 |
Главная |


Предварительный расчет валов
|
из
5.00
|
Для предварительного вычерчивания сборочных чертежей коробки подач необходимо ориентировочно определить диаметры валов. Так как на данном этапе проектирования неизвестны ни длины валов, ни места приложения и величины сил и опорных реакций, то предварительный расчет валов производится только на кручение по пониженным допускаемым напряжениям, которые принимаются в пределах: 
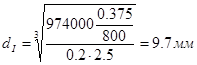
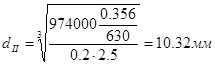
Диаметры валов определяются по формуле:
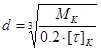
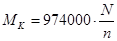
Где N – мощность на рассчитываемом валу, n – наименьшее число оборотов рассчитываемого вала.
 Принимаем
Принимаем 
 Принимаем
Принимаем 
 Принимаем
Принимаем 
 Принимаем
Принимаем 
 Принимаем
Принимаем 
Уточненный расчет валов
Применение ЭВМ значительно ускоряет проведение расчетов и исключает ошибки вычислений.
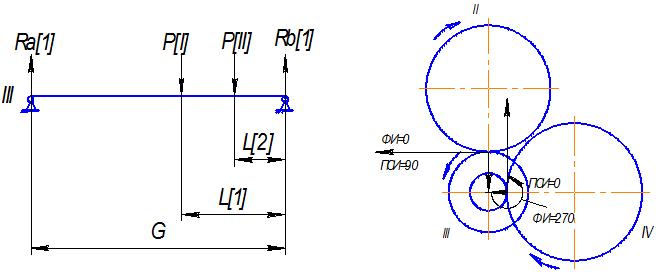
Определим расчетную схему
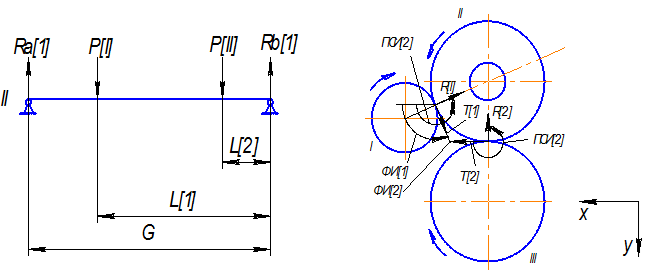
Исходные данные для расчета
N = 4
Mкр= 86,89 - крутящий момент на расчетном валу
G = 29,5 Расстояние между опорами
СИГМ =550 кг/см2 допускаемое напряжение материала
D =4;4.2;107;107 см. – диаметры колес (делительные)
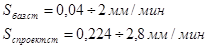
ФИ =1;9;0;0 - углы действия сил (радиан)
ПСИ =3.49;4;71;0;0; - углы действия сил
L =27.8;9.8;0;0; см. – расстояние до сил
Исходные данные для расчета
N = 4
Mкр= 823,6 - крутящий момент на расчетном валу
G = 29,5 Расстояние между опорами
СИГМ =550 кг/см2 допускаемое напряжение материала
D =5,2;7,2;107;107 см. – диаметры колес (делительные)
ФИ =0;4,71;0;0 - углы действия сил (радиан)
ПСИ =1,57;0;0;0; - углы действия сил
L =9,75;22,5;0;0; см. – расстояние до сил
Смазка станка
Систематическая и своевременная смазка станка, применение масел надлежащего качества и постоянное наблюдение за правильным функционированием смазочных устройств обеспечивает длительную сохранность станка.
Механизмы, расположенные внутри сверлильной головки смазываются автоматически, от специального плунжерного насоса, смонтированного на рукаве и подающего масло в маслораспределитель, из которого оно поступает к смазывающему фильтру. Шестерни редуктора механизма подъема рукава смазываются разбрызгиванием масляной ванны в редукторе. Остальные трущиеся элементы станка смазываются вручную.
Контроль масла в корпусе гидрозажима колонны, в корпусе механизма подъема рукава производится вручную, щупами. Уровень масла в корпусе сверлильной головки и в корпусе гидростанции сверлильной головки контролируется через маслоуказатель. Перед заливкой масло должно быть предварительно профильтровано. Смену масла рекомендуется производить через каждые два месяца.
Нижние подшипник шпинделя смазываются солидолом через пресс-масленку. Смазка верхних подшипников шпинделя и пиноли шпинделя производится из ванны верхнего гнезда подшипников коробки скоростей.
Марки смазочного материала:
Масло индустриальное 20 ГОСТ 1707-81
Масло индустриальное 30 ГОСТ 1707-81
Солидол жировой УС-3(Т) ГОСТ 1033-81
Заключение
Выполнение данного курсового проекта помогло привить навык к конструкторской работе, ближе познакомится с назначением, конструкцией и техническими характеристиками радиально-сверлильных станков в общем и коробкой подач в частности.
Курсовое проектирование по оборудованию машиностроительного производства является наивысшей работой, без которой нет становление специалиста высокого уровня, а следовательно, нет успехов в машиностроении.
Спроектированная коробка подач радиально-сверлильного станка выгодно отличается от коробки подач базового станка 257 большими пределами подач:
|
из
5.00
|
Обсуждение в статье: Предварительный расчет валов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы