 |
Главная |


ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2А135
|
из
5.00
|
Назначение станка:
Предназначен для сверления, рассверливания, зенкерования, развертывания отверстий в различных деталей сравнительного небольшого размера и веса, а также для торцевания, нарезания резьб машинными метчиками в условиях индивидуально и серийного производства.

Описание узлов станка:
1 – Стол (На него устанавливается обрабатываемая деталь).
2 – Шпиндель (Для закрепления режущего инструмента).
3 – Коробка скоростей (Для приведения в движ. Шпинделя).
4 – Станина (колонна) – для опоры и закрепления коробки скоростей, шпиндельной бабки с коробкой подач, стола
5 – Основание станины (обеспечивает устойчивость станка, явл. Опорой станины и стола)
Описание движений:
В – вращение шпинделя (с режущим инструментом)
П – осевое прямолинейное движение режущего инструмента
П – осевое прямолинейное движение шпинделя
П – перемещение стола (ручные прямолинейные)
П – перемещение шпиндельной бабки (ручные прямолинейные)
Общая характеристика станка:
Техническая характеристика станка
Наибольший диаметр сверления в mm ..................................................................... 35
Расстояние от оси шпинделя до лицевой стороны станины в мм ............... ,....... 300
Наибольшее расстояние от торца шпинделя до стола в мм ................................... 750
Наибольший ход шпинделя в мм................................................................................ 225
Наибольшее установочное перемещение шпиндельной бабки в мм .................... 200
Размеры рабочей поверхности стола в мм :
длина...................................................................................................................... 500
ширина ................................................................................................................. 450
Наибольшее вертикальное перемещение стола в мм.............................................. 325
Число скоростей вращения шпинделя........................................................................... 9
Пределы чисел оборотов шпинделя в минуту................................................ 68—1100
Количество величин подач........................................................................................... 11
Пределы величин подачи в мм/об...................................................................... 0,115-1,6
Мощность главного электродвигателя в кВт ........................................................... 4,5
Движения в станке. Движение резания - вращение шпинделя с режущим инструментом. Движение подачи - осевое перемещение шпинделя с режущим инструментом. Вспомогательные движения - ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его осн.
Принцип работы. Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент в зависимости от формы его хвостовика/закрепляется в шпинделе станка при помощи патрона или переходных втулок? В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Конструктивные особенности. Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом.
В конструкции вертикально-сверлильного станка модели 2А135 предусмотрено автоматическое включение движения подачи после быстрого подвода режущего инструмента к обрабатываемой детали.
Шпиндель станка смонтирован на прецизионных подшипниках качения. Нижняя опора состоит из радиального шарикового подшипника класса АВ. В верхней опоре установлен один шариковый подшипник класса В.
Заводом предусмотрена возможность смены приводных шкивов клиноременной передачи, что позволяет устанавливать пределы чисел оборотов шпинделя в соответствии с технологическими задачами.
Для сокращения вспомогательного времени на станке модели 2А135 обеспечена возможность включения и выключения подачи тем же штурвалом, который осуществляет ручное быстрое перемещение шпинделя.
Модели вертикально-сверлильных станков. На машиностроительных заводах получили распространение следующие модели вертикально-сверлильных станков: 2118, 2118А, 2Б118 для сверления отверстий в мягкой стали диаметром до 18 мм; 2125 и 2А125 для сверления отверстий диаметром до 25 мм; 2135, 2А135 для сверления отверстий диаметром до 35 мм; 2150, 2А150 и 2170 для сверления отверстий диаметром соответственно до 50 и 70 мм. Выпущен станок модели 2Н135А.
Описание кинематической схемы:
Привод главного движения осуществляется от электродвигателя. От электродвигателя движение передаётся полужёсткой муфтой валу коробки скоростей. Коробка скоростей имеет трёх валовую систему и зубчатые зацепления с тремя двойными блоками. Таким образом, выходной вал коробки скоростей имеет восемь различных частот вращения. Далее движение через шестерни и клиноремённую передачу со шкивами передаётся на механизм перебора.
Перебор удваивает количество скоростей, обеспечивая шпинделю 16 различных частот вращения.
Привод подач. Как при рабочей подаче, так и при ускоренных перемещениях исполнительные механизмы консоли получают движение от фланцевого электродвигателя. От электродвигателя движение через полужёсткую муфту передаётся на коробку подач, которая конструктивно выполнена идентично коробке скоростей, то есть имеет такую же трёх валовую систему и те же зубчатые зацепления с тремя двойными блоками. Таким образом, третий вал коробки подач имеет 8 различных частот вращения. Далее движение через широкую шестерню и двойной блок передаётся на вал XII, обеспечивается ему 16 частот вращения.
От вала XII движение через червячную передачу, обгонную муфту и далее через передачи передаётся на вал XIV – вал коробки реверсов. Регулировка поперечной, продольной и вертикальной подач осуществляется винтами.
Движение продольной подачи стола заимствуются от коробки реверсов, и передаётся шестерни и далее через передачу, шестеренчатый вал, коническую передачу и конический реверс - ходовому винту. Кулачковая муфта служит для реверсирования продольной подачи.
Ускоренные перемещения стола, поперечных салазок и консоли осуществляются с постоянной скоростью. В этом случае движение от электродвигателя, минуя коробку передач, с помощью валов и фрикционной муфты передаётся к рабочим органам станка.
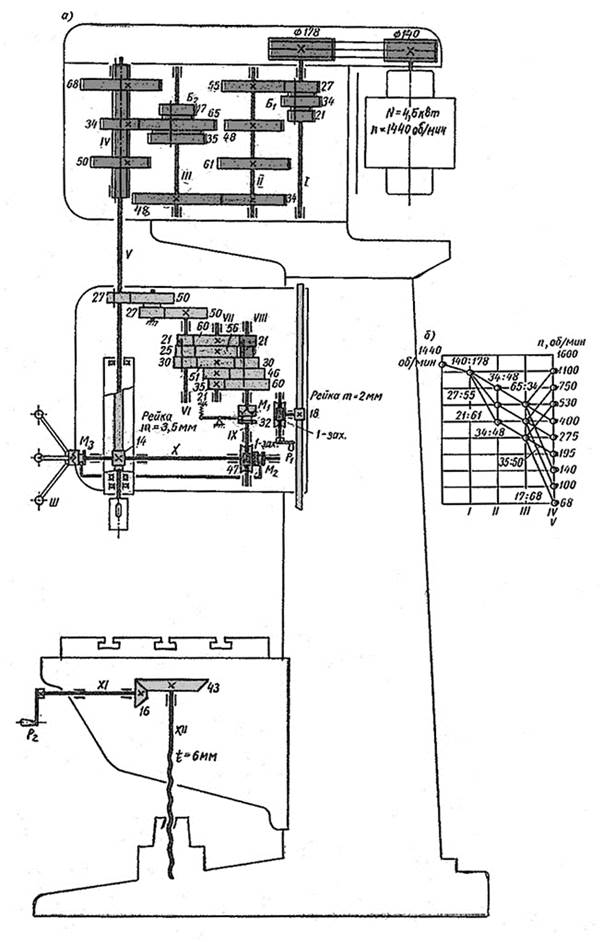
Рис. 2. Кинематическая схема вертикально-сверлильного станка модели 2А13

Рис. 3. Общий вид вертикально-сверлильного станка модели 2А135
СВЕРЛИЛЬНО-РАСТОЧНАЯ ГРУППА СТАНКОВ:
|
из
5.00
|
Обсуждение в статье: ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2А135 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы