 |
Главная |


Технология дуговой сварки балки БП-2
|
из
5.00
|
Подкрановая балка – это балка, несущая рельс кранового пути и воспринимающая нагрузки от ходовых тележек мостового крана. (рис. 6)
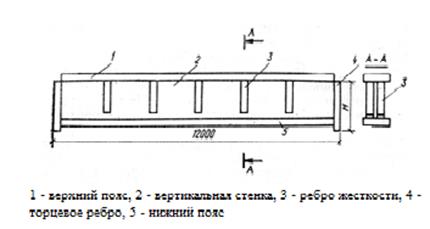
Рис. 6 Общий вид подкрановой балки
Элементы балки соединяются между собой сварными швами. Иногда применяют клепаные подкрановые балки. В торцовых ребрах подкрановых балок есть отверстия для крепления балки к колонне при помощи болтов. Нижние кромки торцовых ребер отфрезерованы, и через них передаются усилия на колонну.
Тормозной настил изготовляют из листовой рифленой стали толщиной 6 — 8 мм и укрепляют ребрами или уголками для повышения жесткости.
Прогоны выполняют из профильного металла (швеллеров, двутавров). На концах прогонов делают отверстия для крепления их к верхним поясам ферм.
Технология их сварки должна обеспечивать определенный комплекс требований, основными из которых являются равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварном шве. Для этого механические свойства металла шва и околошовной зоны должны быть  не ниже нижнего предела механических свойств основного металла. В некоторых случаях конкретные условия работы конструкций допускают снижение отдельных показателей механических свойств сварного соединения. Однако в большинстве случаев, особенно при сварке ответственных конструкций (в нашем случае подкрановой балки), швы не должны иметь трещин, непроваров, пор, подрезов. Геометрические размеры и форма швов должны соответствовать требуемым. Сварное соединение подкрановой балки должно быть стойким против перехода в хрупкое состояние. В отдельных случаях к сварному соединению предъявляют дополнительные требования. Однако во всех случаях технология сварки балок должна обеспечивать максимальную производительность и экономичность процесса сварки при требуемой надежности и долговечности конструкции.
не ниже нижнего предела механических свойств основного металла. В некоторых случаях конкретные условия работы конструкций допускают снижение отдельных показателей механических свойств сварного соединения. Однако в большинстве случаев, особенно при сварке ответственных конструкций (в нашем случае подкрановой балки), швы не должны иметь трещин, непроваров, пор, подрезов. Геометрические размеры и форма швов должны соответствовать требуемым. Сварное соединение подкрановой балки должно быть стойким против перехода в хрупкое состояние. В отдельных случаях к сварному соединению предъявляют дополнительные требования. Однако во всех случаях технология сварки балок должна обеспечивать максимальную производительность и экономичность процесса сварки при требуемой надежности и долговечности конструкции.
Прерывистые швы не целесообразны, так как при этом дополнительная концентрация напряжений.
Швы, приваривающие ребра жесткости, как правило, на прочность расчетом не проверяются. Они выполняются угловыми с катетом,
составляющим (0,3. . .0,6) от толщины вертикального листа sB. Эти швы в опорных сечениях, а также в местах приложения сосредоточенных сил непременно выполняют непрерывными. Ребра жесткости сечений в наиболее напряженных волокнах растянутой зоны иногда не приваривают  . В балках, работающих под статической нагрузкой, рекомендуется укладка односторонних угловых поясных швов при автоматической сварке и соответственно с глубоким проплавлением. Также возможна укладка односторонних швов при приварке ребер жесткости.
. В балках, работающих под статической нагрузкой, рекомендуется укладка односторонних угловых поясных швов при автоматической сварке и соответственно с глубоким проплавлением. Также возможна укладка односторонних швов при приварке ребер жесткости.
|
из
5.00
|
Обсуждение в статье: Технология дуговой сварки балки БП-2 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы