 |
Главная |


ГИДРОДИНАМИКА ПРОМЕЖУТОЧНОГО КОВША С ПЕРЕГОРОДКАМИ И КРУГЛЫМ ТУРБОГАСИТЕЛЕМ, ИМЕЮЩИМ РАЗГРУЗОЧНЫЕ ОКНА
|
из
5.00
|
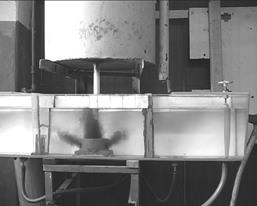
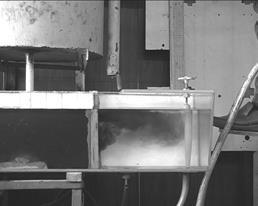
На Рис 26, 27, 28 показаны основные потоки, скорости и границы гидродинамических фронтов при установке в промежуточном ковше круглого турбогасителя с разгрузочными отверстиями и перегородки с вырезом 20 мм ниже уровня металла и с высоким прямоугольным окном под углом 450 на расстоянии 58,3 мм снизу.
Наличие разгрузочных отверстий приводит к еще большему снижению скоростей потоков, проходящих через перегородку: вверху до 0,039 – 0,033 м/с, внизу до 0,029 м/с. При этом в приемной камере сохраняются восходящие потоки к покровному шлаку со скоростями 0,090 – 0,069 м/с в объеме жидкости.

Рис. 26. Основные потоки жидкости в промежуточном ковше.

Рис. 27. Направления и скорости основных потоков жидкости в промежуточном ковше
 1
1
|  2
2
|
 3
3
|  4
4
|
 5
5
|  6
6
|
 7
7
|  8
8
|
Рис. 28. Границы гидродинамических фронтов.
2.11. РЕЗУЛЬТАТЫ ОТРАБОТКИ ТЕХНОЛОГИИ РАФИНИРОВАНИЯ СТАЛИ В 50-И ТОННЫХ ПРОМЕЖУТОЧНЫХ КОВШАХ КЦ-1 ОАО “НЛМК“
Результаты моделирования гидродинамики промежуточного ковша были апробированы в условиях конвертерных цехов ОАО «НЛМК» на ковшах схожей конструкции – с установкой овального турбогасителя и щелевых перегородок
В октябре 2004 года и январе-марте 2006 года проведены опытно-промышленные испытания технологии рафинирования металла в 50-и тонных промежуточных ковшах, оборудованных огнеупорными элементами для оптимизации потоков жидкой стали («бойные» плиты, турбогасители, перегородки) во время непрерывной разливки стали на МНЛЗ-4,6 Конвертерного цеха_№1.
Опытные ковши в первом случае использовали при непрерывной разливке на МНЛЗ-4,6 низкоуглеродистых и электротехнических марок стали (5 серий – 38 плавок), во втором случае – для разливки низкоуглеродистых и углеродистых марок стали на МНЛЗ-6 (3 серии – 25 плавок).
Все промежуточные ковши, оборудованные опытными огнеупорными изделиями, выведены из работы по причине плановой перековшовки или окончания серии разливки плавок. Удаление остатков металла и шлака из ковшей после разливки происходило без затруднений.
Износ элементов футеровки промежуточных ковшей после разливки 8÷9 плавок составил:
1. Футеровка стен в «шлаковом поясе»:
– в зоне падении струи металла ………от 10 до 30 мм;
– в районе стопоров…………………......от 5 до 20 мм;
2. Футеровка стен в зоне металла:
– в зоне падения струи металла…………от 5 до 10 мм;
– в районе стопоров…………………………….до 5 мм;
3. Перегородки:
– в «шлаковом поясе»……………………от 5 до 10 мм;
– в зоне металла со стороны падения струи…..до 5 мм;
– в зоне металла со стороны стопоров………...до 5 мм;
4. «турбогаситель» (внутренняя камера)…..………………до 5 мм.
Эффективность рафинирования жидкой стали оценивали по результатам аттестации в ПХПП металла, разлитого через опытные промежуточные ковши, в сравнении с металлом, разлитым по обычной технологии. Основной критерий оценки – степень пораженности холоднокатаного металла дефектами сталеплавильного производства. Выход несоответствующей продукции в ПХПП по вине КЦ-1 на опытных плавках составил 0,17% (для плавок, выплавлявшихся в октябре 2004г), при уровне отсортировки металла КЦ-1 в ПХПП по дефектам сталеплавильного производства в 2004 году 0,73%. На плавках, разлитых и прокатанных в январе-марте_2006_года, отмечено отсутствие выхода несоответствующей продукции по дефекту «слиточная плена».
2.12. РЕЗУЛЬТАТЫ ОТРАБОТКИ ТЕХНОЛОГИИ РАФИНИРОВАНИЯ СТАЛИ В 23-Х ТОННЫХ ПРОМЕЖУТОЧНЫХ КОВШАХ КЦ-2 ОАО “НЛМК“
В августе-сентябре 2006 года в Конвертерном цехе №2 ОАО “НЛМК“ непрерывная разливка стали на МНЛЗ-5,7 осуществлялась с применением технологии рафинирования металла в промежуточных 23-х ковшах №№8,11,12 и 22, оснащённых турбогасителем и фильтрационными перегородками. Общее количество плавок, разлитых через опытные ковши составило 135 плавок. Марочный сортамент сталей распределился следующим образом:
· 08Ю по ГОСТ 9045-93…………....51 плавка;
· 08Ю по Т.К. 2-3-4-751).…………...19 плавок;
· DC01 по Т.К. 1.2-3-4-1402)..……...11 плавок;
· 08пс по ГОСТ 9045-93……………8 плавок;
· 08пс по ГОСТ 1050-88…………...29 плавок;
· 10пс по ГОСТ 1050-88………....…9 плавок;
· Ст2пс по ГОСТ 380-94…………...8 плавок.
Выплавка и разливка плавок выполнялась в соответствии с требованиями НТД, действующей на ОАО “НЛМК“. Количество плавок, разлитых через один промежуточный ковш изменялось в пределах 4÷9 плавок (ограничивалось объемом заказов) и в среднем составило 7_плавок. Суммарный вес разлитой стали по жидкому составил 44067,72 т.
Для определения эффективности улучшения гидродинамики в промежуточных ковшах, оснащенных фильтрационными перегородками и турбогасителями, провели сравнение выхода несоответствующей продукции в ПХПП по дефектам сталеплавильного производства опытных плавок с плавками аналогичного марочного сортамента, разлитыми в тех же сериях с применением промежуточных ковшей, оснащенных только турбогасителями. Разливка опытных и сравнительных плавок в одной серии позволяет исключить возможность влияния следующих факторов на выход несоответствующей продукции при аттестации проката:
ü стойкость основного оборудования МНЛЗ;
ü настройка технологической линии МНЛЗ;
ü повреждение поддерживающих и приводных роликов;
ü засоренность форсунок в зоне вторичного охлаждения слитка,
так как отрицательное влияние того или иного фактора на отсортировку проката по вине Конвертерного цеха будет оказываться на всю серию разливки плавок.
Изменение объема отгруженного металла от толщины проката для опытных и сравнительных плавок представлено на рис. 29.

Рис. 29. Отгрузка продукции по толщине проката
Отсортировка металла, разливавшегося на опытных промежуточных ковшах, оборудованных устройствами для улучшения гидродинамики жидкой ванны, составила 0,92% (287,06 т) от отгруженного проката (31079,03 т), при этом на момент обработки результатов (9 ноября 2006г) доля отгруженных рулонов от заданного металла в ПХПП составила 90%. Количество плавок, имевших отсортировку проката по металлургическим дефектам составило 21 пл. из 113 назначенных, при этом 75,2% от всего отсортированного металла приходится на 6 плавок:
Таблица 9 Отсортировка стали по металлургическим дефектам
| № плавки | Отсортировано, тонн | Дефект |
| 662083 | 14,16 | Загрязнение |
| 30,35 | Плена | |
| 23,67 | Раскатанная трещина | |
| 68,18 | Всего | |
| 661889 | 68,99 | Плена |
| 661886 | 26,33 | Раскатанная трещина |
| 662220 | 19,6 | Раскатанная трещина |
| 661870 | 17,41 | Раскатанная трещина |
| 661684 | 15,27 | Раскатанная трещина |
Образцы проката плавок №№ 661886 и 661889 были отданы на анализ для выявления источника образования дефекта. Исследования показали, что причиной образования дефектов проката является вкатанная окалина – не относится к металлургическим дефектам. С учетом этого обстоятельства доля выхода несоответствующей продукции по металлургическим дефектам на момент обработки данных составила 0,62% (191,74 т).
На сравнительных плавках выход несоответствующей продукции составил 0,77% (239,28 т) от отгруженного проката – 30964,88 т (90% металла от заданного в ПХПП). В свою очередь, количество плавок, имевших отсортировку проката по металлургическим дефектам в данном случае также составило 21 из 111. Следует отметить тот факт, что на сравнительных плавках также использовались устройства для улучшения гидродинамики жидкой ванны – турбогасители. На данных плавках, также как и на опытных, основная масса отсортированного металла приходится на 6 плавок – 60,8%:
Таблица 10. Отсортировка стали по металлургическим дефектам
| № плавки | Отсортировано, тонн | Дефект |
661096
9,53
Плена
42,61
Раскатанная трещина
52,14
Всего
661079
10,5
Плена
25,37
Раскатанная трещина
35,87
Всего
662535
2,72
Плена
19,88
Раскатанная трещина
9,14
Несоотв. веса из-за удаления дефектов
31,74
Всего
661088
23,06
Плена
661700
21,55
Раскатанная трещина
661532
4,37
Сквозные разрывы, дыры
4
Раскатанная трещина
4,49
Несоотв. веса из-за удаления дефектов
12,86
Всего
 , тонн (1)
, тонн (1) , тонн (2)
, тонн (2) – суммарная масса актированной продукции, имевшей отсортировку по металлургическим дефектам, тонн;
– суммарная масса актированной продукции, имевшей отсортировку по металлургическим дефектам, тонн; – масса актированной продукции, имевшей отсортировку по металлургическим дефектам соответственно на непрерывно-травильном агрегате, агрегате непрерывного отжига, агрегате резки и при отгрузке проката, тонн. В случае наличия несоответствующей продукции на каждом агрегате для одного дефекта, в качестве актированной продукции принимается одно максимальное значение;
– масса актированной продукции, имевшей отсортировку по металлургическим дефектам соответственно на непрерывно-травильном агрегате, агрегате непрерывного отжига, агрегате резки и при отгрузке проката, тонн. В случае наличия несоответствующей продукции на каждом агрегате для одного дефекта, в качестве актированной продукции принимается одно максимальное значение; – масса актированной продукции, имевшей отсортировку по металлургическим дефектам при отгрузке, тонн.
– масса актированной продукции, имевшей отсортировку по металлургическим дефектам при отгрузке, тонн. . (3)
. (3) , тонн
, тонн
 , тонн
, тонн
 , тонн
, тонн
 , тонн
, тонн
 , тонн
, тонн






