 |
Главная |


Типовая линия производства водки
|
из
5.00
|
Для производства водки спирт сначала смешивают с очищенной умягченной водой. При этом происходит выделение теплоты (наибольшее тепловыделение при содержании спирта в растворе 36,25 об. %) и сжатие (контракция) раствора. Выделение теплоты и сжатие раствора свидетельствуют о взаимодействии молекул воды и спирта, при котором образуются непрочные соединения — гидраты.
При расчете количества спирта и воды для приготовления заданного объема сортировки учитывают эти особенности процесса. Например, для приготовления водно-спиртового раствора крепостью 40 об. % необходимо к 100 дал. спирта крепостью 96,2 об. % прибавить не 100, а 147,59 дал. воды.
Ректификационный спирт высшей степени очистки (или спирт "Экстра"), поступающий на приготовление водки, принимают по объему, измеряемому специальными мерниками, с одновременным определением содержания этилового спирта.
Сортировку или водно-спиртовой раствор приготавливают классическим периодическим или непрерывным способом. При получении водки периодическим способом вода, используемая для приготовления водки, должна содержать минимальное количество продуктов распада органических азотистых веществ и легкоокисляющихся неорганических примесей. Воду умягчают катионитами или же совместному Na-катионированию.
Для улучшения качества воды применяют отстаивание, фильтрование, коагуляцию, дезодорацию, обезжелезивание и умягчение.
Производство водки складывается из следующих технологических операций: приготовление водно-спиртовой смеси (сортировки), ее фильтрация и обработка активным углем, доведение крепости до стандартной (корректировка), фасование в бутылки и внешнее оформление (рис. 5.).
|
|

Рис.5. Аппаратурно-технологическая схема производства водки
Вода из напорного бака 1 для снижения жесткости проходит через слой сульфоугля или глауконита в катионитовом фильтре 4. Сульфоуголь регенерируется раствором поваренной соли, которую готовят в солерастворителе 3. Умягченная вода собирается в емкости 5 и через мерники воды 23 поступает в сортировочный аппарат 17. Спирт из спиртохранилища через конический 22 и цилиндрический 21 мерники поступает в сортировочный аппарат 17. Сюда же из бачков 15 поступают ингредиенты, водно-спиртовая жидкость из бачка 19 через контрольный фильтр 18 после промывки в песочных фильтрах 7, водно-спиртовая жидкость из цеха розлива и остатки других сортировок из бачка 20.
В сортировочном аппарате 17 смесь перемешивается мешалкой или насосом 16. Этим же насосом сортировка перекачивается в напорные баки 2 и далее через фор-фильтры 10 в угольные колонки 9. Скорость потока жидкости контролируется ротаметрами 6. В угольных колоннах 9 смесь фильтруется через слой активированного угля, в результате чего из нее удаляются примеси, придающие ей неприятный вкус и запах. Для регенерации активированного угля его обрабатывают паром при температуре 110...115 °С, а образующиеся при этом пары спирта конденсируются в холодильнике 11 и собираются в емкости 12.
Из угольных колонок 9 очищенная смесь через песочные фильтры 7 попадает в сборник водки 8, из которого водка направляется в фасовочные и укупорочные машины 13. Получающийся брак водки при розливе собирается в сборник 14.
На СОАО «БАХУС» водно-спиртовой раствор готовят периодическим способом, используя типовую линию производства. Дополнением к типовой линии является адсорбционный фильтр «Аква». Он используется для удаления альдегидов из водочного купажа. Фильтр стоит на выходе угольной колонки и включается параллельно. Также для различных марок водок на СОАО «БАХУС» используют патронные серебряные и бриллиантовые фильтры, работа которых основана на мембранных процессах разделения.
Патронный фильтр может быть с тканевой, проволочной опорной поверхностью фильтрующих элементов и фильтров с керамическими фильтрующими элементами.
Принцип действия всех фильтров одинаков. Отличаются они друг от друга конструкцией фильтрующих элементов (патронов) и установкой их в корпусе фильтра. Все они являются фильтрами периодического действия, работающими под давлением, имеющими небольшое гидравлическое сопротивление и высокую скорость фильтрации.
Типовыми фильтрами приняты фильтры с проволочной поверхностью фильтрации типа ПФ-10 и ПФ-20.

Рис.6. Патронный фильтр ПФ-20
Патронный фильтр ПФ-20(рис. 6.) состоит из цилиндрического корпуса 9, конического днища 15, выпуклой крышки 4, на которой установлены рымболты 3, и плиты 7, в которой закрепляются патроны 10 прижимами 22. В нижней части патроны устанавливаются в отверстия решетки 12.
Плита устанавливается при помощи уплотнений между фланцами цилиндрического корпуса и выпуклой крышки и образует две камеры фильтра. В нижнюю камеру 8 при помощи коллектора 17, присоединенного к патрубку 14, подводятся суспензия, фильтруемый продукт и промывная вода. Из камеры 6 через коллектор 21, присоединенный к патрубку 5, отводятся жидкая фаза суспензии, фильтрат и промой. Кроме того, для подвода воздуха в верхнюю камеру установлен вентиль 19, а в нижнюю — патрубок 2. Сброс воздуха из нижней камеры осуществляется через трубу 11. Для наблюдения за состоянием внутренней части нижней камеры установлены смотровые стекла 1. Удаление промытого осадка осуществляется через патрубок 16. Фильтр установлен на трубчатом каркасе 13. Для управления процессом фильтрации имеются задвижки с электродвигателями 18 и маховиками 20.
Полный цикл работы фильтров включает в себя следующие стадии: намыв суспензии, возврат первых мутных порций фильтруемого продукта, фильтрация, вытеснение нефильтрованного продукта, промывка осадка и удаление осадка. В эксплуатации фильтры полностью автоматизированы.
Угольная колонкапредназначена для очистки сортировки активным углем.
Колонка представляет собой цилиндрический корпус с приваренным к нему сферическим днищем и крышкой. В днище имеется штуцер для подачи сортировки. В нижней части колонки располагается решетка, на которую загружают активный уголь через люк, расположенный сбоку над решеткой. Сортировка, пройдя через слой активного угля, выводится через штуцер, расположенный на крышке колонки.
Для различных сортов водки угольные колонки работают с производительностью от 5 до 60 дал/час. Техническая характеристика угольной колонки приведена в таблице 1.
Таблица 1.Техническая характеристика угольной колонки
| Производительность, дал/час | 5-60 |
| Материал | медь, луженная внутри; нержавеющая сталь |
| Марка материала | ОХ18Н10Т |
| Диаметр, мм | 700 |
| Высота, мм | 4200 |
Чан-смеситель для приготовления сортировок представляет собой герметически закрытый стальной цилиндрический резервуар со сферическим днищем и крышкой. На крышке имеются патрубки для подвода воды, спирта и возвратных продуктов. Перемешивание осуществляется циркуляционным методом и пропеллерной мешалкой (частота вращения мешалки 480 об/мин). Перемешивание предпочтительнее проводить сжатым воздухом, что улучшает качество сортировок. Расход воздуха около 1 м3/мин на 1 м2 площади поперечного сечения чана. Приготовление сортировки обычно длится около 1,5 часов, в том числе набор спирта - 40 минут, перемешивание - 10 минут, определение и корректировка крепости смеси - 10 минут, перекачка сортировки в напорный чан – 10-30 минут. Техническая характеристика чана - смесителя приведена в таблице 2.
Таблица 2.Техническая характеристика чана - смесителя
| Вместимость, дал | 100-300 |
| Диаметр, мм | 1356-1656 |
| Высота, мм | 1080-1380 |
| Диаметр лаза, мм | 405 |
| Диаметр лючка, мм | 143 |
Розлив
Из сборника водки, она направляется в фасовочные и укупорочные машины. Водку разливают в бутылки, которые перед наполнением тщательно осматривают и моют.
Мойка
Для мойки используют бутылкомоечные автоматы АММ-6, АММ-12 и Б6-ВМГ-24.
Новые и поступающие от потребителей бутылки проверяют перед световым экраном, отбирают дефектные, нестандартные и сильно загрязненные. Бутылки, прошедшие контроль, направляют на мойку в бутылкомоечный аппарат (рис.5). В зимнее время бутылки перед подачей на мойку предварительно выдерживают в теплом помещении для обогрева. Это способствует снижению боя.
На рис. 7 представлена схема бутылкомоечного автомата АММ-6. Кассеты для бутылок закреплены на двух втулочно-роликовых цепях 5, образующих бесконечный конвейер. Цепи конвейера обкатываются по пяти парам звездочек, из которых одна пара является ведущей. После схода со звездочек цепи перекатываются на роликах по направляющим, приваренным к стенкам корпуса автомата.
В нижней части корпуса 6 автомата, выполненного из листовой стали, имеются две ванны 9 и 14 для отмачивания бутылок. В верхней части корпуса расположены шприцевальные устройства 1, 2, 3 и 4 для обработки бутылок щелочными растворами, теплой и холодной водой, а также ванны 11 и 12 для приема моющих жидкостей после шприцевания.
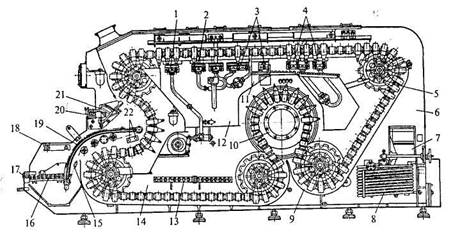
Рис. 7. Бутылкомоечный автомат АММ-6 (продольный разрез)
1, 2, 3, 4 - шприцевальные устройства; 5-втулочно-роликовые цепи;
6-нижняя часть корпуса; 7-сетчатый барабан; 8, 13-теплообменники;
9, 11, 12, 14-ванны; 10-барабан; 15-поперечные планки; 16-ряд валиков;
17, 20-пластинчатый транспортер; 18-оросительная труба;
19-криволинейные направляющие; 21-наклонные желоба; 22-трубы.
В нижних щелочных ваннах установлены теплообменники 8 и 13 для нагревания щелочных растворов и сетчатый барабан 7 для улавливания из раствора смытых этикеток. Воду в верхней водяной ванне нагревают паром через барботер. Механизм загрузки выполнен в виде ряда валиков 16, вращающихся в одном направлении. Вращаясь, валики стола загрузки переносят грязные бутылки с пластинчатого транспортера 17 к криволинейным направляющим 19, по которым поперечные планки 15 задвигают их в очередную кассету. В кассете помещается 16 бутылок..
Чистые бутылки из кассеты выгружаются на наклонные желоба Механизма разгрузки 21, устанавливаются им в вертикальное положение и сталкиваются на пластинчатый транспортер 20.
Для мойки бутылок в автомате установлен ступенчатый температурный режим с постепенным повышением и последующим понижением температуры моющих жидкостей. При резком перепаде температур увеличивается бой бутылок.
Если бутылки имеют блестящую внутреннюю и наружную поверхности, то считаются чисто вымытыми. Недостаточно вымытые бутылки бракуются перед световым экраном и возвращаются на повторную мойку. Машины периодически чистят и моют, тщательно удаляя стеклобой, накопившуюся грязь и этикетки.
Бутылкомоечные автоматы АММ-6, АММ-12 и Б6-ВМГ-24 выпускаются производительностью 6, 12, 24 тыс. бутылок в час и предназначены для мойки бутылок вместимостью 0,5 и 0,33 л.
Расход воды на мойку бутылок в этих автоматах составляет соответственно: 6, 14 и 16 м3/ч; пара: 270, 460, 700 кг/ч. Масса автоматов: 12,7; 18,5 и 37 т.
До перехода завода на новое технологическое оборудование на СОАО «БАХУС» использовалась бутылкомоечный аппарат БМР-АММ-6. В настоящее время отдельную бутыломоечную машину не используют, из-за перехода от многоразовой тары на одноразовую, которая подвергается лишь ополаскиванию перед розливом.
Для этого на заводе используют ополаскиватель VLA-18 фирмы KRONES, работающий по принципу бутылкомоечной машины, с числом захватов бутылок до 18 и производительностью до 7200 бутылок в час.
Розлив
Розлив и оформление разлитых изделий осуществляется на специализированных линиях, в состав которых входят кроме упомянутых выше бутыломоечных машин, автоматы розлива, укупорки, бракеражный полуавтомат, этикетировочный и укладочный автоматы. Все автоматы соединены между собой пластинчатым транспортером.
Перед розливом готовое изделия подвергают контрольной фильтрации через матерчатые или сетчатые фильтры, которые установлены на трубопроводе перед разливным автоматом. Фильтрацию изделий проводят непрерывно в процессе розлива.
Ликёро-водочные изделия разливает в бутылки по объему (основную массу продукции) и по уровню.
Розлив изделий по объему осуществляют разливочными автоматами различной конструкции. Наибольшее распространение получали следующие автоматы ВАР-6, Д9-ВАР-6, Т1-ВРА-6А, Д9-ВР2М-6.
Розлив водок и ликеро-водочных изделий в бутылки по уровню производится автоматами, работающими по принципу дозирования жидкости путем создания разрежения в напорном резервуаре, дозаторах и в бутылках.
На СОАО «БАХУС» для розлива используется вакуумный наполнитель фирмы KRONES k-304-631.
Автомат в основании имеет станину, на которой, расположены стойки с валами. Внутри станины размещен привод, состоящий из электродвигателя с дисковым вариатором, клиноременной передачи, редуктора и зубчатых передач к валам стоек. На центральном валу закреплена карусель со стойкой, к верхней части которой крепится разливочная головка. К боковым стойкам крепится стол и звездочки. Стаканы устанавливаются на карусель. Разливочную головку можно опускать или поднимать в зависимости от высоты бутылок за счет винтовой пары, расположенной в стойках карусели и резервуара. В основании станины имеются ножки с отжимными устройствами. На автомате установлены масленки для периодической смазки.
В резервуар 1 (рис. 8) через вводную трубу поступает жидкость, заданный уровень которой поддерживается поплавком 2. Лента транспортера, проходящая через стол автомата, подает бутылки к звездочке шагомера 3, установленной на столе 4.
 Рис. 8. Вакуумный наполнитель
Рис. 8. Вакуумный наполнитель
Звездочка шагомера пропускает бутылки по одной к подающей звездочке 5, которая направляет бутылку на поддон стакана подъемного столика 6, установленного на карусели 7.
При вращении карусели подъемный столик вместе с бутылкой, выходя из-под копира 8, под действием пружины поднимается вверх и прижимает горло бутылки к вставке дозирующего устройства (дозатора) 9 и, продолжая подниматься, приводит в действие клапанную систему дозатора. Заканчивая один оборот вращения карусели, подъемный столик вместе с наполненной бутылкой по копиру опускается вниз, т. е. в исходное положение.
В это же время срабатывает клапанная система. Приемная звездочка 10 снимает с подъемного столика бутылку и по направляющей 11 перемещает её на ленту транспортера и передаёт бутылки на укупорку и оформление.
Упаковка
Укупорка бутылок на СОАО «БАХУС» производится на укупоривателе фирмы KRONES РР4/300-97 (рис. 9). В нём колпачки подаются в дозировочное устройство 3 и при помощи сортировочного устройства 4 направляются в лоток для колпачков 2. Далее колпачок попадает в держатель укупоривающей головки 6, в укупоривающую головку 5 и на узел передачи колпачков 1. Управление происходит при помощи пневматического управляющего блока 7.

Рис. 9. Укупориватель РР4/300-97
Когда колпачок оказывается в узле передачи колпачков, укупоривающая головка прижимает его к бутылке и выдавливает резьбу ровно по форме горлышка бутылки. Далее может одеваться уплотняющее кольцо для герметизации жидкости.
Техническая характеристика укупорывателя РР4/300-97 приведены в таблице.
Таблица 3.Техническая характеристика укупорывателя РР4/300-97
| Типы колпачков | Алюминиевые с накаткой диаметром 28 мм |
| Диаметр бутылки, max, мм | 115 |
| Высота бутылки, max, мм | 140-360 |
| Укупоривание головки | Тип VK 138/4 шт. |
| Производительность | 6000 бутылок/час |
| Диаметр части окружности | 300 мм |
| Диаметр max,мм | 520 |
| Высота с сортировочным устройством, мм | Ок. 2050 |
| Вес укупоривателя, кг | 850 |
| Вес сортировочного устройства, кг | 150 |
| Рабочая нагрузка, В | 220/380 |
Оформление стеклянных бутылок производится при помощи карусельной робусты К-722-692. На ней происходит автоматическая наклейка этикеток, акцизных марок, штамповка даты выпуска продукции.
Этикетки изготавливают на офсетных фабриках из белой мягкой бумаги плотностью 70-80 г/м  с повышенной способностью впитывать влагу.
с повышенной способностью впитывать влагу.
На лицевой стороне этикетки, кроме соответствующего рисунка или надписи, указывают наименование ликеро-водочных изделий, содержание в них спирта в процентах, содержание сахара в процентах, вместимость бутылки в литрах, название завода-изготовителя и ведомство, в систему которого входит завод, номер ГОСТ и розничную цену. На обратной стороне этикетки в момент наклейки ее на бутылку наносится штемпельной краской дата выпуска, число, месяц, год и номер бригады.
При оформления бутылок в экспортном исполнении на обратной стороне этикетки в виде кода наносится наименование завода-изготовителя и другие необходимые данные.
Окончательная упаковка бутылок на СОАО «БАХУС» происходит при помощи полуавтоматической упаковывающей машины ПУМ-600-М2, производитель г. Новгород (см. табл. 4). В машину на конвейере на картонной подложке поступают бутылки с готовой продукцией, отрезается пакет определённого размера и подаётся в термоусадочную машину, где под действием температуры происходит сжатие плёнки и окончательная упаковка.
Таблица 4.
Техническая характеристика упаковывающей машины ПУМ-600-М2
| Габаритные размеры, мм -длина -ширина -высота | 3400 1050 1995 |
| Электропитание | 3х380В±10%, 50Гц |
| Установленная мощность, кВт | 14 |
| Номинальное рабочее давление сжатия воздуха, МПа | 0.5±0.1 (5±1) |
| Расход воздуха, м3/час | 4.5 |
| Скорость транспортной ленты, м/мин | 2.6 |
| Размер пакета, мм -длина -ширина -высота | 300 400 360 |
| Упаковываемый материал | Плёнка полиэтиленовая термоусадочная ГОСТ25951-83 |
| Размер плёнки -толщина, мкм -ширина, мм не более | 100 600 |
| Пропускная способность термотоннеля, упаковок/мин, не более | 6 |
| Персонал, чел | 1 |
| Масса, кг, не более | 430 |
|
из
5.00
|
Обсуждение в статье: Типовая линия производства водки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы