 |
Главная |


ИНТЕРПРЕТАЦИЯ КОНТРОЛЬНЫХ КАРТ
|
из
5.00
|
КОНТРОЛЬНЫЕ КАРТЫ ШУХАРТА
Методические указания к практическим занятиям по дисциплине
«Метрология, стандартизация, сертификация»
для студентов специальностей
250100 (240401) «Химическая технология органических веществ»
250200 (240301) «Химическая технология неорганических веществ»
250400 (240403) «Химическая технология природных энергоносителей
и углеродных материалов»
250600(240502) «Технология переработки пластмасс и эластомеров»
Составители Н. М. Иголинская
Е. Б. Силинина
М. А. Иголинская
Утверждены на заседании кафедры
Протокол № 8 от 30.03.2006
Рекомендованы к печати
учебно-методической комиссией
специальности 250200
Протокол № 8 от 30.03.2006
Электронная копия находится
в библиотеке главного корпуса
ГУ КузГТУ
Кемерово 2006
ЦЕЛИ ПРАКТИЧЕСКИХ ЗАНЯТИЙ
1. Ознакомиться с методами построения контрольных карт Шухарта; согласно варианту задания рассчитать границы и построить карту для контроля технологического процесса.
2. Сделать вывод о налаженности процесса и его статистической подконтрольности.
3. Выполнить процедуры приведения карты к виду статистически управляемого процесса.
ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕОРИИ
КОНТРОЛЬНЫХ КАРТ ШУХАРТА
Контрольные карты – это графические средства, использующие статистические подходы для управления производственными процессами. Цель такого средства контроля – определить, достигнуто ли статистически управляемое состояние процесса и остается ли он в этом состоянии при непрерывном получении информации о качестве продукции.
Контроль стабильности процесса позволяет уменьшить затраты на контроль качества готового продукта, правильно выбрать сырьевую базу и цену продукции как товару.
Теория контрольных карт различает два вида изменчивости:
– изменчивость из-за случайных причин, которые присутствуют постоянно и не могут быть выявлены и устранены;
– изменчивость, представляющая собой реальные изменения в процессе в силу определенных причин, которые могут быть выявлены и устранены. Такие изменчивости рассматриваются как «неслучайные» (поломка инструмента, неоднородность сырья, нарушение технологического режима, квалификация персонала и др.).
Изменчивость из-за случайных причин обычно описывается параметрами нормального распределения и кривой Гаусса, которая должна находиться внутри поля технологического допуска процесса. Это положение демонстрирует рис. 1.
Соотношение границ, приведенное на рисунке, позволяет установить по отношению площадей диапазонов σ связь между частотой попадания Х0 в диапазон и за его пределы. Эти частоты приведены в табл. 1.
Рис. 1. Соотношение границ распределения (В) и технологического допуска (Т) для налаженного статистически подконтрольного процесса
Таблица 1
Связь между заданным диапазоном отклонения параметра Х
и частотой попадания и непопадания Х в данный диапазон [1]
| Заданный диапазон отклонения параметра Х | Частота попадания параметра Х в диапазон, % | Частота попадания параметра Х за пределы диапазона, % |

|  68,26 68,26
| 31,74 |

| 95,44 | 4,56 |

| 99,73 | 0,27 |

| 99,994 | 0,0006 |
Следовательно, если требования к процессу определить таким образом, чтобы разброс параметров контроля не превышал , то выход любого, взятого наугад, данного параметра контроля Xi за пределы диапазона возможен с вероятностью 0,06, т.е. мало вероятен.
Введем характеристику IB – «индекс возможности процесса». Данная величина определяет возможности процесса и его статистического регулирования. Определяется она по формуле
 , (1)
, (1)
где I B – индекс возможностей процесса;
Т – требование к процессу;
В – возможности процесса.
Если IB < 1, то процесс невозможен (не может быть обеспечено требуемое качество).
Если IB = 1, то процесс на грани возможного. При этом, несмотря на то, что процесс при благоприятных условиях может обеспечить заданное качество, его статистическое регулирование невозможно.
Если IB > 1, то процесс возможен и может быть реализовано статистическое регулирование его качества.
Общий вид одной из возможных контрольных карт приведен на рис. 2.
Рис. 2. Контрольная карта распределения текущих значений контролируемого параметра Х по 18 группам измерений
Статистическое управление качеством процесса наглядно показано на рис. 3 [1].
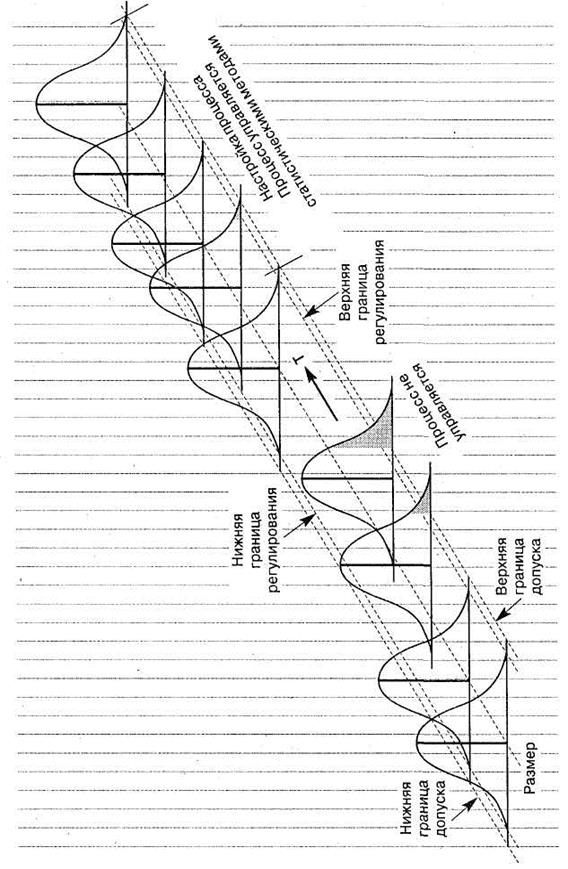
Рис. 3. Схематическое изображение статистически контролируемого процесса [1]
ТИПЫ КОНТРОЛЬНЫХ КАРТ
Карты Шухарта требуют данных, получаемых выборочно по процессу через примерно одинаковые интервалы, которые могут быть заданы либо по времени, либо по количеству продукции (партий) с одними и теми же контролируемыми показателями. Например, контроль ведется 25 смен с интервалом 10 часов: в смене анализу подвергают выборку из 3–4 проб, определяя по выборке одну или несколько статистик (  ,
,  ,
,  ,
,  ).
).
График распределения значений одной из определяемых статистик подгруппы данных в зависимости от номера подгруппы и является картой Шухарта (рис. 2).
Наиболее простая карта – карта индивидуальных значений Х (параметр технического контроля: плотность, динамическая вязкость, зольность и др.), приведенная на рис. 2. Центральная линия (CL) соответствует либо эталонному значению Х0, либо среднему арифметическому из всех измеренных значений  . При заданном эталонном значении верхней (UCL) и нижней (LCL) границами на карте является внутренний допуск – «границы действия». При попадании точки контроля на эту границу или за нее необходимо осуществить регулирующее воздействие на процесс. Иногда используют «границы предупреждения» – . Попадание точки за «границу предупреждения» служит предостережением о грозящей ситуации выхода процесса из состояния статистической управляемости.
. При заданном эталонном значении верхней (UCL) и нижней (LCL) границами на карте является внутренний допуск – «границы действия». При попадании точки контроля на эту границу или за нее необходимо осуществить регулирующее воздействие на процесс. Иногда используют «границы предупреждения» – . Попадание точки за «границу предупреждения» служит предостережением о грозящей ситуации выхода процесса из состояния статистической управляемости.
В каждом типе карты подразделяются на два вида:
1) карты, для которых не заданы стандартные значения статистик;
2) карты с заданными стандартными значениями статистик.
Для построения карт любого вида необходимо рассчитать значения параметров UCL и LCL, т.е. верней и нижней границ, выбрав соответствующий параметр центральной линии (CL). Полученные значения наносятся на график в выбранных координатах с соответствующим масштабом по оси Y. По оси Х всегда наносят номера групп измерений контролируемого параметра в порядке их возрастания.
Возможные виды контрольных карт Шухарта и формулы для расчета граничных линий приведены в табл. 2.
Таблица 2
Виды карт Шухарта и формулы для расчета контрольных границ
с использованием количественных данных анализа [2]
| Статистика | Стандартные значения не заданы | Стандартные значения заданы | ||
| CL | UCL и LCL | CL | UCL и LCL | |

|
|  или или

| Х0 или μ
| 
|
| R = хmax – xmin в подгруппе | 
|  , 0 , 0
| R0 или 
|  , 0 , 0
|
| S | 
|  , 0 , 0
|  или или 
|  , 0 , 0
|
| Индивидуальные значения Х |
| 
| Х0 или μ | 
|
Скользящий размах
|
|  , 0 , 0
| R0 или 
|  , 0 , 0
|
Кроме рассмотренных выше контрольных карт с использованием количественных данных анализа существуют карты для альтернативных данных, например, карты долей или числа несоответствующих единиц продукции; карты числа несоответствий и др. [2]. Коэффициенты в формулах для расчета контрольных границ, выведенные при условии нормальности распределения данных, приведены в табл. 2.
Контрольные карты для количественных данных всегда применяются и анализируются парами: одна для расположения, другая для разброса точек. Наибольшее распространение получили карты R и . R-карта выявляет любую нежелательную вариацию внутри подгрупп и служит индикатором изменчивости исследуемого процесса. -карта показывает какова стабильность процесса.
Таблица 2
Коэффициенты для вычисления линий контрольных карт [2]
| Число наблюдений n | А1 | А2 | А3 | В4 | В6 | D2 | D4 | C4 | d2 |
| 2,121 | 1,888 | 2,659 | 3,267 | 2,606 | 3,686 | 3,267 | 0,7979 | 1,128 | |
| 1,732 | 1,023 | 1,954 | 2,568 | 2,276 | 4,358 | 2,574 | 0,8886 | 1,693 | |
| 1,500 | 1,729 | 1,628 | 2,266 | 2,088 | 4,696 | 2,282 | 0,9213 | 2,059 |
ИНТЕРПРЕТАЦИЯ КОНТРОЛЬНЫХ КАРТ
|
из
5.00
|
Обсуждение в статье: ИНТЕРПРЕТАЦИЯ КОНТРОЛЬНЫХ КАРТ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы