 |
Главная |


Режимы работы и фонды времени
|
из
5.00
|
В настоящее время в литейные цеха применяются два режима работы: последовательный и параллельный.
Последовательный режима работы принят на участке ручной формовки, все операции выполняются на одной и той же производственной площадке в разное время суток. Параллельный режима работы применяют на всех остальных участках сталелитейного цеха. В соответствии со статьей 73 кодекса законов о труде Украины работа на предприятиях, в учреждениях, организациях не проводится в следующие праздничные дни и дни религиозных праздников: 1, 7 января; 8 марта; 1, 2, 5, 6, 9 мая, 28 июня; 24 августа. Итого в 2005 году 10 праздничных дней. В соответствии со статьей 50 КЗОТ Украины, нормативная продолжительность рабочего времени работников не должна превышать 40 часов в неделю. Действительный годовой фонд времени рабочих мест принимается равным номинальному фонду и при 40 часовой рабочей неделе составляет 2010 часов.
Производственная программа сталелитейного цеха
Производственная программа сталелитейного цеха содержит задание на годовой выпуск литья на каждое изделие, в зависимости от рода металла. В производственной программе так же указываются изделия, которые используются как запчасти. В таблице ХХХ приведена производственная программа сталелитейного цеха старокраматорского машиностроительного завода.
Таблица – 2.Производственная программа цеха завода СКМЗ.
| Весовой разброс | Детали | Годовой выпуск | Вес одной отливки | Масса отливок кг/Год | Годовой выпуск по группе, кг | Годовой выпуск приведенный кг | Коэффициент приведения | Приведённый годовой выпуск погруппе шт | ||
| До 100 | Обойма | 940 | 25 | 23500 |
565 960 |
171 000 |
3,3 |
12540 | ||
| Обойма | 740 | 85 | 62900 | |||||||
| Рычаг | 1116 | 95 | 106020 | |||||||
| крышка | 300 | 63 | 18900 | |||||||
| крышка | 500 | 40 | 20000 | |||||||
| крышка | 820 | 15 | 12300 | |||||||
| Кронштейн | 1110 | 45 | 47500 | |||||||
| Фланец | 1300 | 60 | 78000 | |||||||
| Кронштейн | 680 | 38 | 25840 | |||||||
| Подпятник | 3800 | 45 | 171000 | |||||||
| 100-250 | Втулка | 950 | 480 | 456000 |
2 710 160 |
456000 |
5,9 |
5605 | ||
| Обойма | 910 | 335 | 304850 | |||||||
| Крышка | 320 | 132 | 42240 | |||||||
| Рычаг | 810 | 200 | 162000 | |||||||
| Корпус | 500 | 210 | 105000 | |||||||
| Крышка | 930 | 250 | 232500 | |||||||
| Шайба | 400 | 400 | 160000 | |||||||
| Хомут | 650 | 100 | 65000 | |||||||
| Корпус | 430 | 214 | 92020 | |||||||
| Фиксатор | 790 | 265 | 209350 | |||||||
| Подшипник | 1000 | 250 | 250000 | |||||||
| Подшипник | 800 | 180 | 144000 | |||||||
|
| Рычаг | 500 | 250 | 125000 | ||||||
| Рычаг | 760 | 260 | 197600 | |||||||
| Рычаг | 970 | 320 | 310400 | |||||||
| 500-1000 | Втулка | 600 | 700 | 420000 |
10 456 950 |
2500000 |
4,1 |
4100 | ||
| Плита | 543 | 650 | 352950 | |||||||
| шкив | 2000 | 530 | 1060000 | |||||||
|
| Крышка | 830 | 1200 | 996000 | ||||||
| Сегмент | 900 | 1050 | 945000 | |||||||
| Сегмент | 480 | 1450 | 696000 | |||||||
| Корпус | 1000 | 2500 | 2500000 | |||||||
| Траверса | 460 | 400 | 184000 | |||||||
| Траверса | 670 | 3300 | 2211000 | |||||||
| Стойка | 364 | 3000 | 1092000 | |||||||
| Свыше 5000 | Плита | 500 | 7000 | 3500000 |
11 183 000 |
4788000 |
2,3 |
1449 | ||
| Корпус | 630 | 7600 | 4788000 | |||||||
| стакан | 193 | 15000 | 2895000 | |||||||
| итого |
| 24 916 000 | 24 916 000 |
| ||||||
Порядок составления производственных заданий.
Ежемесячно отдел планирования производства планирует цеху объемы производства и перечень заказов, которые необходимо изготовить в наступившем месяце. Согласно производственного плана цеха составляется и выдается программу каждому участку цеха, где указываются заказы, чертежи, количество деталей на заказ. Ежедневно старший мастер участка составляет сменно-суточное задание, в котором указывает заказы, чертежи, количество форм и отливок, которые необходимо изготовить за смену. Задание выдается бригадиру и сменному мастеру, которые распределяют работу между работниками.
В конце каждой смены бригадир и сменный мастер отмечают в задании изготовленные формы и отливки и возвращают сменное задание мастеру.
Организация технического контроля в цехе
Технический контроль в цехе осуществляется работниками ОТК и технологического бюро цеха. Контроль осуществляется на всех стадиях технологического процесса. Поступающие материалы контролируются по наличию сертификатов и лабораторных испытаний. Несколько раз в смену контролируется состав на соответствие его свойствам. Производится контроль процесса формовки, плавки и выбивки.
Окончательный контроль отливки проходят на обрубном участке. Работники ОТК проверяют геометрические размеры отливок, механические свойства, устанавливают отсутствие внешних поверхностных и внутренних дефектов.
Склад шихтовых материалов
Шихтовой пролет предназначен для хранения шихтовых, шлакообразующих и заправочных материалов. В связи с тем что сталелитейный цех является цехом с большим объёмом производства склад шихтовых материалов находится в здании самого цеха. На шихтовом пролете установлены дробилки для измельчения известняка, каменного угля, ферросплавов; магнитно – грейферные краны, закрома, сушилочная печь с выкатным подом, шаровая мельница.
На этом складе хранятся также исходные формовочные материалы, огнеупорные материалы. Склад имеет ворота для железнодорожного состава. Таким образом, шихтовые и формовочные материалы на склад подаются по железной дороге
Количество материалов, хранящихся на складе, определяется согласно расчётам плавильного и смесеприготовительного отделений. Расход вспомогательных материалов устанавливаем на основании норм расхода. Ведомость материалов шихтового двора приведена в таблице – 3.
Таблица – 3Ведомость материалов шихтового двора.
| Наименование материала | Расход на 1т стали |
| Лом стальной | 9,1 |
| Ферромарганец | 13 |
| Ферросилиций | 12 |
| Доломит | 15 |
| Магнезит | 18 |
| Электроды | 8,7 |
| Стопорные трубы | 5,5 |
| Пробки, стаканы | 4,5 |
| Кирпичи шамотные | 10,38 |
| Кирпичи динасовые | 11,5 |
| Кирпичи магнезитовые | 15 |
| Кирпичи хромистые | 5 |
| Кирпичи хромисто-магнезитовые | 6 |
| Кирпичи аммонийные | 1 |
| Камень известняк | 8,7 |
| Песок кварцевый | - |
| Песок Часов-ярский | - |
| Песок Бамтышевский | - |
| Песок Гусаровский | - |
| Глина огнеупорная | - |
| Руда железная | 40 |
| Плавиковый шпат | 6,5 |
| Коксовый отсев | 5,5 |
Места хранения представляют собой закрома для различных материалов, разделенные перегородками. Высота хранения в них составляет 5...6 м. Размельчение руды, производится в две ступени: сначала грубое (дробление), а затем тонкое (размалывание). Шихтовые материалы разгружаются с платформы с помощью электромагнитной шайбы. Сыпучие материалы разгружают с помощью грейфера. Шихтовые материалы хранятся в закромах. Имеются закрома для : передельного чугуна, закрома для железного лома, закрома для отходов собственного производства, закрома для электродов. Также есть закрома для хранения ферромарганца, ферросплавов, плавикового шпата.
Сыпучие материалы хранятся в следующих бункерах: бункера для хранения кокса, бункера для хранения молотой огнеупорной глины, бункер для хранения железной руды.
3 Смесеприготовительное отделение
Песок и формовочные материалы поставляются на завод в отделение смесеприготовления в вагонах по железнодорожному полотну, после чего грейфером осуществляют разгрузку в закрома. Конструкцию грейфера приведена на рисунке -1.

1, 6 – Челюсти, 2. Замыкающий канат, 3- Поддерживающий канат, 4 -Верхняя траверса, 5- Полиспаст, 7-Нижняя траверса.
Рисунок -1 Схема двухканатного грейфера
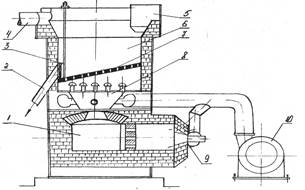
Передача материалов в отделение осуществляется при помощи ленточных транспортеров. Формовочный материал (песок) просушивают на установке сушки песка в кипящем слое или в барабанных сушилках. Конструкцию горизонтального сушила приведена на рисунке – 2.

1-электродвигатель; 2-разгрузочная камера; 3-вентиляционная система 4-барабан; 5-зубчатый венец; 6-загрузочная воронка; 7-топка; 8-редуктор; 9-сменная шестерня.
Рисунок – 2 Схема горизонтального сушила
Из топки 7 направляются в барабан 4, куда по загрузочной воронке 6 поступает песок для сушки. В барабане имеются винтовые лопатки., которые распределяют песок по отдельным ячейкам, образованным продольными и каналами и системой радиальных перегородок. Привод сушила состоит из электродвигателя 1, редуктора 8, уравнительной муфты, сменных шестеренок 9, ведущей шестерни и зубчатый венец 5.
Конструкцию установки для сушки песка в кипящем слое приведена на рисунке -3.
1-разгрузочный желоб, 2-регулирующая заслонка, 3-рубопровод отходящих газов, 4-загрузочная воронка, 5-сушильная камера, 6-газораспределительная решетка, 7-смесительная камера, 8-газовые горелки,9-вентилятор.
Рисунок -3 Схема установки для сушки песка в кипящем слое
После сушки подается в камеру 6, по дну которой представляет газораспределительную решетку 7. Горячие газы проходя тонкими струйками через слой песка , лежащий на этой решетке, приводят в движение его частицы, в результате чего образуется «кипящий слой».
Сухой формовочный материал смешивают для получения формовочной смеси в бегунах . Над бегунами расположены бункера, с различными компонентами. Схема смесителей с вертикальными катками приведена на рисунке -4

1-неподвижная чаша; 2-два гладких катка; 3-центральный вертикальный вал; 4-оси; 5,6- плужки; 7- люк.
Рисунок -4 Схема смесителей с вертикальными катками
Катковые бегуны имеют неподвижную чашу 1 два катка с (посаженными на оси 4), которые катятся по слою смешиваемого материала вокруг центрального вертикального вала 3. При помощи плужков 5 и 6 смешиваемый материал направляется под катки. Между катками и днищем чаши имеется регулируемый зазор ( до 25 мм), который предотвращает дробление катками песчаных зерен смеси. Готовый замес выгружается из смесителя через люк 7 в днище чаши. Качество смешивания проверяется пробами смеси и анализа в лаборатории. После чего ленточным транспортером смесь поступает в основной корпус цеха.
Часов-Ярский песок мелкий полужирный песок, содержит глины от 10 до 20%. Применяется для изготовления песчаног-линистых формовочных смесей. Переработке этот песок не подвергается. Подача песка к бегунам производится с помощью грейферного крана (рис.4.1), тарельчатого питателя и при помощи ленточных транспортеров.
Староверовский и Вольногорский пески кварцевые, мелкие. Содержат глины до 2%. Староверовский песок применяют в основном при изготовлении смесей на основе жидкого стекла, Вольногорский - для изготовления ПСС и ХТС. Эти пески сушат в барабанных сушилах (рис,4.2), и в установке для сушки
Некоторые формовочные смеси приготавливаются непосредственно на формовочно-стержневом участке, а именно: на участке изготавливается смесь на хромитовом порошке, ХТС и ПСС .
Плавильное отделение
Плавка ведется в двух электродуговых печах типа ДСВ-10 и ДС-5М ёмкостью 10 и 5 тонн. Технические характеристики печей приведены в таблице – 4.
Таблица-4Технические характеристики печей
| ДСВ-10 | ДС-5М | |
| Диаметр печи | 3920 | 3600 |
| Ёмкость печи | 10 | 5 |
| Вес метало завалки | 13,6 | 6,9 |
Шихтовка плавок производится по специальным правилам, которые зависят от вида и способа выплавляемого металла. Завалка шихты в электродуговые печи производится при помощи бадьей. Перед включением электродуговых печей проверяют чтобы шихта не касалась электродов.
Используемые печи называют ещё печами прямого действия, т.к. электрическая дуга возникает непосредственно между электродом и расплавленным металлом. Электрический режим работы дуговой печи зависит от режима процесса плавки. При расплавлении металлического лома печь работает на максимальной мощности. При доводке жидкого металла до нужного химического состава мощность печи сравнительно невелика.
Регулировать режим печи можно, изменяя напряжение на электродах или длину дуги, т.е. силу тока дуги. В первом случае переключают трансформатор с одной ступени на другую, во втором - опускают или поднимают электроды с помощью автоматической системы.
На рисунке 5 изображена дуговая электрическая печь. Печь подключают к трехфазной сети промышленной частоты напряжением 6...35 кВ. Печь состоит из следующих основных узлов: стального кожуха (каркаса), футеровки печи ( под, стены, свод ), механизма наклона печи, электродов и механизма перемещения электродов.

1 - электрод, 2 – колоны, 3 – проводники тока, 4 – каретки, 5 – электрододержатели, 6 – холодильники, 7 – тросы, 8 – механизм перемещения кареток, 9 – кожух, 10 – набивной под, 11 – летка, 12 – опорные рейки, 13 – свод, 14 – рабочая площадка.
Рисунок -5Система дуговой электрической печи.
Кожух печи цилиндрический. Кожух сваривают из листовой стали. Толщина стенок - 12-15 мм. Днище кожуха сферическое. В кожухе вырезают отверстия для загрузочного окна и металлической летки. Кожух печи несет на себе всю тяжесть футеровки и расплавляемого материала и испытывает термические напряжения, поэтому он должен быть большой прочности.
Механизм наклона печи. Для слива металла из печи ее необходимо наклонять в сторону сливного носка на угол, равный 40°- 45°; для скачивания шлака печь необходимо наклонять в сторону рабочего окна на угол равный 10°- 15°. Кожух печи опирается на литую постель, установленную на фундаменте, двумя литыми сегментами, жестко соединенными с кожухом. На сегментах и литой постели выполнены зубцы, надежно фиксирующие печь. Печь наклоняется при вращении винта, который ввинчен в гайку, шарнирно закрепленную на одном из сегментов. Футеровка печи состоит из трех основных частей: подины, стен и свода. Подина, изготовляемая из огнеупорных материалов, состоит из трех слоев. Первый слой, соприкасающийся с жидким металлом и шлаком, набивной из магнезитового порошка, связанного каменноугольной смолой. Толщина набивки около 200 мм. Второй слой футеровки выполняют из огнеупорного кирпича. Для печей с основными шлаками - магнезитовый огнеупорный материал. Третий слой - теплоизоляционный из шамота, диатомита и асбеста. Набор шихты производится с помощью крана, имеющего магнитную шайбу. Шихта подбирается в короба и с шихтового пролета подается на тележке к печам. ьСтены печей в зависимости от процесса выкладывают из динасового или магнизитового кирпича. На эти кирпичи укладывают слой шамотного кирпича, затем слой диатомитового порошка, последний слой асбеста наклеивают на кожух печи. Свод изготавливают с помощью специального шаблона из электродинасового нормального и фассонного кирпича.
На участке цветного литья для плавки цветных металлов применяют печь электрического сопротивления.
Заливочное отделение
В цехе для заливки форм используют два стопорных ковша. Ковш имеет стопор. Разливка производится путем открывания стопора в днище ковша. Ковши имеют кислую футеровку. Футеровка ковша выдерживает до 20 разливов. Стопор имеет стойкость в 1-2 разливки. Поэтому в заливочном отделении имеется участок подготовки стопоров. На ковше имеется рычажный механизм открытия и закрытия стопора при разливке стали.
Разливочное отверстие закрывается стопором, на конце которого имеется стопорная чашечка. Отработанные ковши выбивают при помощи пневматических отбойных зубил. Выбитая футеровка идет в отвал. После выбивки футеровки ковш просушивается. Его кладут на бок и в него направляется пламя газовой горелки. Ковш сушат до полной просушки. заливочное отделение совмещено с участком ремонта крышек электропечей. В виду большой температуры (1650-1700°С) своды электропечей быстро прогорают, поэтому своды перефутеровывают. Огнеупорные материалы на участок ремонта сводов подают в коробах и кранов. На участке стального литья находятся две инерционные выбивные решетки (ГП-7,5 т).
Как показывает практика такой способ заливки трудоемок, ненадежен и небезопасен. Сейчас переходят к заливочным устройствам, в которых выдача металла в форму производится непосредственно из заливочной печи путем выжимания его сжатым воздухом ( газами ), а дозирование осуществляется при помощи реле времени, включающего подачу сжатого воздуха . Лучше всего , когда в цехе установлена автоматическая заливочная линия, которая компактна, производительна и не требует большой физической силы от рабочих.
Формовочное отделение
|
из
5.00
|
Обсуждение в статье: Режимы работы и фонды времени |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы