 |
Главная |


Основные параметры вальцовых станков
|
из
5.00
|
Задание (Вальцевые станки)
Определить длину вальцев по исходным данным (таблица):
| № вар. | Производительность Q, кг/ч | Зазор между вальцами b, мм | Объемная масса ρ, кг/м3 | Окружная скорость vб / vм, м/с | Коэффициент k |
| 0.05 | 5/6 | 0,7 |
ВАЛЬЦОВЫЕ СТАНКИ
Основные параметры вальцовых станков
Зерно или его промежуточные продукты измельчают б вальцовых станках в клиновидном пространстве, образованном поверхностями двух цилиндрических параллельных вальцов, вращающихся с различными скоростями навстречу друг другу. Зерно разрушается в результате деформации сжатия и сдвига.
Работа вальцовых станков характеризуется производительностью, степенью измельчения зерна и расходом энергии на размол. Производительность Q (кг/ч) одной пары вальцов определяют по формуле
 , (1)
, (1)
где b – зазор между вальцами, мм; L – длина вальца, мм; ρ – объемная масса измельчаемого продукта, кг/м3; vпр – скорость прохождения измельчаемого продукта, м/с,  ; vб – скорость быстровращающегося вальца, м/с, vм – скорость медленно врашающегося вальца, м/с;
; vб – скорость быстровращающегося вальца, м/с, vм – скорость медленно врашающегося вальца, м/с;  – коэффициент полезного использования зоны измельчения.
– коэффициент полезного использования зоны измельчения.
Зазор между вальцами при измельчении различных продуктов на различных системах колеблется в сравнительно широких пределах (от 0,05 до 2 мм). Его устанавливают в зависимости от степени измельчения зерна и его частиц, которую в практике принято оценивать извлечением, т.е. количеством продукта (%), просеивающегося через сито определенного номера.
На практике для определения производительности Q (кг/ч) пары вальцов часто применяют упрощенную зависимость
 , (2)
, (2)
где q – удельная нагрузка на вальцы, кг/(см  ч);
ч);  – длина вальца, см.
– длина вальца, см.
Таблица 1 - Некоторые параметры вальцовых станков
| Система | Удельная нагрузка, кг/(см сутки)
| Удельная потребная мощность, кВт/см | Количество рифлей на 1 см длины окружности вальцов | Уклон рифлей, % |
| I драная II драная крупная II драная мелкая III драная IV драная крупная IV драная мелкая V драная VI драная VII драная 1-я шлифовочная 2-я шлифовочная 3-я шлифовочная 4-я шлифовочная 5 и 6-я шлифовальные Вымольные 1, 2, 3, 4 и 5-я размольные 6, 7 и 8-я размольные 9 и 10-я размольные 1-я сходовая 2-я сходовая | 800 – 1200 600 – 900 600 – 900 400 – 600 250 – 300 300 – 400 200 – 300 120 – 150 300 – 400 300 – 350 300 – 350 200 – 300 180 – 300 125 – 200 125 – 150 180 – 250 140 – 200 | 0,185 – 1,200 0,225 – 0,240 0,135 – 0,155 0,205 – 0,225 0,175 – 0,210 0,145 – 0,160 0,140 – 0,155 0,115 – 0,125 0,135 – 0,155 0,070 – 0,080 0,070 – 0,080 0,080 – 0,085 0,080 – 0,095 0,080 – 0,095 0,080 – 0,090 0,105 – 0,115 0,105 – 0,115 0,105 – 0,115 0,100 – 0,110 0,100 – 0,110 | 3,5 – 4,5 4,0 – 5,5 4,0 – 5,5 5,0 – 6,5 5,5 – 6,5 5,5 – 6,5 6,5 – 8,0 7,5 – 8,5 7,5 – 8,5 9,0 9,0 9,5 10,0 9,5 – 10,0 10,0 10 – 11 10 – 11 10 – 11 | 4 – 6 4 – 6 4 – 6 4 – 6 6 – 8 6 – 8 7 – 8 7 – 8 8 – 9 6 – 8 6 – 8 6 – 8 6 – 8 7 – 10 8 – 10 6 – 8 8 – 10 8 – 10 8 – 10 8 – 10 |
В таблице 1 приведены ориентировочные удельные нагрузки, потребные мощности и данные по нарезке рифлей на вальцах по системам при сортовых помолах пшеницы.
Производительность станка, степень измельчения и расход энергии взаимосвязаны и определяются отношением окружных скоростей вальцов, диаметром и правильностью геометрической формы вальцов, профилем и характеристикой рифлей.
Увеличение окружных скоростей вальцов существенно повышает производительность при незначительном увеличении расхода энергии.
Отношение окружных скоростей вальцов также влияет на технологическую эффективность работы, станка; при его увеличении, с одной стороны, возрастает степень измельчения: а с другой, уменьшается скорость деформирования и измельчения зерна. С увеличением этого отношения расход энергии возрастает.
Одними из основных факторов, влияющих на эффективность работы вальцового
станка, являются равномерность зазора между вальцами и качество рифлей, включая
правильность выбора шага и уклона. щ
Для придания правильной геометрической формы рабочей поверхности вальцов перед нарезкой рифлей их необходимо тщательно прошлифовать. Шлифовку вальцов и нарезку рифлей проводят на специальных шлифовально-рифельных станках. Валец шлифуют при равномерном вращательном движении шлифовального круга и вальца, а также при равномерном возвратно-поступательном движении вальца вдоль оси. Рифли нарезают при равномерном поступательном движении вальца вдоль оси и равномерном повороте вальца в течение рабочего хода на угол, соответствующий продольному уклону рифли. В течение холостого хода поворачивают валец на угол, соответствующий продольному уклону рифли, а также шагу. Глубину нарезания рифлей
регулируют поперечной подачей резца, которая определяется шагом рифлей. v
Промышленность выпускает вальцовые станки пяти типов – ЗМ; ЗМ2; БВ; БВ2 и ВМ2-П (ВМП). Вальцовые станки ЗМ, ЗМ2, БВ и БВ2 выпускаются трех типоразмеров (табл. 2).
Таблица 2 - Техническая характеристика вальцовых станков
| Показатели | ЗМ и ЗМ2 | БВ и БВ2 | ВМ2-П | ||||
| 250 1000
| 250 800
| 250 600
| 250 1000
| 250 800
| 250 600
| 185 400
| |
| Производительность одной половины станка при первом пропуске на обойном помоле и извлечении (не более), т/сутки 50% 60% Окружная скорость быстровращающегося вальца, м/с гладкого нарезного Отношение окружных скоростей вальцов: гладких нарезных Расход воздуха на аспирацию станка, м3/с Диаметр выходных пневмопроводов, мм Наибольшая мощность электродвигателя привода вальца каждой половины, кВт Скорость воздуха в выходных пневмопроводах, м/с Габаритные размеры станка без электродвигателей и труб, мм: длина ширина высота Масса станка без электродвигателей, кг | - 5,1 6,4 1,5 2,48 0,167 - - 2342*/2400 1390/1280 3450/3600 | - 5,1 6,4 1,5 2,48 0,167 - - 2118/2200 1390/1280 2950/3150 | - 5,1 6,4 1,5 2,48 1,33 - - 1766/1930 1390/1280 2400/2550 | - 5,1 6,4 1,5 2,48 145 – 60 2322/2400 1555/1460 3750/3900 | - 5,1 6,4 1,5 2,48 - 145 – 60 2018/2200 1555/1460 3250/3400 | - 5,1 6,4 1,5 2,48 - 120 – 60 1766/1930 1555/1460 2700/2850 | - 5,1 7,45 1,5 2,47 - |
* - размеры и масса станков ЗМ2 иБВ2
Вальцовый станок ЗМ
Вальцовый станок типа ЗМ [4] – двухсекционный, с автоматической системой управления, предназначен для измельчения зерна и его промежуточных продуктов размола на мукомольных заводах с механическим транспортом зернопродуктов.
Станок может быть использован и на предприятиях с пневматическим транспортом.
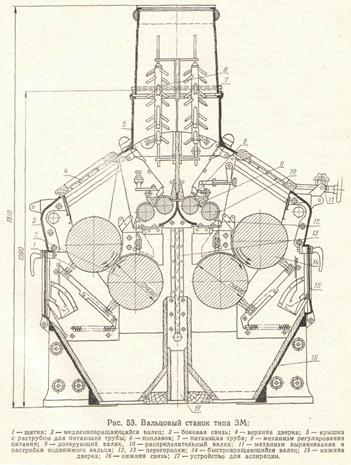
Станок типа ЗМ (рис. 53) состоит из станины, мелющих вальцов 2 и 14, питающих механизмов, межвальцовых зубчатых передач, механизма 8 регулирования питания, механического автомата управления с передаточным механизмом, механизма 11 выравнивания и настройки подвижного вальца с амортизатором, питающей трубы 7, щеток 1 нижних 15 и верхних 4 дверок.
Станину станка составляют две чугунные боковины, соединенные между собой связями 3 и 16, крышка 5 с раструбом для установки питающей трубы, внутренние перегородки 12 и 13 и устройство 17 для аспирирования станка.
Мелющие вальцы – это две стальные полуоси и рабочий барабан, изготовленный из никельхромистого чугуна, наружная поверхность которого отбелена. Вальцы в станине устанавливают на роликовых подшипниках так, чтобы между линией, соединяющей оси вальцов, и горизонталью был угол 45°. Один из каждой пары вальцов имеет только вращательное движение (быстровращающийся), второй (медленновращающийся), кроме вращательного, может иметь и поступательное движение в на* правлении, перпендикулярном оси. Этим обеспечивается регулирование зазора между вальцами, его равномерность по длине вальцов, быстрое сближение (привал) и удаление (отвал), а также прохождение между вальцами твердых посторонних предметов без поломок деталей станка и повреждения вальцов. Вальцы связаны между собой шестеренчатой передачей. Очищают вальцы щетками.
Настройку вальцов на параллельность проводят винтовыми механизмами. Для параллельного сближения (доводки) вальцов служит эксцентриковый механизм. Твердые посторонние предметы проходят между вальцами благодаря кратковременному увеличению зазора при сжатии пружины амортизатора, установленного под рычагом подвижного вальца.
Питающий механизм станка – двухваликовый. Диаметр распределительного валика 10 – 74 мм, дозирующего 9 – 88 мм. Распределительный валик имеет на рабочей поверхности нарезку глубиной 1,25 мм в виде кольцевых канавок треугольного сечения с углом 45°. На рабочей поверхности дозирующего валика сделана нарезка в виде продольных канавок, сечение которых подобно сечению рифлей вальцов. Глубину канавок на драных системах принимают 2,5 мм, на размольных – 1,5 мм. Канавки
нарезают с шагом 7,86 мм (35 канавок на окружности).
Питающий механизм приводится в движение плоскоременной передачей от ступицы быстровращающегося вальца, а дозирующий – от распределительного посредством шестеренчатой передачи. Щель между секторной заслонкой и распределительным валиком регулируют вручную.
Вальцовые станки типа ЗМ выпускают с механическим автоматом отвала и привала подвижного вальца. Автомат обеспечивает выполнение следующих операций;
отвал и привал подвижного вальца;
выключение и включение вращения питающих валиков;
закрытие и открытие секторной заслонки.
Отвал и привал вальцов сопровождаются световой сигнализацией. При отвале загораются красные сигнальные лампы. При холостом ходе станка сигнальные лампы включены, при рабочем режиме выключены.
|
из
5.00
|
Обсуждение в статье: Основные параметры вальцовых станков |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы