качественные показатели измельченной продукции в результате охлаждения внутренней полости бочки. Представленные преимущества использования мелющих валков с полой бочкой позволяют ставить вопрос о необходимости изменения конструкции валков для мельниц типа ЗМ2 и БВ2 со сплошной на полую бочку.
Однако традиционный способ их изготовления методом стационарного литья сдерживает такой прогрессивный путь наиболее эффективного изготовления валков, т.к. сопряжен со значительными трудностями технологического исполнения.
В то же время, несмотря на открывающиеся возможности при использовании центробежного метода для получения валков с полой бочкой, в настоящее время отсутствуют разработанные рекомендации по его использованию для реализации этой важной для мукомольной отрасли задачи.
1.2 Анализ и тенденции развития перспективных процессов производства биметаллических мелющих валков
Противоречивость требований к служебным свойствам биметаллических чугунных валков состоит в необходимости образования твердого поверхностного слоя для противодействия абразивному износу и сравнительно «мягкого» внутреннего слоя для возможности расточки и запрессовки стальных полуосей, что в значительной степени усложняет технологическую задачу получения биметаллических литых изделий.
Для реализации этой задачи были разработаны способы стационарной заливки валков «промывкой» [21 ...24] и «полупромывкой» [25...29].
По методу «промывки» в форму (рис. 1.4) заливается металл до уровня отверстия в прибыльной части валка. После образования на бочке слоя твердого металла необходимой толщины осуществляется заливка другого металла в форму. Незатвердевший легированный металл вытесняется из формы серым чугуном для образования сердцевины валка.
Промывное отверстие закрывается и форма заполняется серым чугуном до верхней кромки прибыли [21, 22].
Метод «полупромывки» применяется для получения валков из высокопрочного чугуна. При этом способе после затвердевания рабочего слоя валка (из чугуна, имеющего 0,4...0,5% кремния и обработанного магнием) в форму заливается чугун с повышенным содержанием кремния (7... 10%), что препятствует образованию отбела /21, 23, 25/, с тем, чтобы после смешения двух металлов получить состав чугуна с содержанием кремния 2,0...2,3%.
Указанные способы получения биметаллических валков имеют существенные недостатки: большой расход жидкого металла, особенно легированного, нестабильность процесса, трудность получения равномерного отбела по длине и сечению бочки валка, значительная длительность технологического цикла.
Несмотря на сложность и трудоемкость изготовления мелющих валков стационарными способами и низкое качество получаемых валков они продолжают находить применение в современной практике.
Так, все мукомольные валки типа ЗМ со сплошной конструкцией бочки, составляющие 35-40% объема всего производства, изготавливают только стационарным способом.
Многие валки с пустотелой бочкой для мельниц типа А1-БЗН изготавливают также стационарным способом с использованием центрального стержня в форме.
На рис. 1.5 представлена схема заливки полого мелющего валка в кокиль с центральным стержнем.
Стержни для формирования внутренней полости валка изготавливаются из смеси кварцевого песка с метилакриловой смолой, отверждаемой углекислым газом.
Материалом отливок является нелегированный серый чугун, отбеленный рабочий слой составляет по глубине 0,010. ..0,015 м.
Использование стационарного способа изготовления бочек мукомольных валков связано как с большими издержками в процессе их производства (низкий выход годного 40-50%, большой расход формовочных материалов, высокая трудоемкость процесса), так и низкими качественными характеристиками: неравномерность твердости по длине и сечению бочки валка, а также неравномерность толщины рабочего слоя, что в значительной степени снижает их эксплуатационную стойкость (3,5...4,0 месяца до первой переточки рифлей) [30].
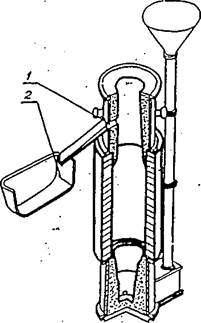
Рисунок 1.4 – Стационарная кокильно-песчаная форма для отливки валков методом «промывки» 1 — отверстие в прибыльной части валка, 2 - приемное устройство для слива чугуна
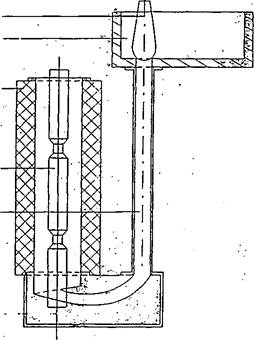
Рисунок 1.5 - Схема стационарной заливки полого мельничного валка
1 - стопор, 2 - заливочная чаша, 3 - кокиль, 4 - стержень, 5 — литниковый канал
Практика производства биметаллических валков показывает, что перечисленные недостатки, характерные для стационарного литья, устраняются при использовании центробежного способа изготовления валков [26, 31.. .35].
О преимуществах способа центробежного литья, по сравнению со стационарным, упоминалось в ряде отечественных и зарубежных публикаций, в которых подчеркивалось удачное решение проблемы качества отливок и экономии металла [3 6... 3 8].
Анализ литературных данных показывает, что в мировой практике разработаны и применяются различные способы центробежного литья биметаллических валков:
1. Заливка рабочего слоя и сердцевины металла валка на машинах с вертикальной осью вращения [32, ].
2. Отливка двухслойных валков на машинах с наклонной осью вращения [30,32,41].
3. Заливка рабочего слоя в форму с горизонтальной осью вращения с последующим заполнением сердцевины в вертикальном положении [47].
4. Заливка рабочего слоя на машинах с горизонтальной осью вращения [45, 46].
Каждый из указанных способов имеет свои преимущества и недостатки. Так, например, первый из них характеризуется сложностью конструкции, а также неравномерной толщиной рабочего слоя по длине бочки валка.
Второй способ (с наклонной осью вращения формы) также отличается определенной сложностью конструкции машин, требует ее заглубления и также не обеспечивает равномерной толщины рабочего слоя бочки валка.
Этот способ не нашел широкого применения.
Третий способ получения биметаллических валков имеет две разновидности.
Одна из них заключается в наличии поворотного устройства изложницы, с помощью которого форма после заливки металла рабочего слоя при горизонтальной оси вращения и его кристаллизации устанавливается в вертикальное положение, а затем производится заливка металла сердцевины.
Этот способ приемлем для небольших по массе валков, у которых интервал между заливкой рабочего слоя и сердцевины ограничен по времени, однако его применение из-за сложности конструкции машины тоже ограничено.
Второй разновидностью этого способа является заливка металла сердцевины валка в форму, расположенную в вертикальном положении вне зоны расположения машины (кессон), после кристаллизации рабочего слоя при горизонтальной оси вращения.
Указанный способ нашел применение в ряде стран для производства преимущественно крупных валков, при изготовлении которых интервал между окончанием кристаллизации рабочего слоя и заливкой металла сердцевины достаточно велик [47, ].
Четвертый способ отличается простотой конструкции центробежной машины, не требует заглубления и обеспечивает равномерную толщину рабочего слоя бочки валка.
Учитывая, что при изготовлении валков для пищевой промышленности полуоси не отливаются, а запрессовываются, то изготовление полой бочки наиболее целесообразно производить на центробежных машинах с горизонтальной осью вращения путем последовательной заливки поверхностного рабочего слоя, а затем и внутреннего.
Использование этого способа для получения биметаллических валков отмечается в работах [30, 32, 34] (рис. 1.6).
Он нашел применение в металлургическом производстве ряда зарубежных стран (США, Япония, Германия, Франция) для изготовления двухслойных валков применительно к мелкосортным, проволочным и трубопрокатным станам.
Отмечается ряд преимуществ центробежного литья двухслойных валков по сравнению со стационарным способом их изготовления, например:
- структурная однородность рабочего слоя по глубине и длине бочки;
- равномерная твердость металла рабочего слоя по сечению и длине бочки;
- более плотная структура;
- экономичное и гибкое производство.
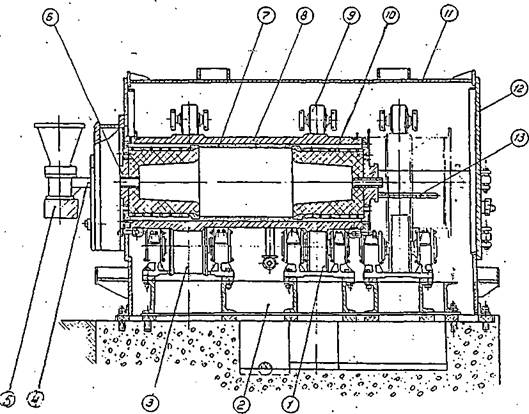
1 - ролик, 2 - станина, 3 - ролик приводной, 4 - траверса, 5 - заливочное устройство, б - крышка изложницы, 7 - теплоизоляционное покрытие, 8 - изложница, 9 - ролик нажимной, 10 - стакан, 11 - кожух, 12 - крышка задняя, 13 - система охлаждения
Рисунок 1.6 - Центробежная машина для отливки прокатных валков
Однако сведения о технологических особенностях изготовления мелющих валков центробежным способом являются недостаточно полными [30] и чаще всего носят рекламный характер .
Поэтому исходной ступенью настоящей работы являлась та база научных и практических разработок в области производства центробежнолитых биметаллических чугунных изделий, которая была близка по техническим характеристикам (геометрии, материалам, физико-механическим свойствам) к мелющим валкам пищевой промышленности.
Ближе всего к такого рода разработкам относятся исследования в области изготовления центробежнолитых биметаллических сортопрокатных валков диаметром бочки 0,25...0,46 м и длиной 1,0... 1,5 м [32, 34].
|
из
5.00
|
Обсуждение в статье: Современные требования, пре дъявляемые к качеству мелющих валков |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы