 |
Главная |


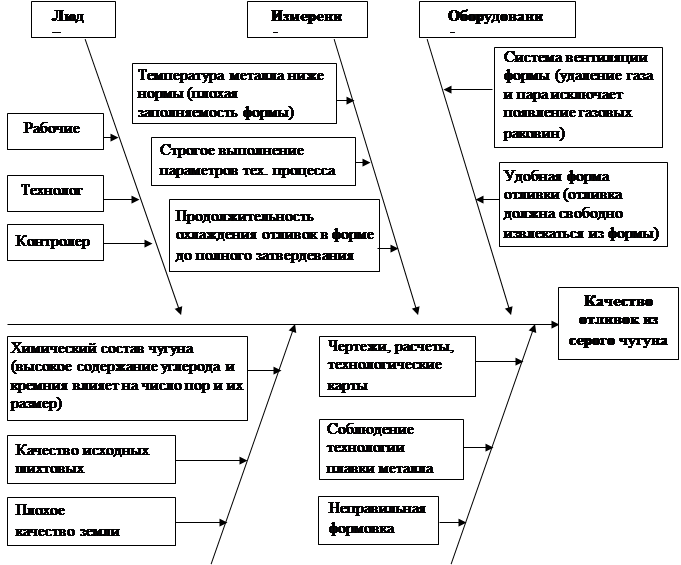
Построить диаграмму Исикавы, отражающую факторы, влияющие на качество продукции – отливок в цехе серого чугуна.
|
из
5.00
|
Диаграмма Исикавы используется как аналитический инструмент для выявления факторов влияющих на решение проблемы и выбора из них наиболее важных и поддающихся управлению и корректировке.
Изучаемая проблема условно изображается в виде прямой горизонтальной стрелки.
 | |||||
 | |||||
 | |||||
Рисунок 3. Диаграмма Исикавы.
6. Постройте диаграмму Парето и проведите на ее основе оценку основных видов дефектов при изготовлении отливок из серого чугуна, а также оценку качества отливок из серого чугуна по участкам.
| Наименование дефектов | Количество дефектов, шт. | Накопленная сумма числа дефектов | Процент числа дефектов по каждому признаку в общей сумме | Накопленный процент |
| Усадочные раковины | 86 | 86 | 27,3 | 27,3 |
| Перекос форм | 85 | 171 | 26,9 | 54,2 |
| Подутость | 79 | 250 | 25 | 79,2 |
| Бой | 35 | 285 | 11,1 | 90,3 |
| Шлаковая раковина | 30 | 315 | 9,5 | 100 |
| ИТОГО: | 315 | - | 100 | - |
Таблица 5. Контроль дефектов отливок из серого чугуна
На рисунке 4 построена диаграмма Парето по видам дефектов.
| Участок цеха | Количество брака, т. | Процент брака, % | ||
| Текущие значения | Накопленные значения | Текущие значения | Накопленные значения | |
| Заливочный | 51,2 | 51,2 | 46,2 | 46,2 |
| Формовочный | 23,6 | 74,8 | 21,3 | 67,5 |
| Плавильный | 20 | 94,8 | 18,1 | 85,6 |
| Отдел окончательной обработки | 9,7 | 104,5 | 8,8 | 94,4 |
| Смесеприготовительный | 3,2 | 107,7 | 2,9 | 97,3 |
| Стержневой | 1,8 | 109,5 | 1,6 | 98,9 |
| Прочие | 1,3 | 110,8 | 1,1 | 100 |
| ИТОГО: | 110,8 | - | 100 | - |
Таблица 6. Контроль отливок из серого чугуна по участкам
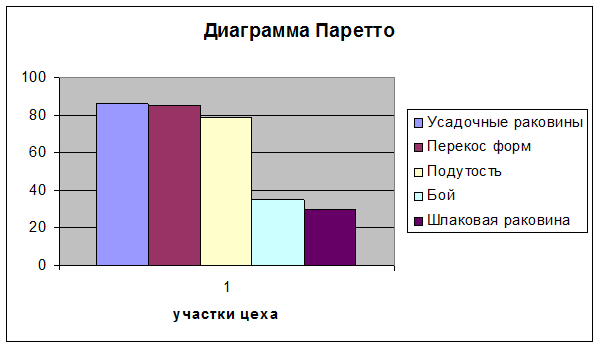
Рисунок 4. Диаграмма Парето по видам дефектов.
Из диаграммы Парето видно, что дефект усадочная раковина является самым весомым и составляет 12,445% от общего числа дефектов. Анализ этого фактора и выявления причин возникновения данного дефекта будут наиболее эффективными для решения проблем.
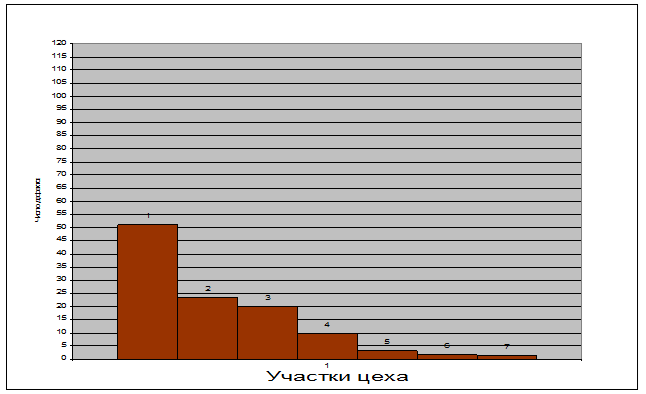
Рисунок 5. Диаграмма Парето по участкам
Из диаграммы Парето по оценки качества отливок из серого чугуна по участкам цеха видно, что больший процент брака 45,43% образуется в заливочном участке цеха.
Анализ работы этого участка цеха и выявление причин возникновения данного процента брака в заливочном участке будет эффективным для решения проблемы. Также особое внимание следует обратить на формовочный и плавильный участки цеха.
Их результаты анализа работы должны дать максимальный эффект в улучшении качества продукции и снижении количества брака.
 7. Осуществите построение контрольных карт Шухарта (( X - R )-карты) для контролируемого показателя качества – массы отливки.
7. Осуществите построение контрольных карт Шухарта (( X - R )-карты) для контролируемого показателя качества – массы отливки.
| Номер подгруппы | x1 | x2 | X 8 | X 9 | X 10 |
 x x
| R |
| 1 | 1991 | 2014 | 2028 | 2007 | 2002 | 2008,4 | 37 |
| 2 | 1968 | 2000 | 1995 | 2022 | 1986 | 1994,2 | 54 |
| 3 | 2026 | 2016 | 2005 | 1998 | 2009 | 2010,8 | 28 |
| 4 | 1967 | 2007 | 1986 | 1986 | 1979 | 1985 | 40 |
| 5 | 1996 | 2022 | 1996 | 1977 | 1983 | 1994,8 | 45 |
| 6 | 2016 | 2007 | 2002 | 1962 | 2010 | 1999,4 | 54 |
| 7 | 1988 | 2010 | 2010 | 1984 | 1968 | 1992 | 42 |
| 8 | 1968 | 2024 | 2024 | 2028 | 1991 | 2007 | 60 |
| 9 | 1968 | 2005 | 1995 | 2028 | 2020 | 2003,2 | 60 |
| 10 | 2005 | 2009 | 1981 | 1990 | 1974 | 1991,8 | 35 |
| 11 | 1985 | 2028 | 2004 | 2011 | 2008 | 2007,2 | 43 |
| 12 | 1985 | 1986 | 1998 | 1988 | 2002 | 1991,8 | 17 |
| 13 | 1988 | 2007 | 2009 | 1990 | 2025 | 2003,8 | 37 |
| 14 | 1968 | 1990 | 1979 | 1992 | 2004 | 1986,6 | 36 |
| 15 | 2028 | 2002 | 1983 | 2013 | 2002 | 2005,6 | 45 |
| 16 | 1986 | 1968 | 2010 | 2012 | 2028 | 2000,8 | 60 |
| 17 | 2028 | 1991 | 2005 | 2007 | 1999 | 2006 | 37 |
| 18 | 2007 | 1994 | 1986 | 2010 | 1990 | 1997,4 | 24 |
| 19 | 2001 | 2002 | 2022 | 1999 | 1988 | 2002,4 | 34 |
| 20 | 2012 | 1995 | 2022 | 1990 | 1968 | 1997,4 | 54 |
x = 1799,15
R = хmax-xmin= 42,1
Контрольные линии:
для х-карты –
центральная линия CL = x = 1799,15
верхняя контрольная линия UCL = x + A2R = 1799,15 + 0,577*42,1=
= 1823,44
нижняя контрольная линия LCL = x – A2R =1799,15 – 0,577*42,1=
= 1774,86
для R-карты –
центральная линия CL = R = 42,1
верхняя контрольная линия UCL = D4R = 2,115*42,1 = 89,04
нижняя контрольная линия (LCL = D3R) не рассчитывается.

Рисунок 6. Карта средних значений.

Рисунок 7. Карта размахов
Из построенных карт видно, что значения величин не выходят за границы регулирования, следовательно, технологический процесс изготовления отливок из серого чугуна протекает стабильно, вмешательство в ход технологического процесса не требуется, погрешностей нет.
8. Построить диаграмму разброса. Выявить факт наличия корреляционной связи появления брака по различным цехам. Определить количественную меру силы данной связи и оценить значимость полученной оценки при доверительной вероятности γ=0,95 и γ=0,80.
| X | Y | Х2 | у2 | х*у |
| 1,92 | 0,3 | 3,6864 | 0,09 | 0,576 |
| 3,28 | 0,4 | 10,7584 | 0,16 | 1,312 |
| 2 | 0,55 | 4 | 0,3025 | 1,1 |
| 3,1 | 0,45 | 9,61 | 0,2025 | 1,395 |
| 1,6 | 0,1 | 2,56 | 0,01 | 0,16 |
| 1,95 | 0,3 | 3,8025 | 0,09 | 0,585 |
| 1,65 | 0,5 | 2,7225 | 0,25 | 0,825 |
| 2,1 | 0,4 | 4,41 | 0,16 | 0,84 |
| 1,4 | 0,3 | 1,96 | 0,09 | 0,42 |
| 1,6 | 0,2 | 2,56 | 0,04 | 0,32 |
| 3 | 0,3 | 9 | 0,09 | 0,9 |
| 23,6 | 3,8 | 55,0698 | 1,485 | 8,433 |
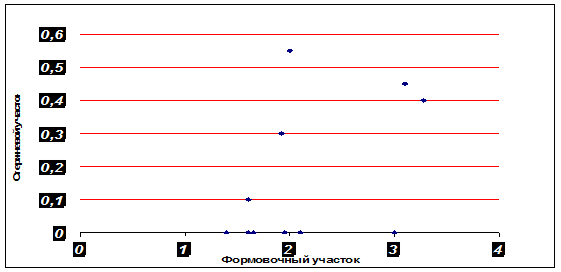
Рисунок 8. Диаграмма разброса.
1) Коэффициент парной корреляции.
r = 0,47147.
Следовательно, между параметрами существует корреляционная связь средней силы.
2) Оценка значимости коэффициента. Объем выборки n < 30.
z = 0,51196.
Область принятия гипотезы о нулевой корреляции имеет вид:
Для α = 0,05 zα/2 = 1,96
α = 0,02 zα/2 = 2,32
α = 0,01 zα/2 = 2,58
α = 0,1 zα/2 = 1,64
Зависимость между факторами х и у отсутствует.
При проверки значимости коэффициента корреляции с z - критерием Фишера видно, что zрасч < zф/2, следовательно связь между двумя участками цеха отсутствует.
Заключение
В данной работе был проведен анализ распределения контролируемого показателя качества – масса отливки. При анализе диаграммы можно сделать выводы о том, что гистограмма не имеет высокой центральной части. Такая гистограмма получается, когда объединяются несколько распределений, в которых средние значения отличаются незначительно. Среднее значение х равномерно удалено от центра нормы, но из-за большого разброса края выходят границу нормы – появляется брак.
В данной работе выполнена проверку гипотезы о нормальности эмпирического распределения контролируемого показателя качества – массы отливки с помощью χα2 – критерия Пирсона. На основе проводимых расчетов гипотеза отвергается, т.к. χрасч2 = 17,4 > χтеор2 = 11,1 и можно констатировать, что эмпирическое распределение контролируемого параметра качества не соответствует нормальному закону.
Построена диаграмма Исикавы. Так же построена диаграмму Парето и проведена оценка основных видов дефектов и оценка качества отливок из серого чугуна по участкам. Анализ работы этих участков и выявление причин возникновения данного процента брака на участках будет эффективным для решения проблемы. Построены контрольные карты Шухарта ((X-R)-карты) для контролируемого показателя качества – массы отливки. Из построенных карт видно, что значения величин не выходят за границы регулирования, следовательно, технологический процесс изготовления отливок из серого чугуна протекает стабильно, вмешательство в ход технологического процесса не требуется, погрешностей нет.
Провела анализ и простроила диаграмму разброса. Коэффициент корреляции составляет r=0,65, говорит о том, что корреляционная связь между количеством брака в цехах отсутствует.
Список используемой литературы:
1. Л.В. Борисова, В.П. Димитров, О.А. Пенязев «Статистические методы в менеджменте качества», Ростов-на-Дону, 2005 г.
2. «Управление качеством» под ред. С.Д. Ильенковой, Москва «Юнити», 2003 г.
3. О.В. Аристов – Управление качеством, г. Москва, 2004 г.
4. Справочник знаков качества и соответствия, Яндекс – Википедия.
5. Интернет
|
из
5.00
|
Обсуждение в статье: Построить диаграмму Исикавы, отражающую факторы, влияющие на качество продукции – отливок в цехе серого чугуна. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы