 |
Главная |


ИЗУЧЕНИЕ ПРОЦЕССА И ОБОРУДОВАНИЯ РЕЛЬЕФНОЙ КОНТАКТНОЙ СВАРКИ
|
из
5.00
|
Методические указания к выполнению лабораторной работы по дисциплине «Технология и оборудование сварки давлением». Специальность 150107 - Металлургия сварочного производства
Новокузнецк 2008
УДК 621.791(07) ИЗ 9
Рецензент
кандидат технических наук, доцент
кафедры УКиД СибГИУ
Ю.Г. Сильвестров
ИЗ9 Изучение процесса и оборудования рельефной контактной сварки: метод, указ. / Сост.: Н.Н. Малушин^ СибГИУ. -Новокузнецк, 2008. - 17 с.
Содержание
Введение..................................................................................... 4
1 Краткие теоретические сведения........................................... 4
1.1 Сущность рельефной сварки.......................................... 4
1.2 Выбор параметров режима рельефной сварки.............. 5
2.Устройство машин рельефной сварки................................... 7
2.1 Машины общего назначения для рельефной сварки....... 7
2.2 Назначение и техническая характеристика блока БУ-5ИПС .. 11
З.Цели работы.......................................................................... 12
4.Оборудование и материалы.................................................. 12
5 Методика выполнения работы.............................................. 13
6 Содержание отчета................................................................ 13
7.Контрольные вопросы.......................................................... 14
8.Техника безопасности........................................................... 14
Список литературы.................................................................. 16
Рассматриваются особенности оборудования и технологии рельефной сварки. Приведена методика выбора параметров режима рельефной сварки. Изложена методика исследования влияния параметров режима на качество рельефного соединения.
Приведены указания к выполнению лабораторной работы, требования к содержанию отчета и контрольные вопросы.
Предназначены для студентов специальности 150107 -«Металлургия сварочного производства», а также могут быть использованы при выполнении лабораторных работ по дисциплине «История сварочной техники и технологии».
Введение
В настоящее время контактная сварка является одним из ведущих способов неразъемного соединения деталей в различных отраслях техники. Благодаря совершенствованию технологического процесса и модернизации оборудования области ее использования непрерывно расширяются. Получение сварных конструкций с заданными эксплуатационными свойствами обеспечивается соответствующей технологией и оборудованием.
Технология - перечень сведений о способах и режимах обработки и сварки деталей. Теоретическую основу технологии составляет ряд физико-химических процессов, протекающих при формировании соединений.
Технология определяет требования к сварочному оборудованию.
Сварочное оборудование- комплекс устройств (механических и электрических), обеспечивающих выполнение заданной технологии производства сварных конструкций. Оборудование состоит из машины, средств механизации и автоматизации, аппаратуры управления технологическим процессом сварки.
1 Краткие теоретические сведения 1.1 Сущность рельефной сварки
Рельефная сварка — разновидность точечной сварки, при которой первоначальный контакт деталей происходит по ограниченной рельефами площади (рисунок 1), предварительно формируемыми на деталях. В начальный момент времени это позволяет достигать более концентрированного нагрева металла проходящим током. Нагреваясь, рельефы деформируются, и на определенной стадии происходит плавление металла и образование ядра 4. Формирование соединений при рельефной сварке происходит по единой схеме, характерной для точечной и шовной сварки.
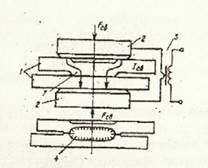
1-детали; 2- электроды; 3- сварочный трансформатор; 4-литое ядро; 5- рельеф. Рисунок 1-Принципиальная схема рельефной сварки:
Рельефную сварку обычно применяют для увеличения производительности процесса, снижения размеров нахлестки. Чаще этим способом соединяют детали из сталей, титановых и жаропрочных сплавов толщиной ОД — 3 мм. Различные варианты рельефной сварки отличаются числом одновременно свариваемых точек, способом подвода тока и усилия, формой, размерами и способом изготовления рельефов.
1.2 Выбор параметров режима рельефной сварки
Для сталей ориентировочные режимы одноточечной рельефной сварки деталей толщиной 1-3 мм можно выбрать исходя из плотности тока 400-500 А/мм", удельного усилия 40-60 МПа и длительности сварочного импульса 0,16-0,24 с. Для многоточечной сварки ток и усилие увеличивают в соответствии с числом точек, а длительность импульса повышают на 20-25 %. При сварке жаропрочных сплавов для уплотнения зоны соединения применяют ковочное усилие.
Размеры выштампованных рельефов (рисунок 2) выбирают по эмпирическим формулам:
dp - 2S + 0,75мм,
hp = 0,4S +0,25мм

Рисунок 2-Размеры выштампованных рельефов
При выборе параметров режима рельефной сварки необходимо учитывать следующие факторы. Скорость деформации рельефа должна быть строго определенной. Чрезмерно высокая скорость быстро снижает концентрацию теплоты в контакте деталей. По этой причине рельефная сварка пластичных металлов не нашла практического применения. Чрезмерные сварочные усилия могут сдеформировать рельеф задолго до формирования качественного соединения. Завышенные значения тока могут вызвать не только резкую осадку, но и преждевременное расплавление выступа, а, следовательно, привести к выплеску металла. Чрезмерная длительность нагрева . усиливает смятие рельефа и затрудняет подбор режима.
При эксплуатации машин рельефной сварки необходимо учитывать, что быстрому смятию и даже расплавлению рельефа может способствовать низкая динамическая характеристика привода сжатия машины. Большая сила трения в подвижных элементах, значительная масса самой сварочной головки, ее инерционность уменьшают фактическое усилие сжатия. Поэтому стремятся уменьшить трение, снизить массу подвижных частей, увеличить внешнее усилие, а также сделать нагрев более плавным. Однако медленное смятие рельефов также нежелательно, так как оно препятствует сокращению зазоров между деталями.
При многоточечной рельефной сварке особое значение приобретают идентичность рельефов, одинаковые плотности тока и усилия. Отклонение в высоте отдельных рельефов, перекос электродов и износ их рабочей поверхности, недостаточная жесткость консолей могут приводить к значительным колебаниям прочности соединения. Не параллельность плит допускают не более 0,25мм (между крайними рельефами), желательно применять модулирование тока с плавным нарастанием амплитуды,
предварительный подогрев дополнительным импульсом или небольшую предварительную опрессовку рельефов.
2 Устройство машин рельефной сварки
Машины рельефной сварки выпускаются согласно ГОСТ 297— 80 и состоят из механической и электрической частей.
Машины рельефной сварки во многом аналогичны точечным. Однако они имеют массивные контактные плиты для крепления оснастки, более жесткий корпус и кронштейн, а также минимальное поперечное смещение ползуна в направляющих. Усиленный привод механизма сжатия имеет также и улучшенные динамические характеристики. Машины нередко имеют два сварочных трансформатора, расположенных по сторонам корпуса и включенных параллельно. Такие машины рассчитаны на возможность одновременной сварки нескольких точек с плавным нарастанием или пульсирующим включением тока.
2.1 Машины общего назначения для рельефной сварки
Серийные машины для рельефной сварки деталей общего назначения по конструкции мало отличаются от аналогичных машин для точечной сварки и выпускаются на сварочные токи от 16 до 40 кА.
Они снабжены пневматическим приводом сжатия с прямолинейным ходом верхней контактной плиты. Привод сжатия обеспечивает возможность плавного регулирования рабочего хода в широком диапазоне й'плавное регулирование усилия сжатия.
Верхние и нижние контактные плиты обычно снабжены Т-образными пазами для установки специальных приспособлений, предназначенных для закрепления свариваемых деталей.
Машины для рельефной сварки отличаются от серийных машин
для точечной сварки повышенной жесткостью станины и меньшим
вылетом электродов (300мм). Конструкция контактных плит
обеспечивает возможность установки хоботов с
электрододержателями и электродами для контактной точечной сварки. Выключение и включение сварочного тока, а также
б
управление циклом сварки осуществляется той же аппаратурой, что и в машинах для точечной сварки.
Для рельефной сварки деталей из малоуглеродистой стали с большим числом рельефов разработана и выпускается серия машин. Серия состоит из восьми типоразмеров машин на сварочные токи 63, 80 и ЮОкА с усилиями сжатия электродов от 2000 до 8000 кгс. Базовой машиной является машина МР-6303 на ток 63000 А и усилие сжатия электродов 3200 кгс. Остальные типоразмеры серия образует за счет замены сварочных трансформаторов и приводов сжатия.
На рисунке 3 изображена машина типа МР-6303, состоящая из сварного корпуса 4, двух сварочных трансформаторов 5, стола I, направляющего устройства 2 и пневматического привода 3.
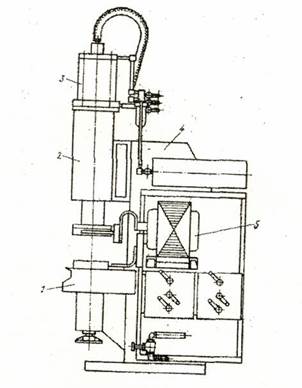
Рисунок 3 - Машина для рельефной сварки типа МР-6303 Технические характеристики машины рельефной сварки MP-
2517 приведены в таблицах 1, 2, 3.
Таблица 1-Технические данные машины рельефной сварки МР-
| Норма для исполнений | |||
| Внутрисоюзное | Экспортное | [Тропическое | |
| Номинальное напряжение сети, В | 415-440 | ||
| Номинальная частота, Гц | 50-60 | ||
| Мощность, кВА | 160-187 | ||
| Мощность при ПВ=50 % | |||
| 1 Первичный ток, А | |||
| Номинальный сварочный ток, А | |||
| Номинальный длительный | |||
| 1 вторичный ток, А | |||
| Количество ступеней | |||
| регулирования вторичного | |||
| напряжения | |||
| Регулирование сварочного тока | 40-100 | ||
| смешанное в пределах, % | |||
| Сопротивление вторичного | |||
| контура машины постоянному | |||
| току, Ом | |||
| Коэффициент мощности (coscp) | 0,29 | ||
| при коротком замыкании на | |||
| номинальной ступени | |||
| Минимальный раствор, мм | |||
| Максимальный раствор, не менее, | |||
| мм | |||
| Номинальный раствор, не менее, | |||
| 1 мм | |||
| Номинальное усилие сжатия | |||
| между плитами, даН (кгс) | (1600) | ||
| Регулирование усилия сжатия в | 1:8 | ||
| пределах, не менее | |||
| Максимальная | |||
| производительность машины при | |||
| одновременной сварке | |||
| максимального количества | |||
| рельефов на деталях толщиной | |||
| 2+2мм, сварок/мин. |
Продолжение таблицы 1
Продолжение таблицы 2
 | |||||
 |  | ||||
| Максимальная | |||
| производительность машины при | |||
| сварке деталей из | |||
| низкоуглеродистых сталей | |||
| толщиной 1,2+1,2 мм при | |||
| рабочем ходе 5 мм, сварок/мин, | |||
| не менее | |||
| Максимальное рекомендуемое | |||
| количество одновременно | |||
| свариваемых рельефов из | |||
| низкоуглеродистой стали при | |||
| толщине: | |||
| 0,5+0,5 мм | |||
| 1+1 мм | |||
| 2+2 мм | |||
| 4+4 мм | |||
| Номинальный вылет до центра | • зоо | ||
| плиты, мм | |||
| Максимальное число ходов | |||
| верхней плиты, не менее, ход/мм | |||
| Ход верхней плиты, мм | |||
| Расход охлаждающей воды, л/ч | |||
| Расход свободного воздуха при | 0,7 | ||
| номинальном усилии между | |||
| плитами и рабочем xoj\e 20 мм, м3 | |||
| /100 ходов | |||
| Масса машины, кг |
Таблица 2-Коэффи центы трансформации машины МР-2517
| Меето подключения | Коэффициенты трансформации при исполнениях | ||
| 380В 50Гц | 380В 60Гц | 400В 1 50Гц | |
| А-1 А-2 А-3 | 89 82 76 | 74 69 | 95 88 83 |
| В-1 | |||
| В-2 | |||
| В-3 |
Таблица З-Усилие сжатия электродов в зависимости от давления воздуха
| Показание манометра кГс/см" | Усилие | сжатия |
| с подпором | без подпора | |
| 5,0 | ||
| 4,5 | ||
| 4.0 | ||
| 3,5 | ||
| 3,0 | ||
| 2,5 | ||
| 2,0 | 810' | |
| 1,5 | ||
| 1,0 |
2.2 Назначение и техническая характеристика блока БУ-5ИПС
Блок управления сваркой БУ-5ИИС предназначен для управления сварочным циклом точечных и рельефных машин. Блок обеспечивает сварку одним или несколькими импульсами с интервалами при постоянном или переменном усилии на электродах.
Блок обеспечивает работу машины в одиночном цикле или автоматически повторяющихся циклах, пока нажата педаль, а также обеспечивает только сжатие при наладке. Основные параметры блока БУ-5ИПС приведены в таблице 4.
Таблица 4-Основные параметры блока БУ-5ИПС
Номинальная потребляемая мощность, Вт
Диапазон регулирования операций сварочного цикла:


 Продолжение таблицы 4
Продолжение таблицы 4
| «Предварительное сжатие», «Сжатие»,«Импульс», «Проковка», «Пауза», периоды | 1-100 |
| «Интервал», периоды | 1-10 |
| Количество импульсов сварочного тока | 1-10 |
| Диапазон регулирования сварочного тока (фазовое регулирование), % | (40-100) ном |
| Регулирование переднего фронта сварочного импульса, периоды | 0-10 |
| Изменение сварочного тока при колебании напряжения питающей сети от 0,9 до 1,05 UHO%l %, не более | |
| Параметры импульсов управления тиристорами: ток, А, не более | |
| напряжение, В | |
| длительность импульса на уровне 15 В, мкс | 100-500 |
| частота импульсов, Гц |
З.Цели работы - /
1. Изучить устройство отдельных узлов машин рельефной
сварки, их назначение и взаимодействие.
2. Изучить пневматические и электрические схемы рельефных
машин.
3. Ознакомиться с методикой выбора параметров режима
рельефной сварки.
4. Исследовать влияние различных факторов на формирование
рельефного соединения.
4.Оборудование и материалы
1. Машина рельефной сварки типа МР-2517.
2. Инструкция по эксплуатации машины.
3. Образцы для рельефной сварки из низкоуглеродистой стали и алюминиевых сплавов.
4. Набор слесарного инструмента.
5.Методика выполнения работы
1. По прилагаемым описаниям, схемам и чертежам изучить конструкцию и взаимодействие всех узлов машины.
2. Изучить и начертить пневматическую и электрическую схемы машины.
3. Изучить устройство системы водяного охлаждения.
4,Ознакомиться с методикой выбора параметров режима
рельефной сварки и рассчитать режим сварки по вышеизложенной методике указанных образцов.
5. Рассчитанные режимы сварки проверить на пробных
образцах, при необходимости откорректировать.
6. Исследовать влияние изменения параметров режима сварки
на качество сварного соединения, для чего необходимо произвести
сварку партии образцов на оптимальных режимах. Затем
поочередно изменить один из параметров ICB, FCB, tCB (оставляя без
изменения два других) и произвести сварку. Попытаться получить
сварное соединение из алюминиевого сплава.
7. Оценить качество полученных соединений внешним
осмотром.
8. Параметры режима сварки и результаты исследований
занести в таблицу 5, составленную по следующей форме:
Таблица 5 -Параметры режима сварки и результаты исследований
| Номер Образца | Параметры режима | Примечание | |
| Ice, A | FCB, даН | ■■ев; ^ | |
| Низкоуглеродистая сталь Алюминиевый сплав |
6 Содержание отчета
1. Цель работы.
2. Назначение и общее устройство машины.
3. Пневматическая и электрическая схемы машины.
4. Результаты исследования влияния различных факторов на
качество сварного соединения.



 5. Анализ полученных результатов и выводы по проделанной работе.
5. Анализ полученных результатов и выводы по проделанной работе.
7 Контрольные вопросы
1. Сущность процесса рельефной сварки, область применения.
2. Общее устройство машин рельефной сварки.
3. Принцип работы пневматической и электрической схемы
машины.
4. Методика выбора оптимальных параметров режима
рельефной сварки.
5.Влияние различных факторов на формирование рельефного соединения.
8.Техника безопасности
Основные мероприятия по технике безопасности при контактной сварке связаны с возможностью поражения оператора электрическим током, ожогов от брызг или выплесков, травм, связанных с наличием движущихся частей привода усилия или подачи деталей.
Вторичное напряжение трансформатора сварочных машин не превышает 24 В и не опасно для человека. Наибольшая опасность возникает при контакте с элементами, связанными с первичной обмоткой сварочного трансформатора, где напряжение обычно составляет 220-380 В, а при использовании конденсаторных машин напряжение на выпрямителе может достигать 1000 В. Кроме того, иногда возможен пробой или замыкание первичной обмотки трансформатора на вторичный виток. Поэтому вторичный контур машины также, как и шкаф управления, надежно заземляют. Сечение заземляющего провода должно быть не менее 4 мм2 для открытой проводки и 5 мм" для закрытой.
Все элементы управления (кнопки, педали и т.п.) обычно питаются напряжением, не превышающим 36 В. Во время работы дверцы машины и шкафа управления должны быть закрыты. Блокировочные устройства должны быть в исправности. Для быстрого отключения машины от сети необходимо обеспечить легкий доступ к рубильникам, кнопкам и другим отключающим устройствам. Пол перед машиной должен быть сухим и застлан резиновым ковриком.
К работе на машине допускаются лица, имеющие соответствующую квалификацию и прошедшие инструктаж по технике безопасности. Если возникла какая-либо неисправность, следует немедленно прекратить работу и сообщить об этом учебному мастеру или преподавателю.
При зачистке и смене электродов, установке узлов в контуре машины следует соблюдать меры предосторожности для исключения возможности случайного перемещения электрода и травмы рук. Для включения привода усилия рельефных машин рекомендуется использовать две кнопки, чтобы были заняты обе руки сварщика. Для защиты от ожогов сварщик должен иметь очки с прозрачными стеклами, спецодежду и рукавицы. Пространство зажимного механизма стыковых машин следует закрывать откидным щитком, а при сварке на мощных машинах пространство вокруг них огораживают ширмами. Стыковая сварка сопровождается выделением паров металла и брызгами. Особенно вредные вещества выделяются при соединении цветных металлов или сталей с легкоплавкими покрытиями. В последнем случае помимо общей приточно-вытяжной вентиляции рекомендуется и местная вентиляция.
 Список литературы
Список литературы
Учебное издание
1.Технология и оборудование контактной сварки [Текст] учебник для машиностроительных вузов/ Б.Д.Орлов [и др]-2-е изд., перераб. и доп.- М.: Машиностроение, 1986.-352 с, ил.
2. Глебов Л.В. Расчет и конструирование машин контактной сварки [Текст] Л.В.Глебов, М.А. Пескарев, Д.С.Файгенбаум - Л.: Энергоиздат, 1981.-423 с, ил.
Составитель Малушин Николай Николаевич
|
из
5.00
|
Обсуждение в статье: ИЗУЧЕНИЕ ПРОЦЕССА И ОБОРУДОВАНИЯ РЕЛЬЕФНОЙ КОНТАКТНОЙ СВАРКИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы