 |
Главная |


Защита от ожогов лучами электрической дуги и горячим металлом
|
из
5.00
|
Таблица 1. Размеры прихватки, мм
| Толщина свариваемых элементов, мм | Высота | Длина | Шаг |
| 1,2 – 2 2 – 4 4 | 3 3 3 – 6 | 4 10 – 15 12 – 20 | 50 – 75 60 – 100 80 – 160 |
Прихватки следует ставить в такой последовательности, которая исключает или сводит до минимума коробление листов.
Прихватку длинных листов начинают с постановки прихваток на одном, а затем на другом концах соединения, третью прихватку ставят в середине. Остальные прихватки ставят между ними.
Прихватку следует выполнять электродами меньшего диаметра, чем для сварки той же детали; длина дуги – не более диаметра электрода.
Выбор и обоснование режимов сварки, наплавки
Низкоуглеродистые стали содержат до 0,25 % углерода и имеют хорошую свариваемость. При выборе типа и марки электрода для сварки низкоуглеродистых сталей руководствуются следующими требованиями: обеспечение равнопрочности сварного соединения с основным металлом; отсутствие в швах дефектов; получение требуемого химического состава металла шва; обеспечение стойкости сварных соединений в условиях вибрационных и ударных нагрузок, при повышенных или пониженных температурах.
В зависимости от степени ответственности свариваемого изделия используют электроды типов Э38, Э42 и Э42А (марок ОММ-5, СМ-5, ЦМ-7, ОМА-2, УОНИ-13/45, СМ-11 и др.). Электродами типа Э38 сваривают неответственные изделия, Э42 – ответственные и Э42А – особо ответственные. Для повышения прочности наплавленного металла и сварных соединений при сварке изделий из толстых листов (10 мм и более) в неудобных для сварщика положениях, в монтажных условиях, на строительстве применяют электроды типов Э46 и Э46А.
Расчёт режима ручной дуговой сварки
Таблица 2. Исходные данные
| Тип соединения | Марка стали | Длина сварного шва (мм) | Толщина сварных элементов (мм) |
| стыковое | Ст3пс | 300 | 8 |
Тип и марка электрода выбираются в зависимости от марки и механических свойств ( sв , sт , KCV, ) свариваемого металла, назначения и условий работы конструкции (табл.3).
Таблица 3. Типы и марки электродов в зависимости от марки и механических свойств свариваемого металла
| Марка стали | Механические свойства | Тип электрода | Марка электродов | Коэффициент наплавки αн, г/А-с | Механические свойства металла шва | |||||
| σв МПа | σт, МПа | KCV, Дж/м2 | δ, % | σв, МПа | KCV, Дж/м2 | δ, % | ||||
| СтЗ пс, СтЗкп(2-6) | 380 | 230 | 25 | Э42 Э42А | АНО-5, АНО-6, ОМА-2, ВСП-1, СМ-11, УП1-45, УП2-45 | 11; 8,5 10 9,5; 10 | 420 | 0,8 1,5 | 18 22 | |
| 14Г, 09Г2 | 440 | 290 | 21 | Э46 | АНО-3, АНО-4, МР-3, ОЗС-4, ОЗС-6, ОЗС-12, АНО-13, АНО-18 | 8,5; 7,8 8,5; 10,5 8,5; 10 | 460 | 0,8 1,4 | 18 22 | |
| 09Г2С 10Г2С1Д 18Г2 | 460 | 330 | 0,3 | 21 | Э50 Э50А | ВСЦ-3, ВСН-3 (для постоянного тока), ДСК-50, АНО-11 | 10; 9 | 500 | 1,3 | 20 |
Для выбора режима сварки стыкового соединения листов принимаем марку низкоуглеродистой стали Ст3пс и электроды типа Э42 марки АНО-6.
1) Диаметр электрода: d э =S/2+1=5 (мм)
Принимаем dэ = 5мм для выполнения основной сварки, и 3мм для подварочного шва.
2) Сила сварного тока: I св =k· d э =50·5=250 (А), где k =50 А/мм.
Для электрода dэ=3мм – 150А
3) Длина сварной дуги: L дуги=0,5·(d э +2)= 0,5·(5+2)= 3,5 (мм).
4) Напряжение сварки: U св =U ак + L дуги·U д=12+3·2=18 (В), где:
U ак =10–12 В; U д =2–3 В; Lдуги = (0,5 – 1,1)dэ
5) Выбираем марку проволоки исходя из механического состава основного металла Св‑08.
6) Масса наплавляемого металла:
Qн =Vн·с;
где Vн – объём наплавляемого металла, с – плотность металла.
Для начала вычислим площадь сечения: F = l · S /2=12·8/2=48 (мм²) = 0,48 (см²)
Вычислим объём наплавляемого металла Vн = F · l шва = 0,48 ·30=14,4(см³), тогда
Qн =Vн·с=14,4 ·7,85=113,04(г.)≈0,11 (кг.), где с=7,85 г./ см³
7) Нормирование расхода электродов при ручной дуговой сварке.
Qэ = Кэ · Qн =1,4·113,04 = 158,26 (г.)≈0,16 (кг)
8) Определим время горения дуги:
t 0=Qн/I св ·б н =158,26 /250·9=0,07 (час), где б н – коэффициент наплавки (г. /А· час).
9) Определим скорость сварки:
н = l шва / t 0=0,3/0,07= 4,3 (м/ час)
10) Выберем светофильтр для сварочного тока 250А. Для нас подходит светофильтр марки С‑7.
11) Выберем сварочный трансформатор ТДМ‑180 У2 ( I =180 A , U св = 15 B ) пределы регулирования I св от 50А до 450А.
Техника сварки. Схемы выполняемых движений электрода
Для возбуждения дуги сварщик концом электрода прикасается к металлу, а затем быстро отводит его на 2-4 мм. В этот момент образуется дуга, постоянную длину которой поддерживают во время сварки путем постепенного опускания электрода по мере его расплавления. До момента образования дуги сварщик должен закрыть лицо щитком или шлемом.
Другой способ заключается в следующем: сварщик проводит (чиркает) по поверхности свариваемого металла концом электрода и затем быстро отводит его на небольшое расстояние, возбуждая дугу.
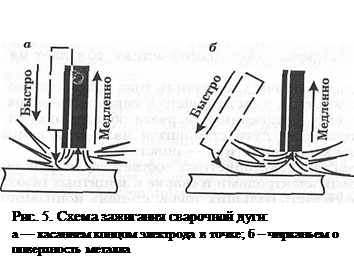
Дугу необходимо поддерживать возможно короткой. При короткой, дуге около шва образуется небольшое количество мелких капель металла, электрод плавится спокойно, давая равномерный - пучок искр, глубина проплавления свариваемого металла получается больше.
Длинная дуга не обеспечивает достаточной глубины проплавления основного металла, а электродный металл при плавлении окисляется и сильно разбрызгивается; в результате получается неровный шов с большим количеством включений окислов.
В случае обрыва дугу возбуждают вновь, тщательно заваривают кратер в том месте, где произошел обрыв дуги, и продолжают сварку шва. При сварке особо ответственных узлов, работающих в условиях знакопеременной нагрузки и подверженных явлению "усталости", не разрешается возбуждать дугу на основном металле вне зоны шва, так как это может привести к "ожогу" поверхности металла и явиться причиной начала последующего разрушения шва в данном месте.
При перемещении электрода прямолинейно вдоль шва без колебательных движений наплавляется узкий (ниточный) валик. При наложении валика электрод следует держать наклонно, под некоторым углом к вертикальной линии, чтобы капли металла, перемещающиеся при расплавлении конца электрода в направлении его оси, попадали в расплавленный металл ванны. Электрод должен быть наклонён в сторону направления сварки. При этом глубина проплавления основного металла получается больше. Угол наклона а с покрытого электрода к вертикали должен составлять 15-20°.
Изменяя наклон электрода, сварщик может регулировать глубину расплавления металла, способствовать лучшему формированию валика шва и влиять на скорость охлаждения ванны.
Узкий валик накладывают при проваре корня шва, сварке тонких, листов, сварке горизонтальных и потолочных швов (независимо от числа слоев). Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. В узком, но высоком валике объем наплавленного металла невелик, такой валик застывает быстрее, и растворенные в металле не выделившиеся газы могут вызвать пористость шва. Поэтому чаще применяют уширенные валики, которые также менее склонны к образованию кристаллизационных трещин. При выполнении их сварщик сообщает электроду колебательные движения поперек шва, причем конец электрода должен совершать три движения (Рис.6, а): поступательное 1 вдоль оси электрода сверху вниз, поступательное 2 вдоль линии шва и колебательное 3 поперек шва, перпендикулярно его оси. Колебательные движения электрода способствуют прогреву кромок и замедляют остывание сварочной ванны.
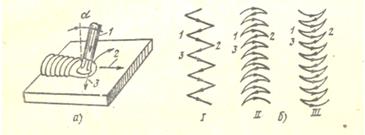
Рис.6 . Схема движений электрода:
а – перемещение электрода в трех направлениях; б – наплавка уширенных валиков; I – прямолинейное, II- криволинейное, выпуклостью в сторону сваренного участка, III – то же, выпуклостью в сторону несваренного участка
Схемы движений конца электрода при наплавке уширенных валиков показаны на рис. 6,б. В точках 1, 2 и 3 скорость перемещения электрода уменьшается, что способствует прогреванию кромок. При ручной сварке нормальной считается ширина валика, равная 2,5-3 диаметрам электрода. В этом случае все кратеры расплавленного металла 1, 2, 3 сливаются в одну ванну и обеспечивается наилучшее сплавление основного и наплавленного металла.
При слишком большой ширине валика металл в точке 1 затвердеет к тому моменту, когда дуга возвратится в точку 3, и в этом месте может образоваться непровар. Кроме того, понижается производительность сварки.
На Рис.7 показаны движения концом электрода, необходимые для прогревания кромок и середины шва. Наплавляя валик, сварщик может находиться сбоку от шва и перемещать электрод слева направо или располагаться по оси шва и вести электрод "на себя" или "от себя".
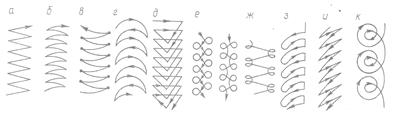
Рис. 7. Основные виды траекторий поперечных движений конца электрода при слабом (а, б), усиленном (в – ж) прогреве свариваемых кромок, усиленном прогреве одной кромки (з, и), прогреве корня шва (к)
После окончания наплавки валика остающийся в конце его кратер должен быть тщательно заварен, чтобы в этом месте не появилась трещина.
При сварке электродами с покрытиями необходимо обеспечить полную и равномерную защиту жидкого металла слоем расплавленного шлака. Шлак должен располагаться позади, дуги, не смешиваться с расплавленным металлом и не затекать вперед дуги, т.е. не попадать на поверхность нерасплавленного металла. Металл поддерживается достаточное время в жидком состоянии, чтобы частицы шлака всплыли на поверхность ванны и шлак успел раскислить металл.
При сварке швов без скоса кромок валик накладывается с небольшим уширением с одной или с обеих сторон стыка. Во избежание непровара необходимо обеспечить расплавление металла обеих кромок по всей толщине.
Провар металла толщиной до 6 мм по всему сечению шва при сварке встык без скоса кромок зависит от правильного выбора тока и диаметра электрода. При соответствующих диаметрах электрода и величине тока обеспечивается полный провар и высокая производительность сварки без скоса кромок металла толщиной от 4 до 8 мм. Подбирать величину тока рекомендуется опытным путем (сваривая пробные планки).
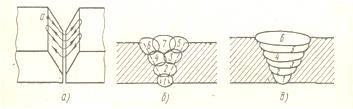
Рис. 8. Сварка стыковых швов:
а – однослойных, б - многослойных
Соединения встык с V-образной подготовкой кромок в зависимости от толщины металла сваривают однослойными или многослойными швами. При сварке в один слой дугу возбуждают в точке а (Рис.8, а) на грани скоса, затем электрод перемещают вниз, проваривают корень шва и выводят дугу на вторую кромку. На скосах кромок движение электрода замедляют для обеспечения достаточного провара, а в корне шва, во избежание сквозного прожога, ускоряют.
С обратной стороны соединения рекомендуется накладывать подварочный шов, предварительно очистив корень шва от наплывов металла и шлака. Иногда с обратной стороны шва ставят подкладку из стали толщиной 2-3 мм. В этом случае можно повысить сварочный ток на 20-30% по сравнению с нормальной величиной, не опасаясь сквозного проплавления, Стальная подкладка при наложении валика шва приваривается и ее оставляют, если конструкция и назначение изделия это позволяют.
В ответственных конструкциях корень шва проваривают с обратной стороны; металл корня шва перед заваркой предварительно вырубают зубилом или зачищают резаком для поверхностной резки с целью удаления возможных дефектов (непровара, трещин).
Последовательность и обоснование сварки швов
Различают способы заполнения швов по длине и сечению.
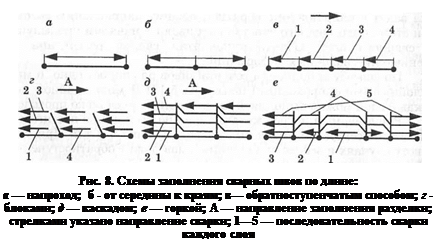
По длине сварные швы выполняют напроход и обратно-ступенчатым способом (рис. 8).
Напроход сварные швы выполняют от начала до конца в одном направлении. Так сваривают короткие швы, длина которых не превышает 300 мм.
Сварные швы средней длины (300 – 1000 мм) сваривают либо напроход от середины к краям, либо обратноступенчатым способом. Последний применяют и при выполнении длинных швов. Длина которых превышает 1000 мм.
Обратноступенчатый способ сварки заключается в том, что длинный шов делят на участки длиной 100 – 300 мм, затем сварку каждого участка ведут в направлении, обратном общему направлению сварки. При этом конец каждого участка сваривают с началом предыдущего сварного шва.
По способу заполнения сечения швов различают однослойные и многослойные (многопроходные) швы; в многослойном шве каждый слой можно выполнять за один или за два-три прохода.
Однослойный шов имеет больший объём сварочной ванны, чем многослойный сварной шов. Однопроходная сварка отличается большей производительностью и экономичностью. Недостатком однопроходной сварки являются относительно меньшая пластичность металла шва и большая зона перегретого металла.
Многопроходную сварку обычно выполняют тонкими и узкими валиками без поперечных колебаний электрода.
По сравнению с многопроходной сваркой применение многослойной обеспечивает большую производительность; последующие швы при многослойной сварке шире предыдущих; каждый последующий шов термически обрабатывает предыдущий и околошовную зону, что сказывается на повышении пластичности и вязкости основного металла.
При сварке встык листов толщиной 8 мм и длиной 300 мм из низкоуглеродистой стали я принимаю обратноступенчатый способ сварки. При этом способе значительно уменьшится коробление детали в процессе сварки. Для заполнения разделки кромок применяю многослойную сварку. Подварочный шов выполняю электродом Ø3 мм. После выполнения следующего слоя, необходимо удалить шлак с предыдущего.
Разметку шва выполняю на равные участки длиной по 150 мм, выполняю прихватки с лицевой стороны шва. Прихватки выполняю следующим способом: прихватываю один край заготовки, затем, выровняв листы, другой край, после чего выполняю прихватку в центре шва, затем свариваю детали согласно схемы в (рис.8).
Термическая обработка детали после сварки
Режим термической обработки характеризуют температура и скорость нагрева, время выдержки при заданной температуре нагрева и скорость охлаждения.
В процессе термической обработки в металле происходят превращения, в результате которых улучшаются прочностные свойства, устраняются напряжения, повышается износостойкость, придаются металлу требуемая твердость, хорошая обрабатываемость режущим инструментом и др.
Основными видами термической обработки являются отжиг, нормализация, закалка и отпуск.
Отжиг заключается в нагреве металла до определенной температуры, выдержке при этой температуре и затем медленном охлаждении вместе с печью. Отжиг применяют для снятия внутренних напряжений, повышения механических свойств, улучшения обрабатываемости режущим инструментом, снижения твердости.
Нормализация заключается в нагреве стали до определенной температуры, выдержке при этой температуре и затем охлаждении на спокойном воздухе. Нормализацией устраняют внутренние напряжения, наклёп, повышают механические свойства.
Закалка заключается в нагреве стали до определенной температуры, выдержке при этой температуре и затем быстром охлаждении в воде или масле. Закалкой придают деталям высокую твердость, прочность, износостойкость.
Отпуск заключается в нагреве закалённой стали до определенной температуры и последующем её охлаждении. Необходимость отпуска вызывается тем, что в закаленной детали появляется не только твердость но и большие внутренние напряжения. Последние необходимо устранить, так как они делают деталь хрупкой и легко разрушаемой от ударных и изгибающих нагрузок. Отпуск снимает внутренние напряжения и повышает вязкость закаленной детали.
Передовой производственный опыт. Высокопроизводительные виды сварки
Повышение производительности ручной дуговой сварки является весьма актуальной задачей в связи с тем, что в промышленности, строительстве и других отраслях народного хозяйства ручной сваркой занимаются еще десятки тысяч рабочих-электросварщиков.
Методы, повышающие производительность труда при сварке:
· Организационные мероприятия,
· Организационно-технические мероприятия,
· Технические мероприятия
Важным техническим мероприятие является внедрение электродов с повышенным коэффициентом наплавки.
Еще в пятидесятые годы широко применялась сварка способом опирания (погруженной дугой, ультракороткой дугой – УКД.)
При сварке этим способом электрод опирался на деталь чехольчиком покрытия и затем под легким нажимом сварщика самостоятельно плавился полузакрытой дугой, наплавляя валик металла в стыковое или угловое соединение. Для сварки опиранием не требовалось высокой квалификации сварщика, нужны были только его небольшие практические навыки. Электроды для этой сварки применялись с повышенной толщиной покрытия, сила сварочного тока допускалась на 20 – 40% выше обычной. В результате скорость сварки увеличивалась примерно на 40 – 50%, увеличивалась глубина провара, разбрызгивание было минимальным. Этот способ успешно применялся, особенно для сварки однопроходных угловых и стыковых швов.
Для соединения стыков арматуры в арматурных каркасах и железобетонных конструкциях широко применялся ванный способ сварки в стальной, медной или графитовой форме, при этом соединяемые стержни арматуры закрепляются в стальной форме прихватками.
Некоторое повышение производительности труда достигается применением импульсно-дуговой сварки и сварки пульсирующей дугой.
При импульсно-дуговой сварке происходит наложение на дугу импульсов переменного тока высокой частоты с помощью специального прибора – инвертора, что способствует лучшей устойчивости дуги, облегчению процесса сварки в вертикальном и потолочном положении и главное – улучшению качества сварного шва. При сварке пульсирующей дугой переменного тока применяют тиристорные трансформаторы ТДЭ-402 для обеспечения тиристорной пульсации тока или используют приставку к сварочному трансформатору – отдельный импульсный трансформатор, вторичная обмотка которого включена параллельно вторичной обмотке сварочного трансформатора. Результаты сварки пульсирующей дугой аналогичны результатам импульсно-дуговой сварки.
При сварке трехфазной дугой выделяется большое количество тепла, и производительность наплавки растет, так как ток подводится к изделию одновременно от трех фаз трансформатора. Для осуществления ручной сварки нужно применять спаренные изолированные электроды и специальные электрододержатели, позволяющие подводить ток к каждому электроду отдельно от каждой фазы. Наиболее эффективно этот способ ручной сварки применяют для заварки дефектов стального литья и наплавки, где требуются большие объемы наплавленного металла. Ручная сварка деталей применяется редко, так как трудно обеспечить равномерность провара и качество шва, в основном применяют автоматизированную сварку трехфазной дугой.
Сварка лежачим электродом производится покрытым электродом различной длины, но не более 1200 миллиметров, и диаметром до 8 миллиметров. Длина устанавливается по длине шва с припуском на подсоединение токоподвода. Процесс заключается в том, что электрод укладывают в разделку стыкового шва или в «лодочку» таврового шва и прижимают к изделию тяжелым медным бруском, который изолируют от изделия бумажной лентой. Брусок имеет продольную канавку. Припуск электрода, не покрытый бруском, подсоединяют к токоподводу, а с другой стороны зажигают дугу, замыкая коней электрода на изделие. Дуга горит под бруском самостоятельно, расплавляя электрод и основной металл и образуя валиковый шов сечением, равным примерно сечению электрода. При необходимости сварщик может обслуживать несколько постов, поэтому производительность повышается до 1,5 – 2 раз по сравнению с ручной сваркой. Однако этим способом регулировать сечение шва возможно, но только при использовании электродов диаметром до 8 миллиметров.
Другим способом полумеханизированной сварки является сварка наклонным электродом. При этом способе покрытый электрод закрепляют в специальном приспособлении в наклонном положении по отношению к изделию. Приспособление в виде штатива с электрододержателем и обоймой устанавливают на изделие, а электрод опирают краем покрытия на разделку стыкового или в угол таврового соединения. Штатив изолируют от изделия прокладкой. Сварочный ток подбирают так же, как при ручной сварке. Затем возбуждают дугу угольным электродом, и дальше сварка идет автоматически, так как тяжелея обойма (или пружина) опускает электрод по мере оплавления. Сечение шва регулируют наклоном электрода. Применяют электроды диаметром 5 и 6 мм и длиной до 700 мм, сварку ведут переменным током, особенно угловых швов, что предупреждает блуждание дуги от магнитного дутья. В случае образования незаделанного кратера или других дефектов их исправляют вручную. Сварщик может обслуживать несколько установок для сварки наклонным электродом, что увеличивает производительность труда.
Плазменная сварка – это сварка плавлением, при которой нагрев происходит сжатой дугой. При ручной плазменной сварке применяют главным образом плазмообразующий и защитный газ – аргон.
По сравнению с аргонодуговой плазменная сварка значительно повышает скорость сварки и, следовательно, производительность процесса и обладает рядом других преимуществ (отсутствие включений вольфрама в шов, высокая надежность зажигания дуги и др.). Для ручной плазменной сварки используют установку УПС-301, рассчитанную на применение постоянного тока прямой и обратной полярности.
Контроль качества методом геометрических измерений
При оценке качества сварных соединений используются следующие виды контроля:
· предварительный, в процессе которого проверяют качество свариваемого металла и сварочных материалов, контролируют подготовку деталей под сварку и сборку узлов, состояние оснастки, сварочного оборудования и приборов, квалификацию сварщиков, сборщиков и контролеров;
· текущий (в процессе выполнения сварочных работ), предусматривает проверку соблюдения технологии сварки, качество зачистки промежуточных швов, заварку кратеров и т.д.;
· окончательный – контроль готовых сварных конструкций, который проводится в соответствии с требованиями, предъявляемыми к изделию.
Внешний осмотр металла служит для обнаружения окалины, ржавчины, трещин, расслоений и прочих дефектов. Предварительная проверка поверхности металла необходима и обязательна, поскольку она предупреждает применение некачественного металла для сварки изделия.
Перед поступлением заготовок на сборку особое внимание обращают на зоны. Подлежащие сварке. Проверяют чистоту поверхности металла, качество подготовки кромок и углы их скоса, а также габаритные размеры заготовок.
При сварке конструкций, для которых на чертежах указан тип электрода, нельзя применять электроды, не имеющие сертификации.
Вешний вид электродов должен удовлетворять требованиям стандарта, где указано, что покрытие электродов должно быть прочным, плотным, без пор, трещин, вздутий и других дефектов. Электроды с отсыревшим покрытием к сварке не допускаются.
У сварочных приспособлений контролируют прочность и жесткость. Точное, быстрое и надежное закрепление элементов сварной конструкции, исправность зажимных устройств, правильность действия и пригодность установочных элементов и поверхностей.
В процессе сварки обычно проверяют: порядок выполнения швов и околошовной зоны; качество зачистки предварительных швов перед нанесением последующих; режимы сварки по приборам и внешнему виду сварного шва.
Внешним осмотром (невооруженным глазом или при помощи лупы) обычно осматривают все сварные соединения независимо от применения других видов контроля.
Внешний осмотр выполняют после тщательной очистки швов и околошовной зоны от шлака, брызг металла и других загрязнений.
Внешним осмотром выявляют прежде всего наружные дефекты: трещины, подрезы, поры, свищи, прожоги, наплывы, непровары, незаваренные кратеры.
При осмотре соединений также выявляют дефекты формы швов, оценивают распределение чешуек на поверхности шва. Равномерность чешуек характеризует работу сварщика, его умение поддерживать постоянную длину дуги и равномерную скорость сварки. Неравномерность чешуек, разная ширина и высота шва указывают на неустойчивость горения или частые обрывы дуги. В таком шве возможны непровары, поры, шлаковые включения и другие дефекты.
Сварные швы часто сравнивают по внешнему виду со специальными эталонами.
Геометрические параметры швов измеряют с помощью шаблонов и измерительных инструментов (рис. 10)
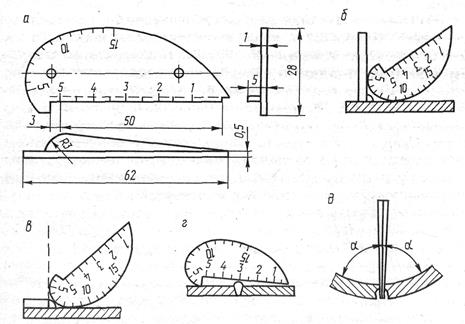
Рис. 10. Универсальный шаблон (а) и его использование для измерения высоты углового шва (б, в), высоты стыкового шва (г), зазора (д)
Охрана труда при выполнении сварочных работ
Рабочее место сварщика должно содержаться в чистоте и порядке, не допуская ничего лишнего, мешающего работе на рабочем месте, а также в проходах и проездах. Детали и заготовки следует держать в устойчивом положении на подкладках и стеллажах; высота штабелей не должна превышать полторы ширины или полтора диаметра основания штабеля и во всех случаях не должна быть более 1м.
Для защиты от поражения электрическим током, необходимо соблюдать правила техники безопасности.
1. корпуса оборудования и аппаратуры, к которым подведен электрический ток, должны быть надежно защищены.
2. все электрические провода, идущие от распределительных щитов и на рабочие места, должны быть надежно изолированы и защищены от механических повреждений.
3. не прикасаться голыми руками к токоведущим участкам сварочных установок.
4. при выполнении сварочных работ внутри замкнутых сосудов (котлов, резервуаров и.т.д.) применять деревянные щиты, резиновые коврики, галоши и перчатки.
5. сварщикам категорически запрещается исправлять силовые электрические цепи, этим занимаются электромонтеры.
6. при обнаружении повреждений электрической цепи, необходимо прекратить работу, выключить рубильник и сообщить мастеру или начальнику участка.
Защита от ожогов лучами электрической дуги и горячим металлом
Электрическая дуга излучает ультразвуковые и инффраопасные лучи. При сварке открытой дугой – эти лучи вызывают ожоги глаз и кожи сварщика. В процессе сварки происходит разбрызгивание жидкого металла, что может причинить ожоги на незащищенной поверхности тела. Для защиты кожи лица, глаз от лучей дуги применяют щитки или маски, для предохранения глаз.
От осколков шлака применяют очки с простыми стеклами. Для предохранения от брызг расплавленного металла, руки сварщика должны быть защищены рукавицами, а тело спецодеждой.
Литература
1. Алешин Н.П., Щербинский В.Г. Контроль качества сварных соединений. - М.: Высшая школа, 1986
2. Волченко В.Н. Контроль качества сварных конструкций. - М.: Машиностроение, 1986
3. Лупачев В. Г. Сварочные работы. Мн.: Высшая школа, 1997
4. Лупачев В. Г. Ручная дуговая сварка. Мн.: Высшая школа,2006.
5. Николаев Г.А., Винокуров В.А. Сварные конструкции. - М.: высшая школа, 1990
6. Справочник сварщика / под ред. В. В. Степанова. – М.: машиностроение, 1983
7. Опорный конспект по предмету.
|
из
5.00
|
Обсуждение в статье: Защита от ожогов лучами электрической дуги и горячим металлом |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы