 |
Главная |


Автоматизация технологического процесса
|
из
5.00
|
Задание на курсовую работу
Задание на графическую часть работы: составить функциональная схема автоматизированного контроля процесса тепловой обработки железобетонного изделия в камерах периодического действия.
2. Задание на расчетную часть работы:
2.1. Расчет сужающего устройства:
| Наименование исходных данных | Вариант № 21 |
| Измеряемая среда | Вода |
| Максимальный расход Qном.max, кг/ч | 2500 |
| Средний расход Qном.ср., кг/ч | 2000 |
| Избыточное давление Ри, кПа | 245,1 |
| Температура t, °С | 55 |
| Барометрическое давление Рб, кПа | 78,45 |
| Допустимая потеря давления на сужающем устройстве при максимальном расходе Р'пд, кПа | 24,51 |
| Диаметр трубопровода, Д мм | 75 |
| Материал трубопровода | Сталь 20 |
2.2. Расчет измерительной схемы электронного автоматического потенциометра:
| Тип термопары по ГОСТ 3044-44 | Обозначение градуировки * | Номер варианта | Предел измерения, | |
| от (tmin) | до (tmax) | |||
| ТХА | ХА | 20 | 400 | 900 |

2.3. Расчет измерительной схемы электронного автоматического моста:
| Тип термо-метра сопро- тивления. | Сопротивление термометра при | Обозначения градуировки | Номер варианта | Пределы измерения, 0С | |
| От (tmin) | До (tmax) | ||||
| ТСМ | 53 | Гр.23 | 20 | 0 | 50 |
 .
.Содержание
Задание на курсовую работу
Содержание
Введение
1. Общие сведения
2. Автоматизация технологического процесса
3. Средства автоматизации
4. Описание функциональной схемы АСК
5. Расчетная часть
5.1 Расчет сужающего устройства
5.2 Расчет измерительной схемы автоматического потенциометра
5.3 Расчет измерительной схемы электронного автоматического моста
Заключение
Библиотечный список
Введение
Автоматизация управления является одним из основных направлений повышения эффективности производства. Ускорение научно-технического прогресса и интенсификация производства невозможны без применения средств автоматизации. Ещё Ю.В. Андропов отметил, что предстоит осуществить автоматизацию производства, обеспечить широкое применение компьютеров и микропроцессорной техники.
Характерной особенностью современного этапа автоматизации состоит в том, что она опирается на революцию вычислительной техники, на самое широкое использование микропроцессорных контроллеров, а также на быстрое развитие робототехники, гибких производственных систем, интегрированных систем проектирования и управления SCADA-систем.
Применение современных систем и средств автоматизации позволяет решать следующие задачи:
· вести процесс с производительностью максимально достижимой для данных производительных сил, автоматически учитывая непрерывные изменения технологических параметров, свойств исходных материалов, изменений в окружающей среде, ошибки операторов
· управлять процессом, постоянно учитывая динамику производственного плана на номенклатуру выпускаемой продукции путем оперативной перестройки режимов технологического оборудования, перераспределение работ на однотипном оборудовании и т.п.
· автоматически управлять процессом в условиях вредных и опасных для человека.
Решение поставленных задач предусматривает целый комплекс вопросов по проектированию и модернизации существующих и вновь разрабатываемых систем автоматизации технологических процессов и производств.
Одним из направлений повышения эффективности энергетического производства является внедрение вычислительной техники в системах управления. Широкое внедрение АСУ – это объективная необходимость, обусловленная усложнением задач управления, повышением объёмов информации, которые необходимо перерабатывать в системах управления.
На сегодняшний день на любом конкурентоспособном предприятии внедрены АСУТП и АСУ, которые выполняют до 90% задач предприятия.
В организации обслуживания технологического процесса большую роль играют локальные (местные) системы управления технологическим оборудованием и процессами и предназначены для контроля и управления отдельными, несвязанными между собой системами регулирования и в иерархии образуют нижний уровень. Эти системы управления являются одноконтурными и для синхронного управления такими системами, наилучшим будет использование в управлении контроллера. Так как при непрерывном характере производства основной задачей автоматизации является автоматическое регулирование параметров, а при дискретном производстве наиболее подходит программно логическое управление.
Решение поставленных задач предусматривает целый комплекс вопросов по проектированию и модернизации существующих и вновь разрабатываемых систем автоматизации технологических процессов и производств.
Широкое внедрение систем автоматизации приносит промышленности кроме прямого экономического эффекта существенный организационный эффект, так как требует специалистов высокой квалификации, и, следовательно, повышает общий уровень организации производства (уменьшает степень неупорядоченности) и его культуры, улучшает стиль и эффективность руководства и т.д.
Уровень механизации и автоматизации производственных процессов сегодня является одним из важнейших показателей научно-технического прогресса в стране.
Общие сведения
В настоящее время в зависимости от качества применяемых цементов и бетонов, а также требуемых сроков сокращения твердения бетона в изделиях, изготавливаемых по той или иной технологии, дополнительное ускорение твердения бетона достигается путем применения:
а) механических воздействий — принудительное перемешивание с активизацией смеси, уплотнение бетонных смесей путем вибрирования с пригрузом, повторное и поличастотное вибрирование, вибропрессование, прокатка изделий и т. п.;
б) химических воздействий — введение химических добавок — ускорителей твердения, предварительная гидратация цемента, а также обработка газами;
в) физических воздействий — главным образом применение тепловой обработки (пропаривание, автоклавная обработка, электропрогрев, обогрев горючими газами, обработка в водной и масляной среде и др.).
Тепловлажностная обработка изделий на базе цементобетона значительно ускоряет твердение и улучшает при определенных условиях качество изделий по сравнению с твердением их в естественных условиях. Тепловлажностная обработка изделий придает им за несколько часов прочность, равную 50% проектной, приобретаемой ими лишь через 28 суток естественного вызревания.
Тепловлажностная обработка железобетонных изделий обеспечивается созданием горячей (в пределах от 60 до
200° С в зависимости от технологического процесса) и влажной (ωвл= =100%) среды. Создание горячей среды с температурой до 100° осуществляется в пропарочных камерах, с температурой 150—200°С — в автоклавах.
Для технологического процесса существенное значение имеет скорость подъема и понижения температуры.
В настоящее время тепловую обработку железобетонных изделий в среде насыщенного водяного пара осуществляют в камерах твердения непрерывного и циклического действия. Камеры непрерывного действия подразделяются на напольные, проходные или тупиковые и вертикальные башенные. Тепловая обработка осуществляется в этих камерах при определенном значении температур среды в каждой зоне и перемещением изделия в этих температурных зонах.
Наиболее распространенными камерами пропаривания являются ямные и тоннельные установки периодического (циклического действия). В отличие от ямных камер, где осуществляется тепловая обработка крупноразмерных изделий, а загрузка и выгрузка осуществляется в вертикальной плоскости, в камерах тоннельного типа пропариваются изделия небольших размеров и операции загрузки и выгрузки осуществляются в горизонтальной плоскости.
На большинстве заводов и полигонах наибольшее применение нашли камеры тепловой обработки ямного типа. Регулирование температуры в камере происходит при изменении притока пара, что осуществляется закрытием или открытием паровых вентилей.
Исследования характеристик ямной камеры как объекта автоматического регулирования по температуре показали, что переходный процесс повышения температуры камеры при полностью открытом паровом вентиле имеет экспоненциальный вид.
Наряду с ямными камерами твердения на заводах сборного железобетона применяют кассетные установки для пропаривания плоскокалиброванных изделий, Тепловая обработка в кассетных установках осуществляется путем контактного прогрева отформованных в них изделий, разделяемых друг от друга металлическими листами. Группа изделий располагается между паровыми рубашками.
Переходный процесс набора температуры в камерной установке во времени при полностью открытом паровом вентиле имеет вид экспоненты. Постоянная времени кассетных установок лежит в пределах от 0,1 до 0,5 ч для обычных и от 0,2 до 1 ч — для железобетонных.
При изучении пропарочной камеры как объекта регулирования установлено, что: тепловой процесс в камере обладает положительным коэффициентом самовыравнивания; процесс нарастания температуры среды при поступлении или сбросе пара происходит по экспоненциальному закону; постоянная времени этой экспоненты достаточно велика. Таким образом, пропарочная камера для системы авторегулирования является звеном инерционным с большой постоянной времени.
Математическим выражением теплового баланса для тепловой обработки будет равенство поступающего Qпи расходуемого тепла. Поступающая тепловая энергия расходуется на повышение температуры среды в объекте и на покрытие утечек тепла Qy. В распространенных до последнего времени системах автоматического регулирования температуры программируется последовательность и длительность этапов процесса тепловой обработки с позиционным регулированием температуры изотермического прогрева.
Для автоматического регулирования температуры в пропарочной камере широкое применение получили схемы с двухпозиционным элементом регулирования.
Экспериментальные исследования показывают, что постоянная времени теплового процесса в камере во много раз больше, чем постоянные времени других структурных элементов системы автоматического регулирования температуры в пропарочной камере.
Установки автоматического регулирования тепловой обработки железобетонных изделий, применяющиеся в настоящее время, можно разделить на две основные группы.
1. Установки регулирования на базе программных регуляторов, отрабатывающих необходимую программу тепловой обработки: подъем, изотермическую выдержку и спуск температуры (установки на базе программных регуляторов типа ПРТЭ, ЭРП, ПРЗ, ПУСК-ЗС).
2. Установки регулирования на базе регуляторов стабилизации, использующие дополнительные приборы и приспособления для осуществления подъема и спуска регулируемой температуры: установки на базе электронных автоматических мостов с регулирующим устройством (ЭМД, МСР и др.);установки на базе термосигнализаторов (ТСГ, ТС и др.).
Установка на базе регулятора ПРЗ (состоит из пневматического регулятора, использующего энергию сжатого воздуха; в качестве исполнительного устройства применен пневматический исполнительный механизм) в условиях заводов железобетонных изделий оказалась ненадежной. Использование установок с термосигнализатором типа ТСГ и ТС ограничено, так как длина капилляра, соединяющего термобаллон со вторичным прибором, не превышает 60 м. Установки с использованием электронных мостов очень дороги и их применение экономически невыгодно.
В промышленности применяют еще ряд установок, использующих другие регуляторы, но они также имеют недостатки в схеме или конструкции.
В результате всесторонних исследовании применяемых систем для автоматического регулирования тепловлажностной обработки железобетонных изделий установлено, что наиболее надежными и качественными являются системы на базе регуляторов ПРТЭ-2М и ЭРП.
Ниже рассматриваются лишь основные системы автоматизации кассетных установок, применяющиеся в производстве сборного железобетона.
Кассетная форма образуется из двух крайних и ряда промежуточных разделительных вертикальных щитов, расставленных друг от друга на определенном расстоянии, равном толщине формируемых панелей, и из бортовой оснастки для превращения отсека в форму, открытую сверху. Два крайних и ряд промежуточных отсеков, в которых циркулирует теплоноситель (пар),, являются тепловыми.
Система авторегулирования, которая обеспечивает автоматическое управление процессом тепловой обработки изделий в кассетных установках, основана на управлении временным циклом обработки с периодическим контролем температур. Регулируемым параметром при этом является температура пара, подаваемого в неподвижную паровую рубашку каждой кассетной установки. Общая продолжительность регулирования по указанному режиму составляет 25% всего времени цикла. Постоянная подача пара в кассету вызывает перегрев полости кассеты и значительное увеличение расхода пара. В этой системе не предусмотрена блокировка на случай падения давления в сети пароснабжения, а также проверка температуры объекта в конце цикла пропаривання с целью устранения возможности выпуска недостаточно пропаренных изделий.
В рассматриваемой системе в качестве регулируемого параметра использовалась температура пара в паровой рубашке, что в малой степени определяет характер распределения температур по объему изделий и не может обеспечивать стабильного режима обработки, предусматриваемого технологическим процессом. Отсутствие температурной блокировки в процессе изотермической выдержки может привести, с одной стороны, к недопустимому перегреву изделий, с другой — к значительному перерасходу пара. Отсутствие период» охлаждения приводит к тому, что распалубка изделий производится при температуре бетона, близкой к 100° С, что неизбежно приведет, при отсутствии специальных теплых складов или камер дозревания, к появлению трещин ввиду резких температурных перепадов.
В описанной ниже системе автоматического регулирования режима тепловлажностной обработки изделий в кассетных установках предусматривается регулирование процесса по температуре бетона в одной из секций.
При окончании процесса формования бригадир или мастер смены при помощи кнопки, находящейся на щите управления кассетами или общем пульте, подает напряжение в цепь моторного исполнительного механизма, который открывает подачу пара в кассету. Пар, поступая в кассету, начинает вытеснять из нее воздух, и при достижении через воздушный клапан определенной величины срабатывает манометрический термометр. При этом исполнительный механизм закрывает воздушный клапан, и кассета начинает работать под заданным давлением. Когда температура в изделии достигает заданной величины, установленный в нем в качестве датчика термометр сопротивления подаст сигнал на малогабаритный электронный автоматический самопишущий и регулирующий мост, который поддерживает температуру изделия в пределах заданного интервала температур, включая или выключая подачу пара в кассету посредством исполнительного механизма. Основным недостатком рассматриваемой системы является отсутствие регулирования подъема температуры и регулирования процесса по температуре бетона в одной из секций установки, что неприемлемо ввиду значительного разброса температур по объемам изделий. Кроме того, установка датчиков в тело изделий нежелательна с конструктивной точки зрения в связи с перемещением секций при распалубке, а также возможности схватывания бетона с металлическим чехлом датчика.
Регулирование процесса тепловлажностной обработки железобетонных изделий в кассетных установках таким образом неприемлемо вследствие того, что значителен перепад температур по объему изделия и нестабилен температурный режим, а также по ряду конструктивных соображений (необходимость перемещения датчика с секцией кассеты, возможность схватывания датчика бетоном и т. д.) и неэффективно, так как распределение температур по секциям паровых рубашек неравномерно и отсутствует прямая зависимость между температурой пара, поступающего в рубашки, и температурой изделия.
В результате исследований, проведенных на опытных кассетных установках, было выяснено, что наиболее полное представление о средней температуре изделия может быть получено путем измерения температуры конденсата, отводимого из паровых рубашек кассет в бак сбора конденсата, так как его температура (а конденсат стекает в обратную трубу из различных полостей паровых рубашек) характеризует среднюю теплоотдачу пара во всех секциях данной кассетной установки, что определяет усредненную температуру пропариваемых изделий.
Стабильность регулирования тепловой обработки системами автоматизации, использующими в качестве регулируемого параметра температуру конденсата, подтвердила правильность сделанного выбора. Вместе с тем, использование температуры конденсата в качестве регулируемого параметра вызывает необходимость устранения влияния на нее ряда внешних факторов, не связанных с ходом тепловой обработки в данной кассетной установке. Температура конденсата может колебаться при наличии пролетного пара в соседней кассетной установке и недостаточно надежной работе системы отвода паровоздушной смеси из бака сбора конденсата; необходимо обеспечить стабильную работу системы пароснабжения всех кассетных установок в данном цехе и интенсивный отвод паровоздушной смеси из бака сбора конденсата.
Автоматизация технологического процесса
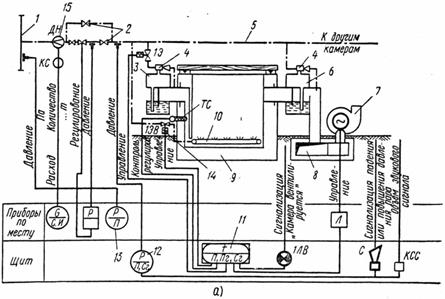

Рис.1. Автоматизация камеры периодического действия для тепловой обработки железобетонных изделий:
а — функциональная схема; 1 — гребенка; 2 — задвижка с ручным приводом: 3 —приточный затвор: 4 — эжектор; 5 — паропровод; 6 — вентиляционный затвор; 7 — вентилятор; 8— вентиляционный канал; 9— камера; 10— регистр перфорированный; 11— программный регулятор температуры: 12— манометр электроконтактный; 13— манометр; М — регулятор прямого действия «против себя»; 15 — расходомер; Л — магнитный пускатель; С — гудок; КСС — кнопка; 1ЛЕ — сигнальная лампа; 1Э, 1ЭВ — вентиль с электромагнитным приводом: ТС — термометр сопротивления; ДН — диафрагма; КС — конденсационные сосуды; б — структурная схема; 16 — теплоноситель; 17 — регулятор тепловой обработки изделий; 18 — пропарочная камера; 19 — изделие; 20 — задатчик выдержки температур; 21 — задатчнк скорости нарастания температур; 22 — задатчнк температуры паровоздушной среды
|
из
5.00
|
Обсуждение в статье: Автоматизация технологического процесса |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы