 |
Главная |


Патент «установка для электролитно-плазменной обработки турбинных лопаток»
|
из
5.00
|
Изобретение относится к области электрохимической обработки рабочих и направляющих турбинных лопаток. Установка содержит рабочую ванну и ванну коррекции электролита с нагревательным элементом, которые соединены между собой трубопроводом стока электролита с насосом для перекачки электролита, источник питания, положительный электрод которого соединен с зажимом для крепления, и блок управления процессом обработки, соединенный с насосом для перекачки электролита, источником питания и нагревательным элементом.
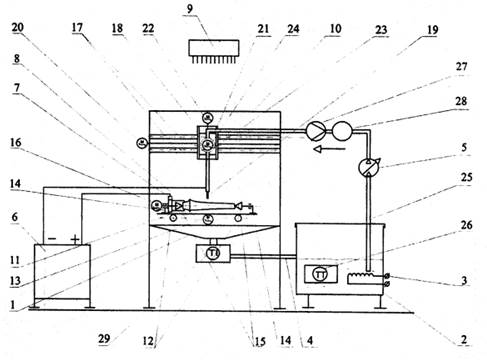
Рис. 1 Установка для электролитно-плазменной обработки турбинных лопаток
Устройство работает следующим образом.
В рабочую ванну 1 заливают электролит слабого раствора соли (3-15 вес. %), который попадает по трубопроводу стока электролита 4 в ванну коррекции электролита 2. Термоконтроллер блока управления 9 поддерживает температуру электролита 40-95°С нагревом резистивного нагревателя 3. Контроль температуры электролита осуществляется температурным датчиком 26, являющимся частью термоконтроллера. Турбинную лопатку устанавливают в токарные центры 15 опор крепления 14, установленных на подвижной платформе 11, и фиксируют зажимом 8, соединенным с положительным полюсом источника питания 7. Возможно изменение полярности подключения лопатки для проведения операций нагрева, снятия поляризации анода, формирования покрытий. Катодный модуль 19 устанавливают на расстоянии 1-18 мм до лопатки. Электролит заданной температуры подают из ванны коррекции 2 по трубопроводу подачи электролита 25 через катодный модуль 19 на турбинную лопатку. Подача электролита осуществляется насосом 5 с регулируемой скоростью вращения. Регулировка насосом скорости вращения электродвигателя позволяет устанавливать заданную плотность тока для обработки разных частей лопатки. Скорость потока и объем пропускаемого электролита регистрируются датчиками 27, 28. В момент подачи напряжения (10-480 В) между катодным модулем 19 и лопаткой происходит образование парогазовой оболочки (ПГО) и дальнейшее формирование электролитно-плазменного разряда в локальной зоне (∅ 30-1 мм). В результате формируется поверхность с низким уровнем шероховатости (Ra 0,1-0,02) в локальной зоне лопатки. В процессе электролитно-плазменной обработки отработанный электролит попадает в рабочую ванну 1, где регистрируется его текущая температура датчиком 29. Перемещение катодного модуля 19 относительно лопатки осуществляется в пяти координатах шаговыми двигателями (13, 16, 20, 22, 24) с заданной скоростью, по программе контроллера, установленного в блоке управления 9. Лопатка осуществляет два движения: поворота и поперечного перемещения. Вращение лопатки в центрах 15 осуществляется за счет привода двигателя поворота лопатки 16, закрепленного на опоре крепления 14. Поперечное перемещение относительно оси лопатки происходит за счет движения подвижной платформы 11 по направляющим 12 от привода шагового двигателя поперечного перемещения платформы 13, закрепленного на стенке корпуса 10. Катодный модуль 19 относительно лопатки осуществляет три движения: продольное, вертикальное и поворот модуля вокруг горизонтальной оси. Перемещение катодного модуля 19 в продольном направлении осуществляется блоком продольного перемещения 18 катодного модуля по направляющим 17, установленным в верхней части корпуса 10, от привода шагового двигателя продольного перемещения 20, размещенного на стенке корпуса 10. Вертикальное перемещение катодного модуля осуществляется подвижным блоком вертикального перемещения 21, установленным на блоке продольного перемещения 18, за счет привода шагового двигателя 22, установленного на блоке продольного перемещения 18. Обработка радиусных переходов лопатки осуществляется за счет поворота катодного модуля 19 узлом 23, расположенным на блоке вертикального перемещения, от привода шагового двигателя 24 поворота катодного модуля 19. В узле поворота установлен трубопровод подачи электролита 25, на одном конце которого установлен катодный модуль 19, а второй конец заведен в ванну коррекции электролита 2. Двигатель поворота катодного модуля вокруг оси устанавливается в закрытом корпусе. Двигатели 16, 22 могут быть размещены как внутри корпуса, так и вынесены за корпус с приводом через отверстия или продольные пазы. Направляющие 12,17, ходовые винты и направляющие блока вертикального перемещения могут быть оснащены, защищены гофрированными трубками от воздействия паров электролита. Результаты сравнения геометрических параметров на примере обработки радиусного перехода вершины лопатки представлены на фиг. 2: а) в исходном состоянии без обработки; б) электролитно-плазменной обработкой по прототипу; в) электролитно-плазменной обработкой на предлагаемой установке.
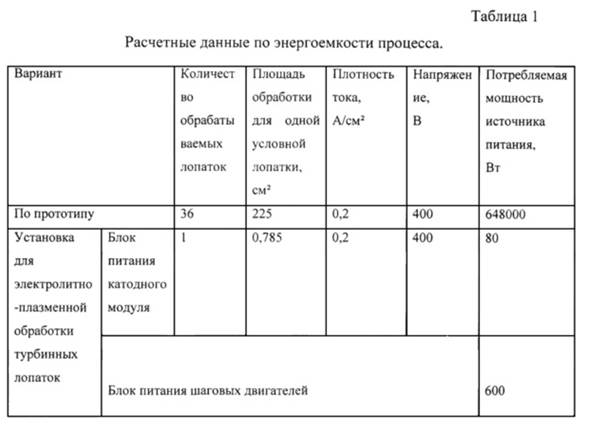
Обработка малой области по сравнению с прототипом требует установок значительно меньшей мощности. Предложенная установка по сравнению с прототипом затрачивает в несколько раз меньшую электроэнергию. Результаты сравнения даны в табл. 1
Техническим результатом является повышение точности обработки турбинных лопаток, снижение энергоемкости установки.
Для достижения технического результата предложена «Установка для электролитно-плазменной обработки турбинных лопаток». Установка содержит закрепленную в корпусе рабочую ванну, соединенную трубопроводом стока с ванной коррекции электролита, оснащенной температурным датчиком и нагревательным элементом. Над рабочей ванной установлена подвижная платформа на направляющих, соединенная с двигателем поперечного перемещения платформы, закрепленным на стенке корпуса. На платформе установлены две опоры крепления с токарными центрами, один из которых оснащен зажимом крепления и соединен с двигателем поворота в верхней части корпуса. Зажим крепления соединен с положительным электродом источника питания. В верхней части корпуса на направляющих установлен блок перемещения катодного модуля, соединенный с двигателем продольного перемещения, размещенным на боковой стенке корпуса. На блоке перемещения установлен подвижный блок вертикального перемещения, соединенный с двигателем вертикального перемещения, установленным на блоке горизонтального перемещения.
Таким образом, данное устройство за счет синхронизированного движения лопатки и катодного модуля позволяет обрабатывать не только турбинные лопатки, но и детали типа вала, детали, имеющие сложную криволинейную форму и базирующиеся в центрах.
Предложенная установка обеспечивает требуемое качество геометрических размеров лопатки в разных зонах без потери точности на узких и тонких кромках за счет формирования малой области обработки катодным модулем с возможностью согласованного перемещения его и лопатки в пяти координатах. В результате получена локальная обработка поверхности лопатки с высоким качеством и небольшими затратами электроэнергии.
Список используемой литературы
[1] Кудрявцев Владимир Николаевич научная деятельность https://cyberleninka.ru/article/n/issledovanie-ostsilliruyuschego-rezhima-energopodvoda-v-protsessah-sushki-tsukatov-iz-tykvy-v-mikrovolnovom-pole – 16.01.20
[2] ИТМО http://www.ifmo.ru/ru/ - 23.10.19
[3] направления и специальности СПбПУ Петра великого https://www.spbstu.ru/education/general-information/specializations/ - 15.11.19
[4] горный институт спб http://technolog.edu.ru/ - 23.10.19
[5] Кудрявцев Владимир Николаевич политех Петра великого патент https://patents.google.com/patent/RU2623555C1/ru -16.01.20
[6] Патенты автора Кудрявцев Владимир Николаевич https://findpatent.ru/byauthors/265179/ - 16.01.20
[7] публикации в области машиностроения Кудрявцева Владимира Николаевича https://elibrary.ru/author_items.asp?authorid=777827 -16.01.20
[8] Электрофизические и электрохимические технологии в машиностроении Кудрявцев Владимир Николаевич http://library.gpntb.ru/cgi/irbis64r_simplesite/cgiirbis_64.exe?C21COM=S&I21DBN=IBIS&P21DBN=IBIS&S21FMT=fullwebr&S21ALL=(%3C.%3EA%3D%D0%9A%D1%83%D0%B4%D1%80%D1%8F%D0%B2%D1%86%D0%B5%D0%B2,%20%D0%92.%20%D0%9D.$%3C.%3E)&Z21ID=&S21SRW=TIPVID&S21SRD=&S21STN=1&S21REF=10&S21CNR=20
|
из
5.00
|
Обсуждение в статье: Патент «установка для электролитно-плазменной обработки турбинных лопаток» |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы