 |
Главная |


Сварные герметичные соединения
|
из
5.00
|
Для герметичного соединения деталей в вакуумной технике могут применяться следующие виды сварок:
· газовая ацетиленовая;
· электродуговая;
· газодуговая в защитной среде;
· холодная методом пластической деформации;
· диффузионная в вакууме и сварка трением;
· электронно-лучевая.
Газовая ацетиленовая сварка применяется для малоуглеродистых сталей с толщиной стенки в месте сварки не более 2 мм. Герметичные соединения получают при сварке с отбортовкой; стыковая сварка деталей сверхвысоковакуумных систем не рекомендуется.
Электродуговая сварка может применяться для соединения деталей низковакуумных систем с толщиной стенки более 2 мм. Лучшие результаты можно получить при автоматической сварке под слоем флюса. Для сверхвысоковакуумных систем она не рекомендуется из-за недостаточной герметичности.
Газодуговая сварка в защитной среде с плавящимся и неплавящимся электродом для соединения различных металлов может применяться для всех типов вакуумных систем. Нержавеющая сталь, медь, алюминий при толщинах в месте сварки 0,1 до 2 мм свариваются в среде аргона или гелия вольфрамовым неплавящимся электродом. Лучшие результаты получаются при автоматической сварке в камерах, в которых после откачки воздуха напускается инертный газ.
Холодная сварка методом пластической деформации применяется для соединения небольших деталей из пластичных материалов (медь, алюминий). Требует сложного прессового оборудования.
Диффузионная сварка в вакууме и сварка трением применяется для соединения разнородных материалов: меди и керамики и т. д.
Электронно-лучевая сварка применяется для соединения химически активных и тугоплавких материалов, ответственных узлов из стали, меди и алюминиевых сплавов. Сварка ведется в вакуумных камерах при давлении не более 10 -3 Па.
Ко всем видам вакуумно-герметичной сварки предъявляются специальные требования.
1. Для получения герметичных соединений сварка должна вестись с постоянной скоростью; перерывы и подварки часто служат местом появления микротрещин, создающих течи.
2. Сварку желательно вести со стороны, обращенной в процессе эксплуатации в вакуум, для уменьшения количества щелей, карманов и неровностей тыльной стороны шва.
3. Допускается вогнутый шов в стыковых и угловых соединениях, получающийся при сварке без присадочного материала.
4. После изготовления сварные швы обязательно должны проверяться на герметичность с помощью вакуумных течеискателей.
К конструкции и технологии обработки деталей, которые подготавливаются к сварке, предъявляются дополнительные требования:
· детали перед сваркой тщательно очищаются и обезжириваются;
· сопряжения между свариваемыми деталями должны выполняться по скользящей посадке.
Детали для угловых швов можно подготавливать согласно одному из вариантов, показанных на рис. 3.
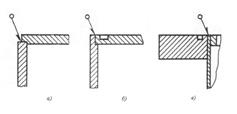
Рис.3 Конструкция угловых сварных соединений: а – без отбортовки; б – с отбортовкой; в – соединение деталей разной толщины.
Вариант рис. 3, а рекомендуется для некруглых, а вариант рис. 3, б — для круглых деталей. Соединение тонкостенной трубы с толстой плитой показано на рис. 3, в. Особенностью этой сварки является дополнительное кольцо, выравнивающее толщины свариваемых деталей. Без этого кольца сварка невозможна из-за оплавления тонкостенной детали.
Сварка фланца с обечайкой может быть выполнена различными способами, показанными на рис. 4.

Рис.4 Сварка фланцев с обечайкой: а – с подкладкой; б – без подкладки; в – с проточкой во фланце.
Во всех случаях фланцы не требуют припуска на дополнительную обработку после сварки, так как соединяются одинаковые по толщине тонкостенные элементы, а массивный фланец не успевает даже нагреться за время сварки
Сильфоны из нержавеющей стали, широко применяемые в высоковакуумной технике, могут иметь толщину стенки от 0,05 до 0,25 мм. Соединения сильфонов при сварке с трубами, фланцами и валами показано на рис. 5.

Рис.5 Сварка сильфонов: а – с трубой; 1 – труба; 2 – охранное кольцо; 3 – сильфон; б – с фланцем; 1 – фланец; 2 – охранное кольцо; 3 – сильфон; в – с валом; 1 – вал; 2 – охранное кольцо; 3 – сильфон.
Примеры конструкций плоских, цилиндрических и угловых сварных вакуумных соединений с отбортовкой и без нее показаны на рис. 6.

Рис.6 Примеры конструкций вакуумных сварных соединений: а – стыковые без отбортовки для плоских деталей; в-ж – стыковые с отбортовкой для плоских деталей; з,к – угловые с отбортовкой для плоских деталей;л – соединение фланца с тонкостенной оболочкой; м – соединение днища с тонкостенной оболочкой.
|
из
5.00
|
Обсуждение в статье: Сварные герметичные соединения |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы