 |
Главная |


Сравнительные характеристики методов производства и обоснование применяемого в данном проекте.
|
из
5.00
|
Достоинствами ПП являются:
- Увеличение плотности монтажа.
- Стабильность и повторяемость электрических характеристик.
- Повышенная стойкость к климатическим воздействиям.
- Возможность автоматизации производства.
Все ПП делятся на следующие классы:
a) Опп – односторонняя печатная плата.
Элементы располагаются с одной стороны платы. Характеризуется высокой точностью выполняемого рисунка.
b) ДПП – двухсторонняя печатная плата.
Рисунок располагается с двух сторон, элементы с одной стороны. ДПП на металлическом основании используются в мощных устройствах.
c) МПП – многослойная печатная плата.
Плата состоит из чередующихся изоляционных слоев с проводящим рисунком. Между слоями могут быть или отсутствовать межслойные соединения.
d) ГПП - гибкая печатная плата.
Имеет гибкое основание, аналогична ДПП.
e) ППП - проводная печатная плата.
Сочетание ДПП с проводным монтажом из изолированных проводов.
Достоинства МПП:
- Уменьшение размеров, увеличение плотности монтажа.
- Сокращение трудоёмкости выполнения монтажных операций.
Металлизация сквозных отверстий.
Данный метод основан на том, что слои между собой соединяются сквозными, металлизированными отверстиями.
Достоинства:
Простой ТП.
Высокая плотность монтажа.
Большое количество слоёв.
Попарное прессование.
Применяется для изготовления МПП с четным количеством слоёв.
Достоинства:
Высокая надёжность.
Простота ТП.
Допускается установка элементов как с штыревыми так и с
планарными выводами.
Метод послойного наращивания.
Основан на последовательном наращивании слоёв.
Достоинства:
Высокая надёжность.
Мпп изготавливают методами построенными на типовых операциях используемых при изготовлении ОПП и ДПП. Исходя из соображений технологичности производства, я выбираю метод металлизации сквозных отверстий, так как он наиболее подходит к выбранной мною схеме среднесерийного производства. Так как на среднесерийном производстве используется автоматизация производства, для разработки чертежей платы я использовал программы автоматической трассировки P-CAD, которая создала 4 слоя платы размером 160´180 мм. Из этого получается один двухсторонний слой и два односторонних слоя для внешних слоёв. Выходные файлы системы P-CAD позволяют значительно автоматизировать дальнейший технологический процесс в таких сложных операциях как сверление межслойных отверстий.
Составление блок схемы типового техпроцесса.
Правильно разработанный ТП должен обеспечить выполнение всех требований, указанных в чертеже и ТУ на изделие, высокую производительность. Исходными данными для проектирования технологического процесса являются: чертежи детали, сборочные чертежи, специализация деталей, монтажные схемы, схемы сборки изделий, типовые ТП.
Блок схема типового техпроцесса.
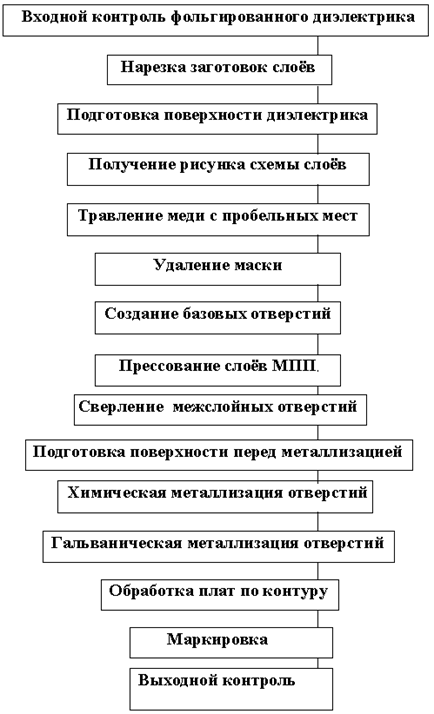
Описание ТП.
Метод металлизации сквозных отверстий применяют при изготовлении МПП. Заготовки из фольгированного диэлектрика отрезают с припуском 30 мм на сторону. После снятия заусенцев по периметру заготовок и в отверстиях, поверхность фольги защищают на крацевальном станке и обезжиривают химически соляной кислотой в ванне. Рисунок схемы внутренних слоёв выполняют при помощи сухого фоторезиста. При этом противоположная сторона платы должна не иметь механических повреждений и подтравливания фольги. Базовые отверстия получают высверливанием на универсальном станке с ЧПУ. Ориентируясь на метки совмещения, расположенные на технологическом поле. Полученные заготовки собирают в пакет. Перекладывая их складывающимися прокладками из стеклоткани, содержащими до 50% термореактивной эпоксидной смолы. Совмещение отдельных слоёв производится по базовым отверстиям. Прессование пакета осуществляется горячим способом. Приспособление с пакетами слоёв устанавливают на плиты пресса, подогретые до 120…130°С. Первый цикл прессования осуществляют при давлении 0,5 Мпа и выдержке15…20 минут. Затем температуру повышают до 150…160°С, а давление – до 4…6 Мпа. При этом давлении плата выдерживается из расчёта 10 минут на каждый миллиметр толщины платы. Охлаждение ведётся без снижения давления. Сверление отверстий производится на универсальных станках с ЧПУ СМ-600-Ф2. В процессе механической обработки платы загрязняются. Для устранения загрязнения отверстия подвергают гидроабразивному воздействию. При большом количестве отверстий целесообразно применять ультразвуковую очистку. После обезжиривания и очистки плату промывают в горячей и холодной воде. Затем выполняется химическую и гальваническую металлизации отверстий. После этого удаляют маску. Механическая обработка по контуру, получение конструктивных отверстий и Т.Д. осуществляют на универсальных, координатно-сверлильных станках (СМ-600-Ф2) совместимых с САПР. Выходной контроль осуществляется автоматизированным способом на специальном стенде, где происходит проверка работоспособности платы, т.е. её электрических параметров. Затем идет операция гальванического осаждения меди. Операция проводиться на авто операторной линии АГ-44. На тонкий слой осаждается медь до нужной толщины. После этого производится контроль на толщину меди и качество её нанесения. Далее производиться обработка по контуру ПП. Эта операция производиться на станке CМ-600-Ф2 с насадкой в виде дисковой фрезы по ГОСТ 20320-74. В этой операции удаляется ненужный стеклотекстолит по краям платы и подгонка до требуемого размера. Затем методом сеткографии производиться маркировка ПП. операция производиться на станке CДC-1, который требуемым штампом произведет оттиск на ПП маркировки. Весь цикл производства ПП заканчивается контролем платы. Здесь используется автоматизируемая проверка на специальных стендах.
Выбор материала.
Для производства Многослойных печатных плат используются различные стеклотекстолиты по условию технического задания устройство должно работать в условиях с повышенной температурой для производства внутренних слоёв платы используется двухсторонний фольгированный стеклотекстолит с повышенной теплостойкостью СТФ-2. Для внешних слоёв печатной платы используется аналогичный односторонний фольгированный стеклотекстолит с повышенной теплостойкостью СТФ-1.
10. Основные характеристики:
Фольгированный стеклотекстолит СТФ:
Толщина фольги 18-35 мм.
Толщина материала 0.1-3 мм.
Диапазон рабочих температур –60 +150 с ° .
Напряжение пробоя 30Кв/мм.
Фоторезист СПФ2:
Тип негативный.
Разрешающая способность 100-500.
Проявитель метилхлороформ.
Раствор удаления хлористый метилен.
|
из
5.00
|
Обсуждение в статье: Сравнительные характеристики методов производства и обоснование применяемого в данном проекте. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы