 |
Главная |


Размер конвертора для вместимости 300 т
|
из
5.00
|
| Вместимость, т | Удельный объем, м3/т | Высота, Н, м | Диаметр, D, м | Отношение H/D | Глубина ванны, м | Диаметр горловины, м |
| 300 | 0,87 | 9,26 | 6,55 | 1,41 | 1,9 | 3,43 |
Далее, жидкий чугун подают к сталеплавильным агрегатам с использованием миксерных ковшей (100 – 600 т) – чугун из доменной печи выпускают в миксерный ковш, который затем транспортируют в переливное отделение конверторного цеха.
По мере надобности порцию чугуна из миксерного ковша сливают через горловину в заливочный ковш, который транспортируют к конвертеру. Преимущества применения миксерных ковшей: примерно на 50оС повышается температура заливаемого в конвертер чугуна, что позволяет увеличить расход лома; уменьшается число переливов чугуна и его потерь при этом; не требуется сооружения миксерных отделений и стационарных миксеров. Недостатком является отсутствие усреднения состава и температуры чугуна разных выпусков из доменной печи. Описанный выше процесс приведен на рисунке 5.
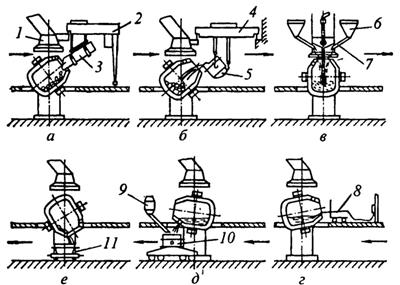
Рисунок 9 – Технологические операции конверторной плавки:
а – загрузка лома, б – заливка чугуна, в – начало продувки, г – замер температуры, д – слив металла, е – слив шлака:
1 - газоотвод; 2 – загрузочная машина; 3 – совок; 4 - мостовой кран; 5 – заливочный ковш; 6 – бункер; 7 – течка; 8 – термопара; 9 – бункер для ферросплавов; 10 – сталеразливочный ковш; 11 – шлаковая чаша (ковш).
Особенность кислородно-конверторной плавки заключается в следующем. В горловину вводят водоохлаждаемую кислородную фурму, установленную на высоте 1,0 – 4,8 м над уровнем расплава, и начинают вдувать кислород. Сначала окисляются кремний, марганец, фосфор, которые переходят в шлак. Шлак сливают. Затем вводят известь для ошлакования серы. Одновременно выгорает углерод. Процесс идет с бурным выделением тепла, и поэтому топливо не требуется.
Окончив продувку, из конвертера выводят фурму, а конвертер поворачивают в горизонтальное положение. Через горловину отбирают пробу металла, посылают ее на анализ, замеряют температуру термопарой погружения. Если результаты оказались неудовлетворительны, то проводят корректировку. Например, при избыточном содержании углерода и недостаточной температуре, проводят кратковременную додувку для его окисления; при излишне высокой температуре в конвертер вводят охладители (легковесный лом, руду, известняк) и т.п. Общая продолжительность плавки в 100 – 350-т конвертерах составляет 40 – 50 мин. В конце плавки сталь раскисляют.
При выплавке стали в кислородном конверторе возникают трудности при проведении процессов раскисления и легирования. Это связано с тем, что, во-первых, возможно чрезмерное охлаждение жидкой стали и неравномерное распределение вводимых элементов в объеме жидкого металла; во-вторых, снижается производительность конвертера. Поэтому раскисление и легирование стали ведут в ковше во время выпуска плавки. В качестве раскислителей используют ферромарганец, ферросилиций и жидкий алюминий. Легируют сталь в ковше. Ферросплавы вводят в ковш во время выпуска стали из конвертера.
1.4 Внепечная обработка стали
В настоящее время средства вторичной металлургии используются при производстве всех сталей без исключения.
Основная цель вторичной металлургии – это осуществление ряда технологических операций быстрее и эффективнее по сравнению с решением аналогичных задач в обычных сталеплавильных агрегатах.
Внепечная обработка стали повышает свойства стали, улучшаются показатели пластичности, уменьшается анизотропия физико-механических характеристик слитка и проката, т.к. при такой обработке в стали снижается содержание нежелательных примесей, газов, неметаллических включений.
Существуют различные способы получения стали высокого качества, которые основаны на использовании одного или одновременно нескольких технологических приемов: 1) обработки металла вакуумом; 2) продувки металла инертными газами; 3) вдувание порошкообразных материалов; 4) перемешивания металла со специально приготовленными шлаками.
В проектируемом технологическом цикле получения стали марки 35ГС рассматривается продувка металла инертным газом, в частности аргоном. При продувке этим способом происходит интенсивное перемешивание металла, усреднение его состава; в тех случаях, когда на поверхности металла наведен хороший шлак, перемешивание улучшает условия протекания процесса ассимиляции таким шлаком неметаллических включений. Масса пузырей инертного газа улучшает условия протекания процессов газовыделения, так как пузыри являются готовыми полостями с развитой поверхностью раздела, что очень важно для образования новой фазы. Продувка инертным газом сопровождается снижением температуры металла (газ нагревается и интенсивно уносит тепло), поэтому продувку инертным газом часто используют для регулирования температуры металла в ковше.
Таким образом, обеспечивают получение сплавов с очень низким содержанием углерода и без потерь хрома.
1.5 Непрерывная разливка стали
Разливка стали – важная операция, в большой степени определяющая качество готового изделия.
Непрерывная разливка заключается в том, что жидкую сталь непрерывно заливают в водоохлаждаемую изложницу без дна – кристаллизатор (внутренняя часть, соприкасающаяся с жидким металлом, выполнена из меди), из нижней части которого вытягивают затвердевший по периферии слиток с жидкой сердцевиной. Далее слиток движется через зону вторичного охлаждения, где полностью затвердевает, после чего его разрезают на куски определенной длины. Разливку ведут до израсходования металла в сталеразливочном ковше.
Непрерывная разливка стали по сравнению с разливкой в изложницы имеет огромные преимущества:
- уменьшаются расходы по переделу
- повышается выход годного металла на 10-15% от массы разливаемой стали;
- сокращается цикл производства;
- повышается качество металла из-за более быстрого затвердевания малых по толщине слитков;
- создаются условия для механизации и автоматизации процесса разливки.
Комплекс оборудования и механизмов для непрерывной разливки называют установкой непрерывной разливки стали (УНРС) или машиной непрерывного литья заготовок (МНЛЗ).
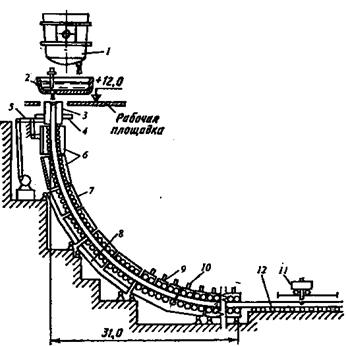
Рисунок 10 – Типовое устройство криволинейной слябовой машины непрерывного литья заготовок:
1 – сталеразливочный ковш; 2 – промежуточный ковш; 3 – кристаллизатор; 4 – опорная рама кристаллизатора; 5 – механизм качания кристаллизатора; 6,7,9 – секции роликовой проводки; 8 – опорные балки; 10 – механизм прижатия и вытягивания роликов; 11 – газорезка; 12 – рольганг.
Здесь слиток движется по кривой неизменного радиуса, и происходит разгибание слитка с жидкой сердцевиной и с последующим переводом в горизонтальное положение. Машина этого типа предназначена для отливки слитков прямоугольного сечения. Принцип работы МНЛЗ данного типа. Жидкая сталь из сталеразливочного ковша поступает в промежуточный, и затем в радиальный кристаллизатор. Далее, через зону вторичного охлаждения – по роликовой проводке, где происходит формирование слитка. На горизонтальном участке работы машины производят резку слитка на куски одного размера.
МНЛЗ криволинейного типа имеют ряд преимуществ:
1. небольшая высота (по сравнению с вертикальными)
2. возможность повышения скорости разливки за счет установки газорезки на большом расстоянии от кристаллизатора
3. увеличение глубины лунки жидкого металла в слитке
4. возможность резки слитка на куски большой длины
Затем заготовки загружаются в методические печи где, нагреваются до температуры необходимой для следующей стадии – прокатки.
1.6 Прокатное производство
Прокаткой называется вид обработки давлением, при котором процесс деформации металла осуществляется сдавливанием его между вращающимися валками. Сдавливаемый металл вытягивается в продольном направлении, при этом сжимается в вертикальном и уширяется в поперечном направлениях.
Прокатка производится на специальных машинах - прокатных станах. Основными частями прокатного стана являются привод, передаточный механизм и рабочие клети с прокатными валками. Кроме того, в прокатных цехах установлены нагревательные печи и колодцы, печи для обжига и нормализации, устройства для очистки поверхности.
На стане достигается высокая производительность, полная автоматизация процесса прокатки с большими скоростями при полном исключении ручного труда.
Арматурную сталь изготовляют в соответствии с, требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Поэтому в проектируемой технологической схеме предусмотрена горячая прокатка. Гнутые профили, используемые в строительстве зданий (в т.ч. и арматура), прокатываются в роликогибочных станах периодического действия.
Арматурную сталь изготовляют из углеродистой и низколегированной стали марки
Таблица 2
|
из
5.00
|
Обсуждение в статье: Размер конвертора для вместимости 300 т |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы