 |
Главная |


Общее устройство линии для пленок глубокой вытяжки
|
из
5.00
|
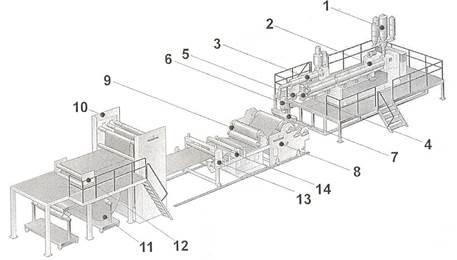
Рис.1. Линия для производства плёнки глубокой вытяжки.
| 1 | Дозатор | 9 | Рама с валками доохлаждения |
| 2 | Экструдер | 10 | Пленочный накопитель |
| 3 | Соэкструзионный блок | 11 | Намотчик |
| 4 | Ситообменник | 12 | Устройство поперечной резки |
| 5 | Насос для расплава | 13 | Тянущий механизм |
| 6 | Система соэкструзии | 14 | Измерение толщины |
| 7 | Плоскощелевая головка | 15 | Агрегат термостатирования (не показан на рисунке) |
| 8 | Каландр | 16 | Устройство удаления кромок (не показано на рисунке) |
Принцип действия шнекового экструдера
Одношнековый экструдер относительно прост. Под действием силы тяжести материал поступает вниз из загрузочного бункера в рабочий объем экструдера. Внутри экструдера материал попадает в замкнутое пространство, между подвижным (вращающимся) шнеком и неподвижными стенками рабочего цилиндра. Перемещение материала, по крайней мере пока он находится в твердом состоянии, обусловлено воздействием на него сил трения при контакте с неподвижной внутренней поверхностью рабочего цилиндра и с подвижной поверхностью шнека.
Воздействие сил трения вызывает разогрев материала, кроме того, к рабочему объему экструдера осуществляется подвод тепла от внешних нагревательных устройств. Таким образом, по мере продвижения материала его температура повышается, достигая точки плавления, при этом на поверхности неподвижной стенки рабочего цилиндра начинает формироваться пленка расплава. В этом месте заканчивается зона перемещения твердой фазы и начинается зона пластикации. Следует подчеркнуть, что понятие «зона пластикации» относится к функциональному делению рабочего объема экструдера и может не совпадать с геометрическим делением. Границы функциональных зон зависят от свойств полимера, а также от устройства экструдера и параметров его работы, а геометрически различные секции шнека определяются при разработке экструдера и, естественно, не меняются при его эксплуатации. Поэтому начало зоны пластикации может не совпадать с началом зоны компрессии. При продавливании материала через зону пластикации постепенно осуществляется его полное плавление, точка полного плавления считается концом зоны пластикации и началом зоны перемещения расплава. Геометрически зоне перемещения расплава соответствует зона дозирования, единственное назначение которой заключается в продавливании расплава через фильеру.
При прохождении материала через экструзионную головку сечение потока принимает форму формующего инструмента. Поскольку фильера оказывает сопротивление потоку расплава, для его продавливания необходимо приложить силу. Эта сила обеспечивается давлением, называемым давлением в фильере, которое определяется формой фильеры, температурой расплава полимера, скоростью потока расплава и его реологическими свойствами. Необходимо помнить, что давление в фильере обусловлено сопротивлением фильеры, а не собственно экструдером. В данном случае экструдер всего лишь машина, развивающая давление, необходимое для проталкивания расплава через формующий инструмент. При прочих равных условиях (одинаковых полимерах, производительности, конструкции фильеры и ее температуре) развиваемое давление в фильере постоянно и не зависит от конструкции экструдера, Таким образом, давление в фильере обусловлено ее конструкцией и процессом течения расплава.
Устройство экструдера
В этой главе будут рассмотрены составные части стандартного одношнекового экструдера. Каждый узел будет рассмотрен с точки зрения выполняемой им функции, а также важности данного элемента для правильного функционирования экструзионной машины.
Привод экструдера
Задачей привода является вращение шнека с заданной частотой вращения (скоростью) и обеспечение постоянства частоты вращения. Неустойчивость частоты вращения шнека вызывают неустойчивость производительности экструдера, и, следовательно, колебания геометрических размеров изделия (экструдата). Также важным требованием к приводу является возможность регулировать частоту вращения в широком диапазоне. В большинстве случаев конструктору следует продумать возможность плавного регулирования частоты вращения привода шнека — от нулевой до максимальной. Среди многообразия применяемых конструкций приводов основными можно считать следующие:
•электропривод переменного тока;
•электропривод постоянного тока;
•гидравлический привод.
|
из
5.00
|
Обсуждение в статье: Общее устройство линии для пленок глубокой вытяжки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы