 |
Главная |


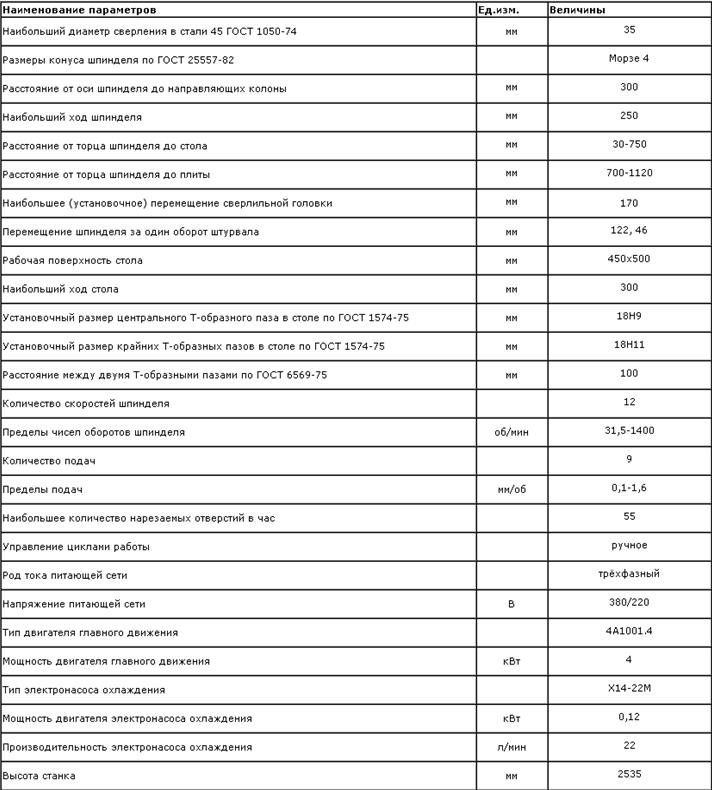
Технические данные станка
|
из
5.00
|
Средства технического оснащения
-станок модели 2Н135:
-стенд с инструментом, предназначенным для выполнения техно-
логических операций на вертикально-сверлильном станке:
- плакаты технологических процессов механической обработки за
готовок:
- мерительный и вспомогательный инструмент:
- машинные тиски.
Сверлильный станок
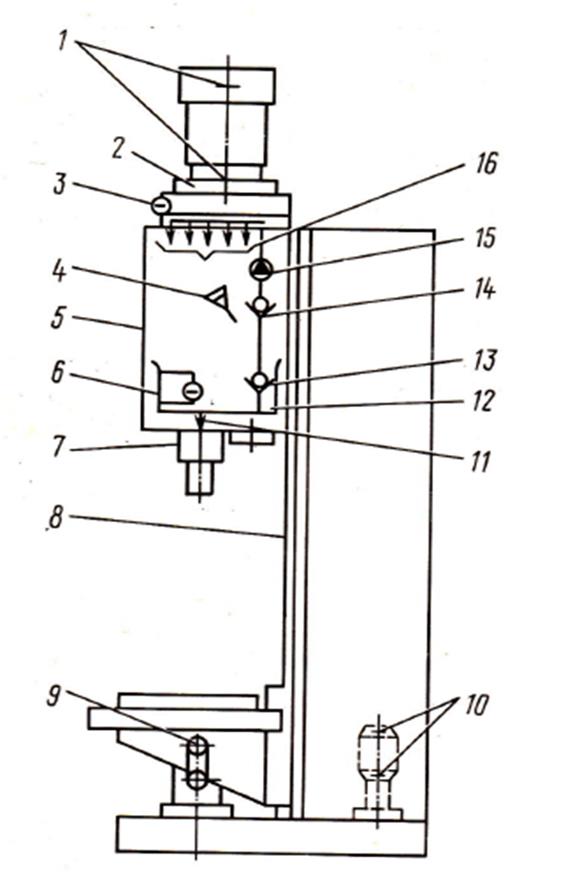
Одношпинделъный вертикально-сверлильный станок модели 2Н135.
Марка означает: 2 - станок сверлильной группы, Н - модернизированный, 1 -
вертикальный, 35 - наибольший диаметр сверла в мм.
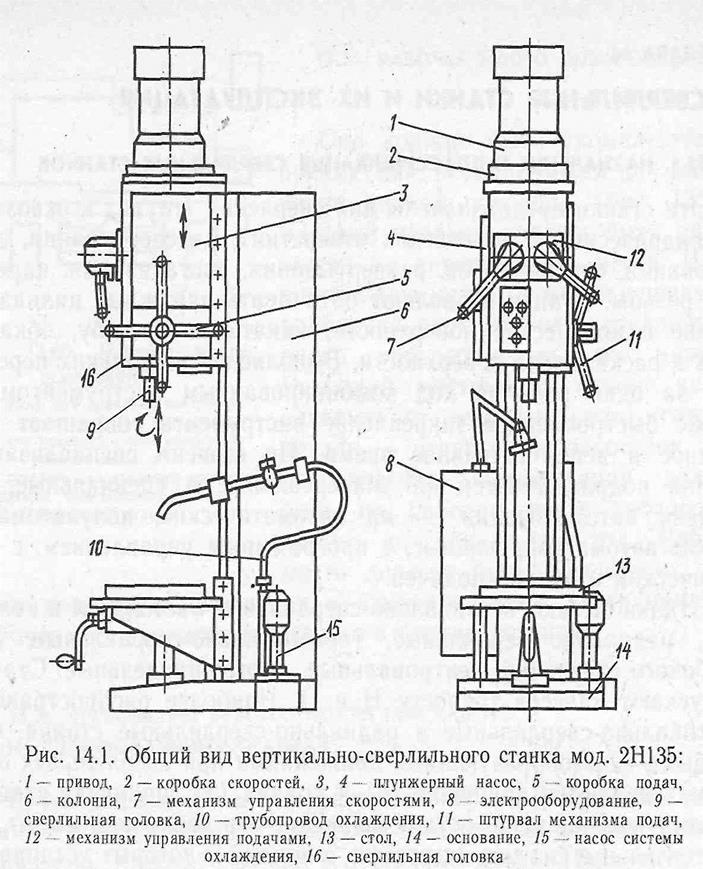
 Общий вид вертикально-сверлильного станка модель 2Н135
Общий вид вертикально-сверлильного станка модель 2Н135
 |
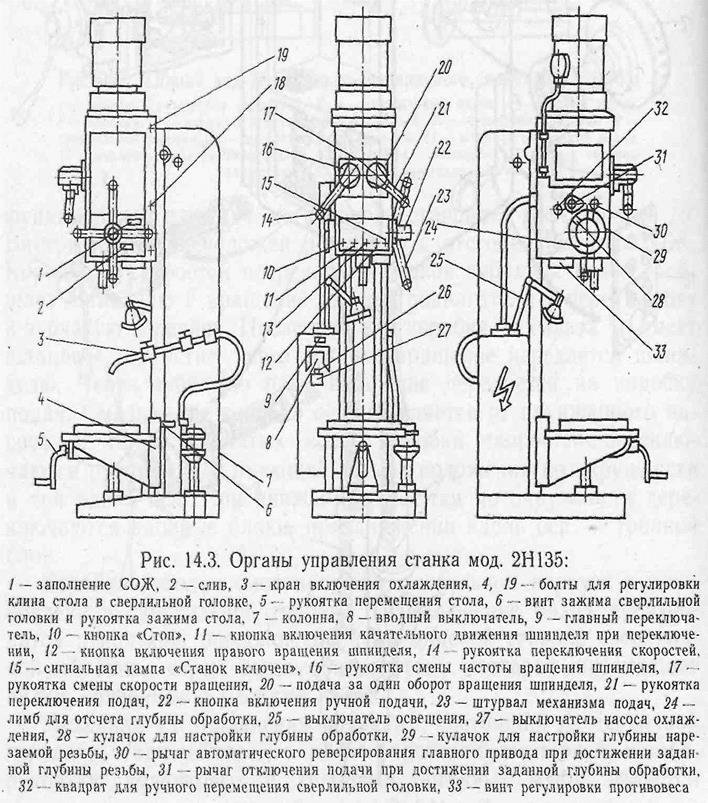
Основные узлы и органы управления станком
На рисунке показан одношпинделъный вертикально-сверлильный станок
модели 2Н135.
 Наладка станка
Наладка станка
Наладка станка - это подготовка его к выполнению работы в соот-
ветствии с технологическими требованиями к обрабатываемой детали, она
осуществляется в следующем порядке.
1) Установить и закрепить инструмент в шпинделе.
2) Установить и закрепить заготовку на столе станка в машинных тисках, при-
хватами или в кондукторе.
3) Обеспечить подвод смазочно-охлаждающей жидкости в зону резания. По
рассчитанному режиму резания устанавливается нужная частота вращения
шпинделя и подача.
Инструмент для работы на сверлильном станке
В зависимости от размеров шероховатости и вида обработки применяют
различные сверла, зенкеры, развертки и метчики. Конструкция и основные элементы сверла, зенкера и развертки показаны на рисунке.
1. Свёрла 2. Зенкеры


3. Развёртки 4. Метчики


Технические данные станка

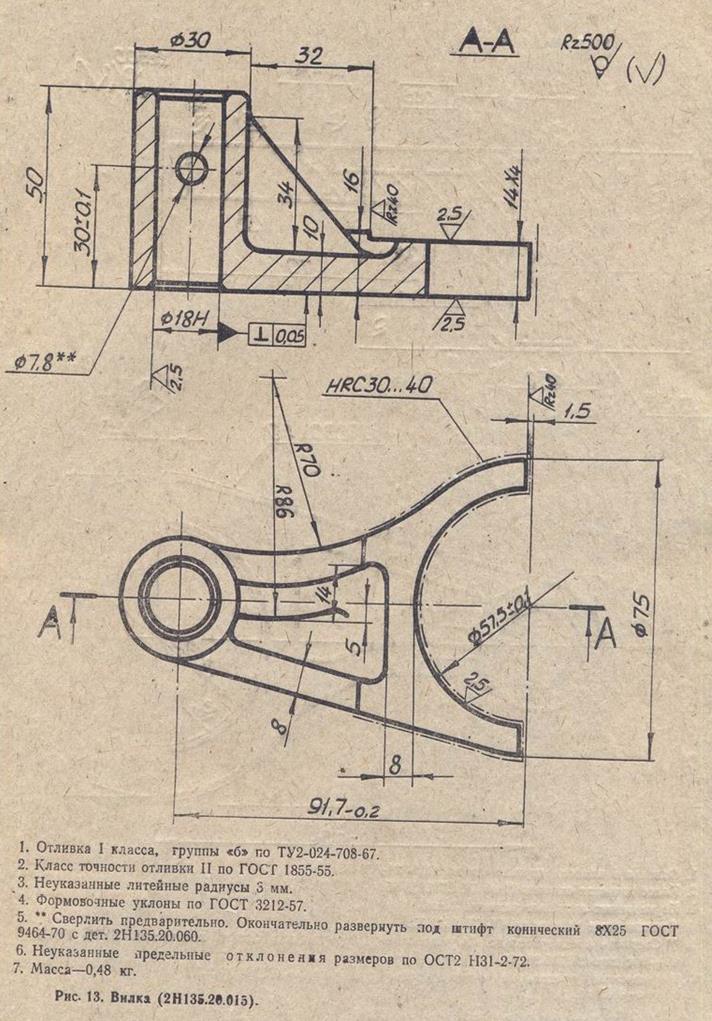
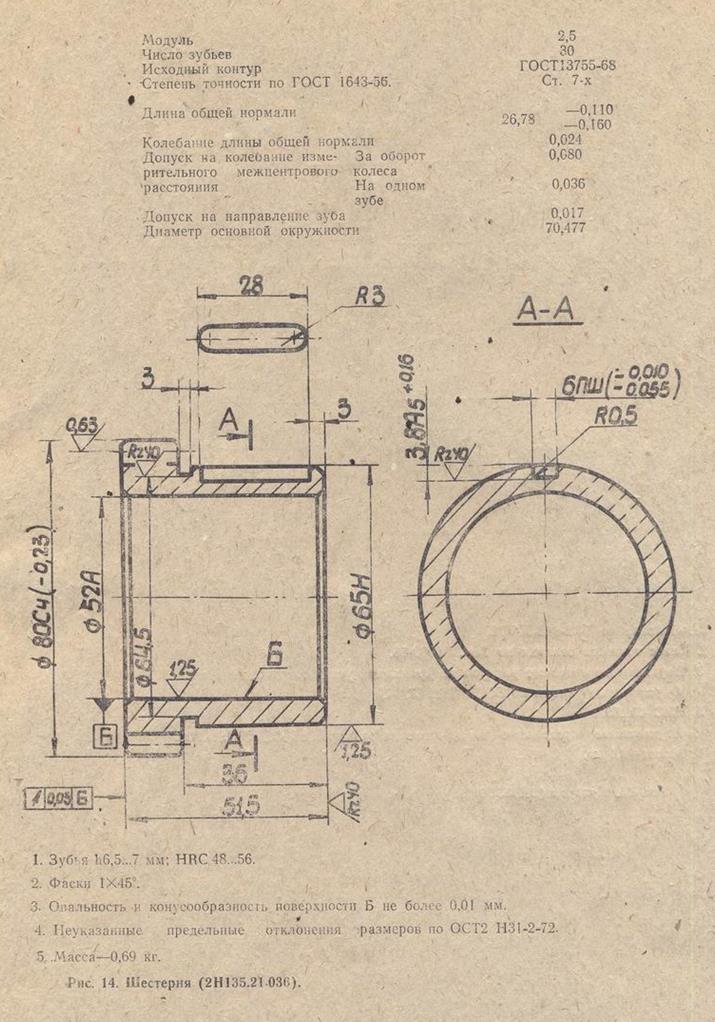
Сверление сквозных и глухих отверстий в заготовке осуществляется при помощи сверла. Для выполнения этой операции на заготовке накерневают центр отверстия и при закреплении совмещают с центром сверла. Необходимо иметь в виду, что при выходе сверла из отверстия необходимо ослабить нажатие на сверло. При обработке глубоких отверстий сверло необходимо периодически выводить из отверстия. Остановку станка осуществлять после вывода сверла из отверстия. Зенкерование и развертывание применяются для уменьшения шероховатости и повышения точности отверстия. Нарезание внутренней резьбы осуществляется в просверленном отверстии машинным метчиком.
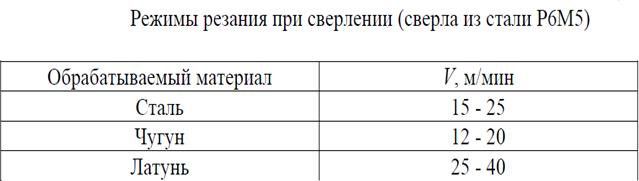
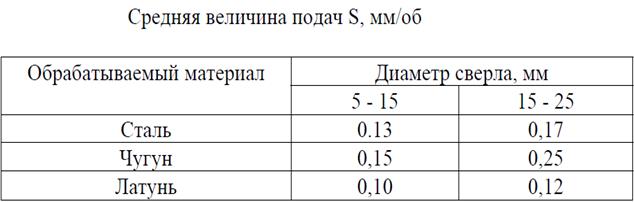
Режимы резания при сверлении определяются подачей 5 мм/об, скоро-
стью резания V, м/мин. Режимы резания прежде всего зависят от свойства обрабатываемого материала, диаметра сверла, Формы заточки, глубины отверстия, наличия СОЖ и т.д.
Режимы резания при сверлении отверстий в некоторых материалах пред-
ставлены в таблицах:
 |
Кинематическая схема станка 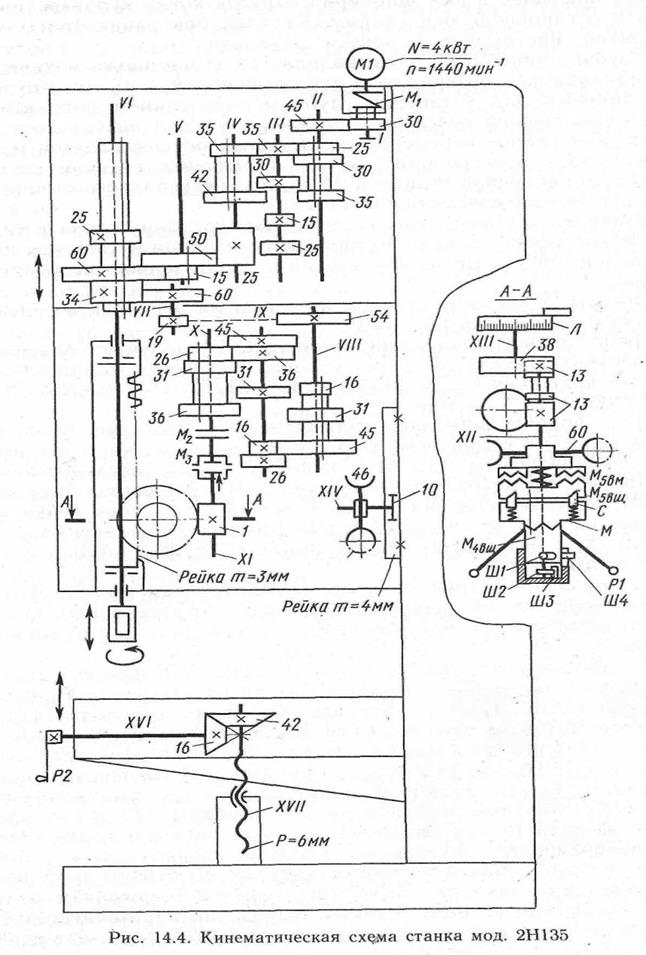
Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя М (N=4,5 кВт; n=1450мин-1) через зубчатую передачу 30/45 и коробку скоростей. Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения шпинделя. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
Уравнение кинематической цепи для максимальной частоты вращения шпинделя:
 1400 мин-1
1400 мин-1
Движение подачи заимствуется от вала VII. Движение передается через шестерни 34/60 и 19/54, коробку подач, предохранительную муфту М, вал ХП, червячную передачу 1/60, зубчатую муфту, вал XVII, шестерни 13 и рейку m = 3 мм нарезанной на гильзе шпинделя. В коробке подач расположены два тройных блока. От вала XI три скорости вращения сообщаются валу X, на котором жестко закреплены шестерни 45, 31, 16, и 26. От вала Х еще три скорости вращения передаются валу XI. Таким образом, коробка подач обеспечивает 9 скоростей.
Предохранительная муфта служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения по дачи при работе по упорам.
Smax = 1 об. шпинделя  = 1,6 мм/об.
= 1,6 мм/об.
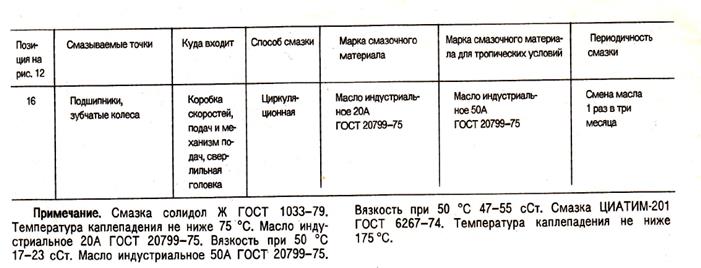
Система смазки станка
Система смазки коробки скоростей предусматривает подвод необходимого количества смазочного материала к трущимся парам, распределение его по всей рабочей поверхности, очистку смазки.
Система смазки проектируемого узла представляет собой часть всей системы смазки станка. Смазка станка обеспечивается следующими системами:
циркуляционной
набивкой.
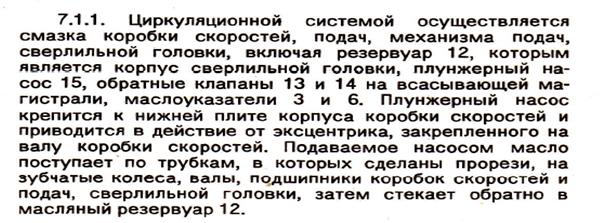
Циркуляционной системой осуществляется смазка коробки скоростей, подач, механизма подач, сверлильной головки, плунжерный насос, маслоуказатели. Плунжерный насос крепится к нижней плите корпуса коробки скоростей и приводится в действие от эксцентрика, закрепленного на валу коробки скоростей. Подаваемое насосом масло поступает по трубкам, в которых сделаны прорези, на зубчатые колеса, валы, подшипники коробок скоростей и подач, сверлильной головки, затем стекает обратно в масляный резервуар. Смазка подшипников шпинделя, подшипников привода коробки скоростей, подшипников электродвигателя и подшипников электронасоса осуществляется набивкой консистентной смазкой.
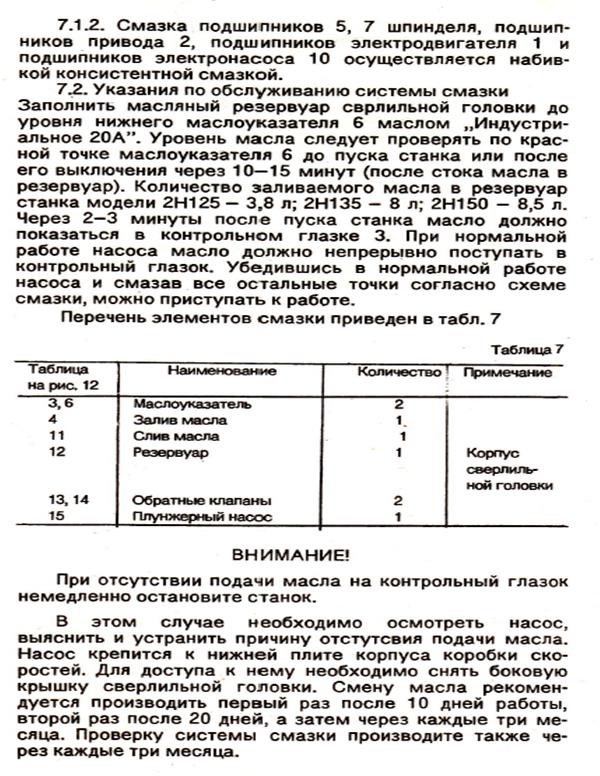
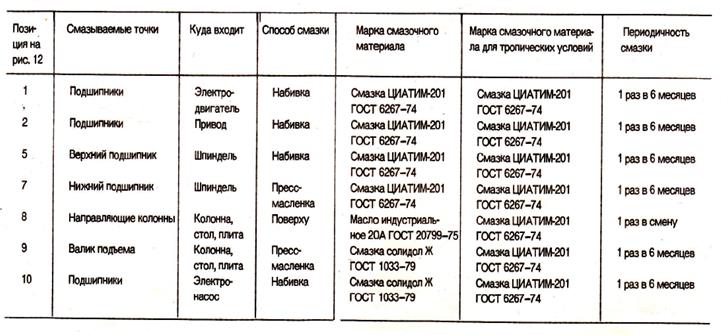
Для обслуживания системы смазки необходимо заполнить масляный резервуар до уровня нижнего маслоуказателя маслом «Индустриальное 20А». Уровень масла следует проверять по красной точке маслоуказателя до пуска станка или после его отключения через 10 - 15 минут (после стока масла в резервуар). При нормальной работе насоса масло должно непрерывно поступать в контрольный глазок. Смену масла рекомендуется производить первый раз после 10 дней работы, второй раз после 20 дней, а затем через каждые три месяца. Проверку системы смазки производить также через каждые три месяца.
 Введение
Введение
Современные металлорежущие станки - это весьма развитые машины, включающие большое число механизмов и использующие механические, электрические, гидравлические и другие методы осуществления движений и управления циклом. Высокую производительность современные станки обеспечивают за счет быстроходности, мощности и широкой автоматизации. В современных тяжелых станках мощность только главного электродвигателя достигает 150 кВт, а всего на одном станке иногда устанавливают несколько десятков электродвигателей. Вес уникальных станков достигает нескольких тысяч тонн. При конструктивном оформлении для придания станку требуемых качеств и функций используют разнообразные механизмы с применением гидравлики, электрики, пневматики; применяют также детали сложных конструктивных форм с высокими требованиями к их качественным показателям, внедряют прогрессивные принципы проектирования (агрегатирование, унификация); изыскивают наиболее рациональные компоновки станков, разрабатывают новые системы управления циклом. Наряду с развитием и совершенствованием существующих методов обработки за последние годы появились станки на базе принципиально новых технологических процессов. К таким процессам относят электроэрозионную обработку, электрохимические методы обработки, обработку сфокусированным лучом высокой энергии, обработку тонкой струей жидкости под высоким давлением, ультразвуковой метод и другие методы. Таким образом, станки, которые называют металлорежущими, включают более широкую группу машин-орудий, обрабатывающих не только металлы, но и другие материалы различными методами. Для выполнения таких разнообразных технологических задач с высокими требованиями к качеству продукции и производительности процесса обработки при конструировании станков необходимо использовать новейшие достижения инженерной мысли.
Схема смазки
 Карта смазки
Карта смазки
Види износа детали


 |
|
из
5.00
|
Обсуждение в статье: Технические данные станка |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы