 |
Главная |


Литье полимеров под давлением
|
из
5.00
|
Основные технологические характеристики полимерных материалов.
Полимеры могут находиться в твердом и жидком состояниях (газообразное состояние для них не характерно), кристаллическом и аморфном фазовых состояниях, а также в стеклообразном, высокоэластическом и вязкотекучем деформационных физических состояниях.
Полимеры имеют высокую стойкость в таких средах, как щелочи и концентрированные кислоты. В отличие от металлов они не подвержены электрохимической коррозии. С увеличением молекулярной массы снижается растворимость полимеров в растворителях органического происхождения. Полимеры с пространственной структурой практически не подвержены действию органических растворителей.
Для полимеров характерен широкий диапазон механических характеристик, сильно зависящий от их структуры. Кроме структурных параметров большое влияние на механические свойства полимеров оказывают внешние факторы: температура, длительность и частота или скорость нагружения, давление, вид напряженного состояния, термообработка, характер окружающей среды и др.
Особенностями механических свойств полимеров являются их удовлетворительная прочность, но малая жесткость по сравнению с металлическими материалами.
Одной из основных характеристик полимеров является деформируемость. По деформируемости (или податливости) полимеров в широком температурном интервале чаще всего оценивают их основные технологические и эксплуатационные свойства.
Для полимеров характерны ярко выраженная анизотропия свойств, снижение прочности и развитие ползучести при длительном нагружении. Вместе с тем полимеры обладают высоким сопротивлением усталости. Для полимеров характерна более резко выраженная температурная зависимость механических свойств по сравнению с металлами.
Литье полимеров под давлением
Литье пластмасс под давлением применяют преимущественно для изготовления изделий из термопластов. Осуществляют под давлением 80-140 МПа на литьевых машинах поршневого или винтового типа, имеющих высокую степень механизации и автоматизации. Литьевые машины осуществляют дозирование гранулированного материала, перевод его в вязкотекучее состояние, впрыск дозы расплава в литьевую форму, выдержку в форме под давлением до его затвердевания или отверждения, размыкание формы и выталкивание готового изделия. При переработке термопластов литьевую форму термостатируют, а при переработке реактопластов нагревают до температуры отверждения. Давление литья зависит от вязкости расплава материала, конструкции литьевой формы, размеров литниковой системы и формуемых изделий. Литье при сверхвысоких давлениях уменьшает остаточные напряжения в материале, увеличивает степень ориентации кристаллизующихся полимеров, что способствует упрочнению материала и обеспечивает более точное воспроизведение размеров деталей. Давление в литьевой форме при заполнении расплавом полимера повышается постепенно и распределяется по длине оформляющей полости неравномерно вследствие высокой вязкости расплава и быстрого ее нарастания при охлаждении или отверждении. Литье пластмасс под высоким давлением позволяет изготовлять детали массой от долей грамма до нескольких килограммов. При выборе машины для формования изделия учитывают объем расплава необходимый для его изготовления, и усилие смыкания, требующееся для удержания формы в
замкнутом состоянии в процессе заполнения расплавом оформляющей полости.
Метод характеризуется высокой продуктивностью. Изделия, полученные данным методом, имеют высокую прецезионность и требуют минимальной механической обработки.
Для выравнивания давления и улучшения условий заполнения формы применяют литье под давлением с предварительным сжатием расплава, инжекционное прессование, литье под давлением с наложением механических колебаний и др. методы.
57. Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании полимерного или композиционного материала, обладающего высокой вязкостью в жидком состоянии, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия с поперечным сечением нужной формы, с последующим охдаждением
Основным оборудованием экструзионного процесса является червячный пресс или экструдер, оснащенный формующей головкой. В экструдере полимерный материал расплавляется, пластицируется и затем нагнетается в головку. В абсолютном большинстве случаев используются различные модификации одно- и двухчервячных экструдеров, называемых также червячными прессами. Иногда применяют дисковые и поршневые пластикаторы.
Экструзии поддаются практически все термопласты. Единственное ограничивающее условие - все подлежащие переработке полимеры в состоянии плавления должны обладать высокой степенью вязкости. Это необходимо для того, чтобы выходящий из формующей головки расплав не растекался, а сохранял на короткое время приданную ему форму. Высокая вязкость расплава достигается либо высокой степенью полимеризации, либо введением в полимер определенных добавок.
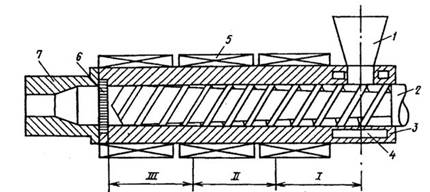 Схема одношнекового экструдера:
Схема одношнекового экструдера:
1- бункер; 2- червяк (шнек); 3- цилиндр; 4- полость для циркуляции воды; 5- нагреватель; 6- решетка с сетками; 7- формующая головка.
Зона питания (I) ;Зона пластикации и плавления (II);Зона дозирования (III).
Прессование.
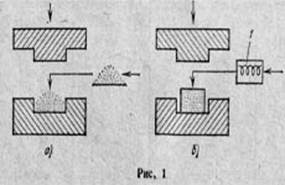
Прямое прессование пластмасс без предварительного подогрева. Подготовленную по массе или объему дозу пресс-порошка загружают в нагретую форму где под действием температуры и давления материал принимает заданную форму и выдерживается до отверждения. Такой технологический процесс можно эффективно применять при изготовлении преимущественно изделий малой высоты, требующих засыпки порошка тонким слоем, а также изделий с малой (до 2 мм) толщиной стенок и несложной конфигурации.
Прямое прессование пластмасс с предварительным подогревом таблетированного материала. Таблетированный на гидравлических или механических таблет-машинах материал разогревается, например в генераторах 1 токов высокой частоты, до требуемой температуры и загружается в форму, где происходит процесс прессования аналогично предыдущему
Литьевое прессование пластмасс. При этом методе предварительно подогретый в нагревательном устройстве таблетированный материал загружается не непосредственно в форму, а в специальную камеру, откуда под давлением плунжера масса перетекает через литниковую систему в оформляющие полости предварительно сомкнутой формы; здесь при дальнейшей выдержке под давлением материал отверждается. Так как при литьевом прессование пластмасс давление в момент запрессовки не передается непосредственно на стенки оформляющих полостей, а повышается в них после их заполнения, появляется возможность получения изделий с тонкой и сложной арматурой.
|
из
5.00
|
Обсуждение в статье: Литье полимеров под давлением |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы