 |
Главная |


Инструменты абразивной обработки
|
из
5.00
|
Абразивные инструменты - это режущие инструменты, изготовленные из зерен шлифовальных материалов, сцепленных между собой связующим веществом (связкой) и разделенных друг от друга порами.
В отличие от лезвийных инструментов абразивные инструменты не имеют сплошных режущих кромок, так как многочисленные абразивные зерна находятся на некотором расстоянии друг от друга. Зерна расположены хаотично и имеют неправильную геометрическую форму с отрицательными передними углами. Процесс резания абразивными инструментами заключается в срезании отдельными зернами-резцами тонкого слоя материала заготовки. При этом высокие твердость и теплостойкость абразивных зерен дают возможность обработки очень твердых материалов на высоких скоростях резания.
В зоне контакта абразивных зерен и заготовки возникает высокая мгновенная температура (1000...1600°С), часто вызывающая на поверхности детали появление прожогов, остаточных напряжений и шлифовочных трещин. Иногда это является сдерживающим фактором повышения производительности процесса шлифования.
Абразивные инструменты классифицируют по следующим признакам: 1) по геометрической форме - шлифовальные круги, головки, сегменты, бруски, абразивные ленты и шкурки; 2) по роду абразивного материала - абразивные, алмазные, эльборовые и др.; 3) по виду основы - жесткая (шлифовальные круги, головки, сегменты, бруски); гибкая (эластичные круги, абразивные ленты и шкурки); жидкая (пасты, суспензии).
Абразивные материалы для применения в промышленности должны быть закреплены или конструктивно выполнены в виде различных инструментов и составов, основные виды абразивных инструментов и составов:
Отрезные круги: Различных диаметров (до 3500 мм), ширины, высоты и форм(профилей) рабочего(абразивного) слоя и способов закрепления его на корпусе круга.
Шлифовальные круги: Различные абразивные материалы в виде кругов, дисков, конусов разных профилей и диаметров.
Бруски: Абразивные и металлоабразивные разных размеров и профилей для хонингования, притирки, суперфиниширования.
Лента: Синтетическая или растительно-тканная лента разной ширины с приклеенными на ее одной или двух сторонах зернами абразивных материалов.
Наждачная бумага: Абразивный материал, нанесенный на тканевую или бумажную основу.
Пасты: Абразивные притирочные и полировальные абразивы равномерно распределенные в связующем (парафин, церезин, олеиновая кислота, стеарин, масла, керосин и др).
Свободное зерно: Сухие абразивные зерна для гидроабразивной, ультразвуковой и пескоструйной обработки.
Галтовочные тела: абразивный инструмент в виде изделий геометрической формы (цилиндр, призма, конус, куб и т. п.), предназначенный для галтовки.
Абразивные инструменты на жесткой основе характеризуются формой и размерами, шлифовальным материалом, его зернистостью, связкой, твердостью, точностью, неуравновешенностью, а алмазные и эльборовые инструменты также и концентрацией зерен в рабочем слое.
Форма и размеры. Геометрические параметры абразивных инструментов задаются станком, на котором предполагается их использование, а также формой, размерами обрабатываемых поверхностей и характером движений инструментов.
Шлифовальные круги (рис. 1, а) применяются в том случае, когда основное движение вращательное. Поэтому они представляют собой различные по форме тела вращения. Кратко рассмотрим области применения кругов основных форм исполнения.
Плоские круги прямого профиля ПП применяют для круглого наружного, внутреннего и бесцентрового шлифования, для плоского шлифования периферией круга и для заточки инструментов. Плоские круги с двухсторонним коническим профилем 2П применяют для вышлифовывания зубьев шестерен и шлифования резьбы. Плоские круги с выточкой ПВ и с двухсторонней выточкой ПВД позволяют помещать в выточках зажимные фланцы, а благодаря этому, совмещать круглое шлифование с подрезкой торца. Эти круги применяют также в качестве ведущих кругов при бесцентровом шлифовании.
Цилиндрические и конические круги-чашки ЧЦ и ЧК применяют для заточки инструментов и для плоского шлифования торцом.
Тарельчатые круги Т применяют для заточки и доводки передних граней фрез, обработки зубьев долбяков и других инструментов.
Алмазные круги (рис. 1, 6) бывают плоского прямого профиля, чашечные, тарельчатые, дисковые и другие и применяются для заточки и доводки твердосплавных инструментов, а также для шлифования труднообрабатываемых и резки неметаллических материалов.
Эльборовые круги имеют формы, подобные алмазным кругам. Их применяют для шлифования закаленных сталей ( 60 HRCЭ), чистовой заточки инструментов из быстрорежущих сталей, при чистовом шлифовании резьб, а также для обработки жаропрочных и коррозионно-стойких сталей.
Размеры шлифовальных кругов следует брать, возможно, большими, так как в этом случае улучшаются условия шлифования, и снижается стоимость обработки. При этом верхний предел размеров круга ограничивается конструкцией и размерами станка, а иногда размерами и формой обрабатываемой заготовки. Так, например, при шлифовании отверстий диаметр круга должен быть не более 0,7...0,9 диаметра обрабатываемого отверстия.
Шлифовальные головки (рис. 1, в) - это шлифовальные круги небольшого диаметра (3...40 мм). Такие круги приклеивают к стальным хвостовикам и применяют для внутреннего шлифования и для ручной зачистки заготовок с помощью шлифовальных машин.
Шлифовальные бруски (рис. 1, г) используют в инструментах, совершающих возвратно-поступательное движение: при слесарных работах, а также при хонинговании или суперфиниширование. В последних случаях бруски закрепляют в специальных стальных головках.
Шлифовальные сегменты (рис. 1, д) применяют для плоского шлифования. В этом случае шлифовальный круг состоит из нескольких сегментов, закрепленных в головке или патроне.
Шлифовальные шкурки - это абразивные инструменты на гибкой (бумага, ткань, металлическая лента) или комбинированной основе (бумага и ткань) с наклеенным на нее слоем шлифовального материала, закрепленного связкой. Шкурки выпускают в виде листов, лент и применяют для ручной и машинной зачистки и отделки деталей.
Шлифовальные материалы - это абразивные материалы, подвергнутые сортировке, дроблению, измельчению и очистке от посторонних веществ. Они выбираются в зависимости от физико-механических свойств обрабатываемого материала и условий шлифования. Так, например, круги из электрокорунда белого применяют в основном при чистовой и отделочной обработке закаленных сталей, а также углеродистых, быстрорежущих, легированных и коррозионно-стойких сталей.
Круги из электрокорунда нормального широко применяют на обдирочных и чистовых операциях обработки материалов, имеющих высокий предел прочности на растяжение.
Абразивные инструменты из карбида кремния применяют в основном для обработки твердых и хрупких материалов, например, чугунов, бронз и т.д. Крупнозернистые круги из карбида кремния используют для обработки неметаллических материалов и правки шлифовальных кругов.
Круги из монокорунда используют чаще всего для получистовой и чистовой обработки средне- и высоколегированных сталей, подвергнутых хромированию, азотированию и закалке.
Круги из хромотитанистых электрокорундов используют на операциях, где имеется опасность появления прижогов или требуется высокая стойкость инструментов, особенно по сохранению профиля рабочей поверхности.
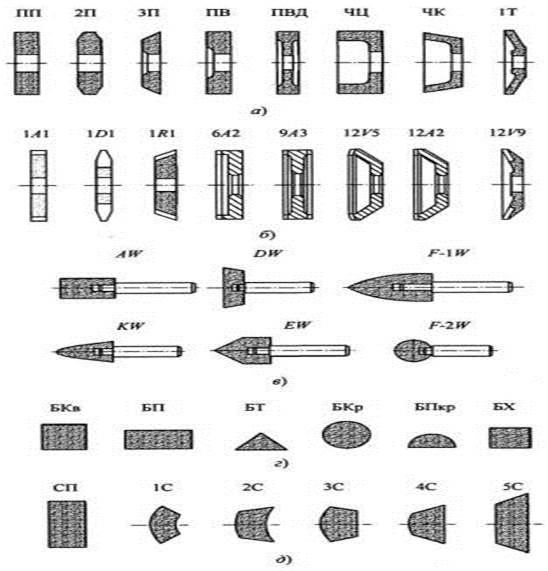
Рис. 1. Некоторые типы абразивных инструментов:
а - абразивные круги; б - алмазные и эльборовые круги; в - шлифовальные головки; г - шлифовальные бруски; д - шлифовальные сегменты
Для заточки и вышлифовки канавок инструментов из закаленных инструментальных сталей используют эльбор, а из твердых сплавов - синтетический алмаз.
Зернистость шлифовальных материалов. Совокупность абразивных зерен шлифовального материала в установленном интервале размеров называют фракцией, а преобладающую по массе, объему и числу зерен фракцию называют основной фракцией.
Условные обозначения, соответствующие размеру зерен основной фракции, называют зернистостью.
В зависимости от размера зерен шлифовальные материалы делят на четыре группы: 1)шлифзерно - 2500...160 мкм (номера от 200 до 16); 2) шлифпорошки - 160...40 мкм (от 12 до 4); 3) микропорошки - 63...10 мкм (от М63 до Ml4); 4) тонкие микрошлифпорошки - 10...3 мкм (от М10 до 5).
Структура абразивного инструмента характеризуется соотношением объемов абразивных зерен, связки и пор. Система регулирования структур основана на сохранении равенства V3+VС+VП=100%, где V3 — объем зерна, VC объем связки, VП — объем пор. Определяющим параметром структуры является объем V3.
С увеличением на один номер структуры объем зерен уменьшается на 2%, расстояние между зернами и размер отдельных пор увеличиваются, однако для сохранения одинаковой твердости инструмента объем связки также увеличивается на 2%, при этом объем пор остается неизменным.
Различные соотношения объемов зерна и связки, при соблюдении которых к процессе производства получают абразивные инструменты различной твердости с тем или другим объемом пор, приведены в табл. 1.5.
Таким образом, абразивные инструменты, имеющие одинаковые зернистость и твердость, но разные структуры, различаются между собой по степени сближения абразивных зерен. Структуру, обозначенную № 1...4, принято называть закрытой (плотной), № 4...8 — средней, № 9...12 и выше (до 16) — открытой. Чем больше номер структуры, тем больше расстояние между зернами, т. е. структура более открытая.
Инструменты открытой структуры имеют улучшенные условия отвода стружки и меньшее тепловыделение. Наиболее эффективно их применение при обработке вязких металлов, а также металлов, склонных к прижогам и трещинам. Рекомендуемые области применения инструмента основных номеров структур следующие:
№ 1...3 — изготовление инструмента на бакелитовой и керамической связках при шлифовании с малым съемом металла, преимущественно для обработки шарикоподшипников;
№ 3, № 4 — профильное шлифование, шлифование с большими подачами и переменной нагрузкой, отрезные работы;
№ 4...6 — круглое наружное, бесцентровое, плоское шлифование периферией круга;
Структура абразивных инструментов
| Номер структуры | V3,% | Твердость | ||||||||||||||||
| ВМ1 | ВМ2 | М1 | М2 | М3 | СМ1 | СМ2 | С1 | С2 | СТ1 | СТ2 | СТЗ | Т1 | Т2 | ВТ1 | ВТ2 | ЧТ | ||
| VП,% | ||||||||||||||||||
| 48 | 46,5 | 45 | 43,5 | 42 | 40,5 | 39 | 37,5 | 36 | 34,5 | 33 | 31,5 | 30 | 28,5 | 27 | 25,4 | 24 | ||
| VС,% | ||||||||||||||||||
| 0 | 62 | 0,5 | 2 | 3,5 | 5 | 6,5 | 8 | 9,5 | 11 | 12,5 | 14 | |||||||
| 1 | 60 | — | — | — | — | — | — | 1 | 2,5 | 4 | 5,5 | 7 | 8,5 | 10 | 11,5 | 13 | 14,5 | 16 |
| 2 | 58 | — | — | — | — | — | 1,5 | 3 | 4,5 | 6 | 7,5 | 9 | 10,5 | 12 | 13,5 | 15 | 16,5 | 18 |
| 3 | 56 | — | — | — | 0,5 | 2 | 3,5 | 5 | 6,5 | 8 | 9,5 | 11 | 12,5 | 14 | 15,5 | 17 | 18,5 | 20 |
| 4 | 54 | — | — | 1 | 2,5 | 4 | 5,5 | 7 | 8,5 | 10 | 11,5 | 13 | 14,5 | 16 | 17,5 | 19 | 20,5 | 22 |
| 5 | 52 | — | 1,5 | 3 | 4,5 | 6 | 7,5 | 9 | 10,5 | 12 | 13,5 | 15 | 16,5 | 18 | 19,5 | 21 | 22,5 | 24 |
| 6 | 50 | 2 | 3,5 | 5 | 6,5 | 8 | 9,5 | 11 | 12,5 | 14 | 15,5 | 17 | 18,5 | 20 | 21,5 | 23 | 24,5 | 26 |
| 7 | 48 | 4 | 5,5 | 7 | 8,5 | 10 | 11,5 | 13 | 14,5 | 16 | 17,5 | 19 | 20,5 | 22 | 23,5 | 25 | 26,5 | 28 |
| 8 | 46 | 6 | 7,5 | 9 | 10,5 | 12 | 13,5 | 15 | 16,5 | 18 | 19,5 | 21 | 22,5 | 24 | 25,5 | 27 | 28,5 | 30 |
| 9 | 44 | 8 | 9,5 | 11 | 12,5 | 14 | 15,5 | 17 | 18,5 | 20 | 21,5 | 23 | 24,5 | 26 | 27,5 | 29 | 30,5 | 32 |
| 10 | 42 | 10 | 11,5 | 13 | 14,5 | 16 | 17,5 | 19 | 20,5 | 22 | 23,5 | 25 | 26,5 | 28 | 29,5 | 31 | 32,5 | 34 |
| 11 | 40 | 12 | 13,5 | 15 | 16,5 | 18 | 19,5 | 21 | 22,5 | 24 | 25,5 | 27 | 28,5 | 30 | 31,5 | 33 | 34,5 | 36 |
| 12 | 38 | 14 | 15,5 | 17 | 18,5 | 20 | 21,5 | 23 | 24,5 | 26 | 27,5 | 29 | 30,5 | 32 | 33,5 | 35 | 36,5 | 38 |
№ 7...9 — плоское шлифование торцом круга, внутреннее шлифование, заточка инструмента;
№ 8...10 — шлифование и заточка инструмента, оснащенного твердым сплавом;
№ 8...12 — профильное шлифование мелкозернистыми кругами (резьбошлифование).
Увеличенные размеры пор достигаются добавкой в абразивную массу порообразующих веществ, выгорающих при термической обработке инструмента (молотый уголь, пластмассовая крошка, древесные опилки). Такой абразивный инструмент называется высокопористым. Наибольшая его эффективность проявляется при обработке очень вязких материалов, при сухом (без подачи охлаждающей жидкости) шлифовании и заточке.
Связка определяет прочность и твердость инструмента, оказывает большое влияние на режимы, производительность и качество обработки. Различают связки неорганические и органические. К неорганическим связкам относятся керамическая, силикатная и магнезиальная (для алмазного инструмента — металлическая), к органическим — бакелитовая, вулканитовая, глифталевая, поливинилформалевая, эпоксидная.
Керамическая связка обладает высокой огнеупорностью, водостойкостью, химической стойкостью, хорошо сохраняет профиль рабочей кромки, круга, но чувствительна к ударным и изгибающим нагрузкам. Применяют плавящиеся и спекающиеся керамические связки. Абразивный инструмент из электрокорунда изготовляют на плавящихся связках, а из карбида кремния — на спекающихся. Шлифовальные круги из электрокорунда более прочны, чем из карбида кремния.
Вследствие расширяющихся экономических связей с зарубежными странами в импортируется абразивный инструмент, имеющий маркировку, соответствующую стандарту страны-экспортера. Ниже для примера представлены данные по маркировке абразивного инструмента, соответствующие стандарту США ANSI В 74.13—1972.
|
из
5.00
|
Обсуждение в статье: Инструменты абразивной обработки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы