 |
Главная |


Настройка по пробным заготовкам с помощью рабочего калибра
|
из
5.00
|
ЗАДАЧИ РАБОТЫ
2.1. Определить настроечный размер при статической настройке станка.
2.2. Определить допуск настройки и настроечный размер при настройке станка по пробным заготовкам с помощью универсальных измерительных средств.
Мерительный инструмент и принадлежности
1. Набор плоскопараллельных концевых мер длины.
2. Стойка.
3. Комплект деталей (40-50 шт)
4. Калибр-скоба Ø 14 h 9(– 0,043).
5. Головка рычажно-зубчатая 1 ИГ
ТЕОРЕТИЧЕСКАЯ ЧАСТЬ
Обеспечение точности механической обработки
Одной из важнейших задач совершенствования производства приборов является управление точностью обработки деталей и надежное обеспечение технологом заданной конструктором точности.
Задача управления точностью обработки решается по следующим направлениям:
· точностные расчеты и осуществление первоначальной настройки станков, обеспечивающие минимальные систематические погрешности, которые связаны с настройкой, а также реализация наибольшего периода работы станков без поднастройки.
· расчеты режимов резания с учетом фактической жесткости технологической системы, при которых обеспечивается требуемое уточнение заготовок в процессе их обработки.
· точное управление (ручное и автоматическое) процессом обработки и своевременная точная поднастройка станков.
Методы настройки станков
Для осуществления технологической операции необходимо произвести предварительную наладку (настройку) станка. Под наладкой (настройкой) понимается процесс подготовки технологического оборудования и технологической оснастки к выполнению конкретной технологической операции.
В настоящее время для настройки станков применяются следующие методы: статическая настройка; настройка по пробным заготовкам с помощью рабочего калибра и настройка по пробным заготовкам с помощью универсальных измерительных средств.
Статическая настройка
Метод статической настройки заключается в установке режущих инструментов по различным калибрам и шаблонам на неподвижном (неработающем) станке. В этом случае на месте обрабатываемой заготовки устанавливается специальный калибр или шаблон. После этого инструмент доводится до соприкосновения с поверхностью калибра и закрепляется в этом положении. При настройке станка для обработки плоскостных заготовок с точными размерами в качестве установочного калибра часто используют набор мерных плиток. В отдельных случаях для установки инструмента используются специальные установочные приспособления с индикаторными устройствами.
В связи с тем, что статическая настройка осуществляется на неработающем станке, в процессе обработки заготовки из-за упругих деформаций в системе СПИД, действия теплового и других факторов размер обработанного изделия оказывается больше (для охватываемых поверхностей) или меньше (для охватывающих поверхностей) требуемого.
Поэтому для компенсации изменения фактических размеров обрабатываемых заготовок установочные калибры или шаблоны при статической настройке изготавливаются с отступлением от чертежа детали на величину некоторой поправки Dп. При этом расчетный настроечный размер  установочного калибра определяется по формуле:
установочного калибра определяется по формуле:
| (1) |
где  - размер заготовки, который должен быть фактически получен в результате обработки, когда настройка станка ведется по середине поля допуска заготовки:
- размер заготовки, который должен быть фактически получен в результате обработки, когда настройка станка ведется по середине поля допуска заготовки:
где  и Lmin – соответственно наибольший и наименьший предельные размеры детали по чертежу; Dп - поправка, учитывающая деформации в упругой технологической системе и шероховатость поверхности калибра, по которому производится настройка.
и Lmin – соответственно наибольший и наименьший предельные размеры детали по чертежу; Dп - поправка, учитывающая деформации в упругой технологической системе и шероховатость поверхности калибра, по которому производится настройка.
В общем случае
Dп = D1 + D2 + D3, (2)
где  ,
,  и D3 - составляющие поправки, учитывающие соответственно упругие отжатия в технологической системе, шероховатость поверхности калибра и величину зазора в подшипниках шпинделя. В формуле (1) знак минус принимается для случая обработки вала, а знак плюс – для отверстия.
и D3 - составляющие поправки, учитывающие соответственно упругие отжатия в технологической системе, шероховатость поверхности калибра и величину зазора в подшипниках шпинделя. В формуле (1) знак минус принимается для случая обработки вала, а знак плюс – для отверстия.
Численное значение поправки при односторонней обработке может быть найдено из зависимости:

|
При двусторонней обработке (обработка цилиндрических поверхностей) значение  найденное по формуле (2), необходимо удвоить.
найденное по формуле (2), необходимо удвоить.
В силу того, что установка резца по калибру осуществляется соприкосновением его вершины с точной поверхностью калибра, и при обработке заготовки положение вершины резца определяет положение впадин неровностей, а измерение заготовки производится по выступам неровностей, измеренный размер оказывается больше размера калибра на величину
 (4)
(4)
При двусторонней обработке значение Rz также удваивается.
Поправка  при односторонней обработке равна половине диаметрального зазора в подшипниках шпинделя и зависит от типа и марки станка. В случае двусторонней обработки эта величина удваивается. Для токарных станков обычной точности = 0,04 мм, для токарных станков повышенной точности = 0,02 мм.
при односторонней обработке равна половине диаметрального зазора в подшипниках шпинделя и зависит от типа и марки станка. В случае двусторонней обработки эта величина удваивается. Для токарных станков обычной точности = 0,04 мм, для токарных станков повышенной точности = 0,02 мм.
Следует подчеркнуть, что метод статической настройки станков является сравнительно неточным, что, в первую очередь, обусловлено неточностью определения самой поправки (погрешность ее определения достигает 50%). По этой причине данный метод настройки обеспечивает обработку заготовок с точностью порядка 8–9 квалитетов.
Вместе с тем, значительное сокращение продолжительности настройки станков при установке инструментов по калибрам, особенно при многорезцовой обработке, определило широкое распространение этого метода в крупносерийном и массовом производствах. Существенным достоинством этого метода является также возможность настройки инструментальных блоков по калибрам вне станка на специальных оптических устройствах, что значительно повышает точность настройки и сокращает простой станков при настройке. Весьма часто этот метод настройки применяется при многоинструментальной обработке и является основным методом настройки обрабатывающих центров и других станков с ЧПУ.
Настройка по пробным заготовкам с помощью рабочего калибра
В последнее время получил распространение метод настройки по тому же рабочему калибру, которым пользуется в дальнейшем станочник при обработке изделия. В этом случае после настройки рабочий изготавливает одну или несколько пробных заготовок и контролирует полученные размеры. Если размеры этих заготовок находятся в пределах допусков, предусмотренных рабочим калибром, то настройка признается правильной и разрешается обработка всей партии заготовок.
Однако такой метод настройки нельзя полностью признать удовлетворительным в силу следующих обстоятельств. Даже в наиболее благоприятном случае, когда допуск на размер значительно превосходит поле рассеяния, нет гарантии того, что значительная часть заготовок партии не окажется за пределами установленного допуска, т. к. не будет браком.
Для пояснения этой ситуации обратимся к схеме, приведенной на рис.4 .1.
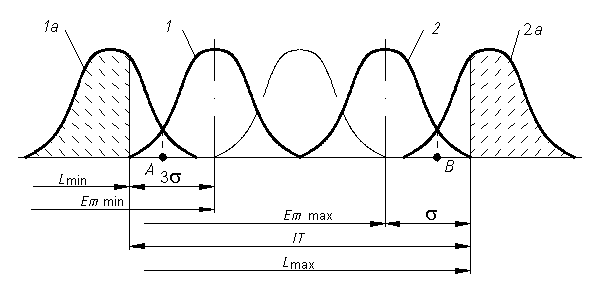
Рис. 4.1. Возможные положения кривых распределения размеров
относительно поля допуска при s0< Т.
Дело в том, что кривая рассеяния, к которой принадлежит размер пробной заготовки, может занимать внутри поля допуска различные положения, и при изготовлении одной пробной заготовки нельзя определить, какому участку поля рассеяния она соответствует. К примеру, точки А и В, соответствующие размерам пробной заготовки, могут принадлежать кривым 1 и 2, расположение которых исключает появление брака, но они могут также относится и к кривым 1а и 2а, которые в значительной мере выходят за пределы допуска, что связано с появлением большого количества брака (заштрихованные участки на рис. 4.1). По мере увеличения числа пробных заготовок вероятность появления значительного брака снижается, но опасность его появления полностью не устраняется.
С целью исключения опасности появления брака в случае, когда поле допуска превышает поле рассеяния, т. к.  , необходимо с помощью настройки обеспечить расположение кривой фактического распределения размеров внутри поля допуска с таким расчетом, чтобы ее центр группирования (математическое ожидание
, необходимо с помощью настройки обеспечить расположение кривой фактического распределения размеров внутри поля допуска с таким расчетом, чтобы ее центр группирования (математическое ожидание  ) отстоял от предельных размеров на расстоянии не менее, чем 3σ.
) отстоял от предельных размеров на расстоянии не менее, чем 3σ.
Методом настройки станков по рабочим калибрам при небольшом числе пробных заготовок эту задачу решить нельзя. Для этого более рациональным является метод настройки станков с помощью универсальных измерительных средств по суженным допускам.
|
из
5.00
|
Обсуждение в статье: Настройка по пробным заготовкам с помощью рабочего калибра |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы