Для осуществления управления технологическим оборудованием и реализованного на нём технологического процесса производства толстолистового проката, разработаем автоматизированную систему управления процессом оснащённую комплексом технических средств обеспечивающих выполнение её функций. Для автоматизации ЛПЦ – 1 целесообразно создание трёхуровневой АСУ ТП, состоящую из центральной и зональных УВМ, а также локальных систем управления.
Технологический процесс производства листа имеет дискретно-непрерывный характер, причём чётко выделяется ряд автономных, последовательно расположенных по ходу технологического процесса участков: участок приемки заготовки, методические печи, клеть, правильная машина, механизмы пореза горячего проката, агрегаты отделки и склад. Все эти участки отличаются друг от друга по характеру технологии; требуемому быстродействию операций управления (например, продолжительность нагрева измеряется часами, а время, затрачиваемое на прокатку металла в клети за один пропуск, составляет доли или единицы секунд); требуемой точности перемещения механизмов стана (от десятков миллиметров при раскладке заготовок на стеллажах участка приемки заготовки и до сотых долей миллиметра при установке нажимного механизма прокатной клети); объёму перерабатываемой информации. Это позволяет рассматривать процесс управления ТП цеха в целом как совокупность взаимосвязанных, но относительно независимых процессов управления на каждом из указанных участков, т.е. осуществить децентрализацию управления. В связи с этим целесообразно произвести декомпозицию АСУ ТП прокатного стана на две автономные зоны в соответствии с участками ТП (Табл.2.1):
– зона подготовки слитков;
– зона рабочей клети;
– зона отделки листа.
Таблица 2.1
УВМ
Зона нагревательных печей
Зона прокатных клетей
Хвостовая зона
ЛСУ УУ
ЛСУ ТП
ЛСУ УУ
ЛСУ ТП
ЛСУ УУ
ЛСУ ТП
-СУ устройствами транспортировки заготовок в зоне.
– СУ показателями тепловой работы нагревательных печей.
– СУ показателями теплового состояния заготовок.
-СУ температурой заготовки,
– СУ изменением веса заготовки.
-СУ скоростью вращения валков,
– СУ положением валков,
-СР показателей состояния прокатываемых полос между клетями стана,
– СР размеров профиля прокатываемых полос.
-СУ ножницами,
– СУ устройствами холодильника,
– СУ моталками,
СУ расходом охлаждающей жидкости по секциям установки ускоренного охлаждения проката.
-СУ раскроя раската на ножницах.
– СУ холодильником,
– СР температуры проката на выходе из стана.
В зону подготовки входят агрегаты зачистки и порезки заготовки, а также обслуживающие их транспортные устройства. Зона рабочей клети включает нагревательные печи, прокатную клеть, правильную машину, ножницы и листоукладчик. В зону отделки входят обслуживающие транспортные устройства.
В состав АСУ ТП входит также автоматизированная система информационного сопровождения и оперативного управления.
Непосредственное управление цехом в процессе производства осуществляют локальными системами управления устройствами и технологическими переменными стана.
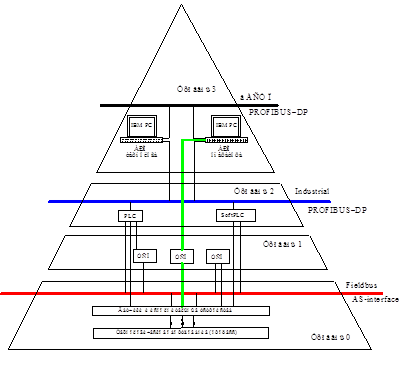
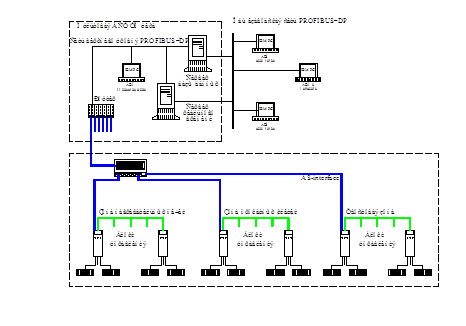
Наряду с расчленением АСУ ТП всего цеха на отдельные участковые АСУ ТП в соответствии с ходом технологического процесса, произведём выделение одинаковых функциональных уровней в каждой участковой АСУ ТП. Функциональная схема АСУ ТП стана кварто – 2800 представлена на рис. 2.1. В результате общая распределенная схема построения АСУ ТП стана представлена на рис. 2.2.
Рис. 2.1 Структура распределенной АСУ ТП стана кварто – 2800
Рис. 1.2 Функциональная схема АСУ ТП стана кварто – 2800
На первом уровне обеспечивается дистанционное управление автоматизированными приводами с постов управления, причём операторы осуществляют пуск и торможение электропривода или только пуск. В последнем случае сигнал на торможение подаётся автоматически в функции положения механизма или прокатываемого металла. Формирование переходных процессов, оптимизированных по заданному критерию, обеспечивается системой электропривода.
Второй уровень структуры предназначен для управления отдельными механизмами и агрегатами по жёстким программам, выбираемым операторами.
Третий уровень оптимизирует управление второго уровня на основе моделей процесса, в том числе модели зоны деформации. Данная структура обусловлена надёжным управлением отдельными технологическими участками, возможностью поэтапного ввода и наращивания задач автоматизации, как по вертикали (уровни АСУ), так и по горизонтали (технологические участки стана), а также хорошей приспособленностью к широкому использованию ЭВМ.
Исходя из требований обеспечения надёжности, каждый уровень АСУ может функционировать самостоятельно, поэтому вывод из работы верхних уровней не вызывает прекращения функционирования первого и второго уровней. Как правило, 2 уровень структуры обеспечивает управление ТП по жестким программам, выбираемым оператором, а 3 уровень оптимизирует управление 2 уровня уже без участия оператора.
Как вы ведете себя при стрессе?: Вы можете самостоятельно управлять стрессом! Каждый из нас имеет право и возможность уменьшить его воздействие на нас...