 |
Главная |


ЛИТЕРАТУРНЫЙ ОБЗОР О МЕТОДАХ ПОЛУЧЕНИЯ СВОЙСТВАХ И ПРИМЕНЕНИИ ЭФИРОВ ЖИРНЫХ КИСЛОТ В ПРОИЗВОДСТВЕ БИОДИЗЕЛЬНОГО ТОПЛИВА
|
из
5.00
|
РАЗДЕЛ 1
1.1 Использование альтернативного топлива
Сейчас получение биоэнергии и биотоплива становится главной задачей во всем мире, особенно в связи с возрастающими ценами на нефть и повышением энергопотребления, а также проблемами охраны окружающей среды [1].
В последнее время все более широкое применение в качестве топлива для двигателей находят топлива, производимые из растительных масел [2].
Биодизель производится из любого растительного масла. При этом качество биодизеля зависит, прежде всего, от степени подготовки растительного масла. Масло не должно содержать механических примесей. Для получения биодизеля, отвечающего требованиям европейских стандартов, растительное масло необходимо очищать ещё тщательнее, а биодизель промывать [3].
Начиная с 1997 г. в Америке и странах Европы появились стандарты на биодизельное топливо, в которые вошли физико-химические показатели, определяющие качество метиловых эфиров растительных масел (МЭРМ), используемых не только как самостоятельный вид топлива, но и как компонент смесевого топлива (например, в смеси с нефтяным дизтопливом (ДТ)).
Поскольку жирно-кислотный состав эфиров растительных масел может несколько варьироваться, то и характеристики биодизельного топлива могут меняться. В таблице 1.1 представлены усреднённые характеристики биодизельного топлива, полученного из различных масел и требования к МЭРМ по стандартам DIN EN 14214[4].
Таблица 1.1
Физико-химические показатели топлив
| Параметры | DIN EN 14214 | Эфир подсолнечного масла | Эфир кукурузного масла | Эфир рапсового масла | Эфир льняного масла |
| Цетановое число | не менее51 | ||||
| Плотность 15 °С, кг/м3 | 860-900 | ||||
| Плотность 20 °С, кг/м3 | к н | ||||
| Вязкость, 40 °С, мм2/с | 3,5-5,0 | 4,0 | 4,1 | 5,3 | 5,0 |
| Вязкость, 20 °С, мм:-с-1 | н н | 6,1-7,1 | 6,4-7,4 | 3,0-8,6 | 7,7-8,0 |
| Фракционный состав, °С начало кипения 50% 96% | н/н | ||||
| Температура застывания, °С | не>-20 | -19 | -19 | -20 | -13 |
| Температура помутнения, °С | н/н | -13 | - | -15 | - |
| Температура вспышки, °С | не ниже120 | ||||
| Содержание серы, мг/кг | не> 10 | 7,9 | 8,5 | 5,7 | 6,7 |
| Содержание воды, мг/кг | не>500 |
Как видно из данных, представленных в таблице, характеристики получаемых в настоящее время метиловых эфиров растительных масел довольно близки и удовлетворяют требованиям европейского стандарта, сформулированного для компонента дизельного топлива;
Так, цетановое число биодизельного топлива выше, чем требует стандарт DIN EN 14214, но не превышает 55 единиц (при более высоком цетановом числе ухудшается экономичность работы двигателя и увеличивается дымность отработанных газов).
Фракционный состав топлив имеет очень важное эксплуатационное значение, так как характеризует его испаряемость в двигателях и давление паров при различных температурах и давлениях [5].
Высокая температура вспышки делает это топливо более безопасным при хранении, транспортировке и эксплуатации.
Низкое содержание серы улучшает экологические характеристики биодизеля.
По данным Министерства энергетики США (Department of Energy – DOE) применение биодизельного топлива снижает выбросы практически всех вредных веществ, за исключением оксидов азота, снижает канцерогенность выхлопа на 94%, мутагенность на 80 – 90% (в случае применения чистого биодизельного топлива).
Теплота сгорания чистого биодизельного топлива ниже, чем у дизтоплива на 11 – 12,5% (на единицу массы) и на 7 – 8% (на единицу объёма). Более низкая теплота сгорания приводит к некоторому (до 10%) снижению мощности двигателя и увеличению расхода топлива [6].
Биодизель смешивается с дизельным топливом во всех соотношениях. Во многих странах используют смеси биодизеля с дизельным топливом. Часто смеси с дизельным топливом имеют свои обозначения, например «B20», такое обозначение указывает, что смесь содержит 20% биодизеля [7].
Преимущества биодизеля перед нефтяным дизельным топливом:
- биодизель производится из возобновляемого сырья, тем самым не завися от постоянно уменшаемых запасов нефти.
- является полностью биоразлагаемым.
- его использование приводит к сокращению выбросов большинства отработанных газов (за исключением оксидов азота)
- более высокая температура вспышки, обеспечивает большую безопасность при обработке и хранении [8].
К недостаткам стоит отнести более высокую стоимость, хотя во многих странах цена регулируется на законодательном уровне путем различных субсидий и уменьшением акцизных сборов. Более высокая стоимость может быть компенсирована использованием менее дорогого сырья, различных жировых отходов (например, отработанного масла для жарки). Также при использовании биодизеля немного увеличенное количество выбросов отработанных газов оксидов азота [9].
Исследования по применению растительных масел и топлив на ихоснове проводятся крупнейшими двигателестроительными фирмами: AllisChalmers, Caterpillar, Cummins, GeneralMotors, JohnDeere, Harvester (США), Perkins, Ricardo (Англия), Mercedes-Benz, Daimler-Benz, Deutz, Volkswagen, MAN, HatzDiesel, Henkel-hauzen, Porsche (Германия), Volvo (Швеция), Isuzu, Toyota, Komatsu (Япония) [10].
Первый испытательный завод для производства биодизеля из рапсового масла был построен в Австрии в 1987 году. Постоянное развитие производства биодизеля в Европе привело к принятию в 2003 году европейской директивы в поддержку биодизеля [11].
1.2 Теория получения биодизеля
Биодизель – это сложные эфиры жирных кислот (ЖК), получаемые обычно переэтерификацией природных масел и жиров низшими спиртами (метанолом, этанолом и др.) в присутствии катализаторов. Глицериды ЖК при нагревании с нейтральными метиловым или этиловым спиртами даже при кипячении почти не изменяются. Но если к жиру, нагретому примерно до +80°С, при хорошем перемешивании прилить двойной объем метилового спирта, в котором растворено немного едкого калия ( примерно 0,9 н. раствор), то через несколько минут из образовавшегося раствора глицерин (ГЛ) выделяется в виде отдельной фазы. Анализы показывают, что в спиртовом растворе над слоем ГЛ оказываются метиловые эфиры ЖК исходного жира с небольшим количеством ацилглицеридов. Результаты протекающей при этом реакции можно представить суммарным уравнением (рис. 1.1)

Рисунок 1.1. Суммарное уравнение алкоголиза ТГ со спиртами
Как видно при этой реакции из глицеридов ЖК образуются метиловые эфиры. Такой обмен спиртов в сложных эфирах называют алкоголизом. В общем такой алкоголиз аналогичен гидролизу жиров. Различие заключается в том, что вместо воды действующим агентом является спирт.
Подобно гидролизу алкоголиз триглицеридов (ТГ) протекает в три последовательных стадии [12, 13]:.
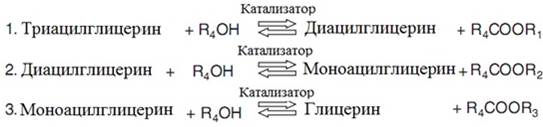
| (1.1) (1.2) (1.3) |
Процесс алкоголиза может быть катализируемый кислотами, катализируемый щелочами, проходить с использованием ферментов или без использования катализатора. Без катализатора он протекает крайне медленно даже при температуре + 250°С [14,15].
Алкоголиз при атмосферном давлении осуществляется с 0,5÷1,0 молярным избытком спирта в присутствии щелочного катализатора при температуре от +25°С до+100°С. Такой катализируемый щелочами процесс алкоголиза при атмосферном давлении проходит без всяких проблем, если исходные масла или жиры свободны от воды и содержат меньше 0,5% масс. свободных ЖК [16]. Жиры и масла, имеющие относительно высокое содержание свободных ЖК, могут быть переэтерифицированы под высоким давлением с 7÷8 молярным избытком метанола в присутствии щелочного или металлического катализатора с образованием метиловых эфиров. Этот процесс проводится при температуре + 240°С и давлении около 10,0 Мпа [17]. Алкоголиз при атмосферном давлении, по сравнению с переэтерификацией под высоким давлением, требует значительно меньше метанола и энергии, а также не требует дорогостоящих реакторов, работающих под давлением.
Глубина алкоголиза глицеридов зависит от состава реагирующих эфиров и спирта. В случае алкоголиза ТГ глубина его наибольшая при применении метилового спирта (достигает около 95%). С увеличением молекулярной массы действующего спирта глубина алкоголиза уменьшается, определяясь положением установившегося равновесия. Глубина алкоголиза, например, подсолнечного масла при применении этилового спирта равна 35,3%, а при использовании амилового спирта она составляет всего 11,5% [13]. Равновесие алкоголиза может быть сдвинуто изменением соотношения между количествами ТГ и спирта, или при выведении из зоны реакции одного из образующихся продуктов, например, глицерина (ГЛ).
При использовании метанола наиболее применяемыми параметрами проведения реакции являются: температура 60°C и мольное соотношение метанол:масло 6:1 [18, 19, 20, 21]. Использование других спиртов (этанол и бутанол) требует более высоких температур (75 и 114°C соответственно) для достижения максимального выхода эфиров [22].
Сама реакция алкоголиза обратима, хотя при получении из масел сложных эфиров жирных кислот протекание обратной реакции маловероятно за счет того, что образовавшийся глицерин не смешивается с продуктами реакции, в результате образуется двухфазная система.
Реакция алкоголиза соевого масла с метанолом или 1-бутанолом, в зависимости от мольного соотношения спирта к соевому маслу, является или реакцией псевдопервого порядка, или реакцией второго порядка (спирт:соевое масло 30:1 – псевдопервый порядок, спирт:соевое масло 6:1 - второй порядок; катализатор NaOBu), тогда как обратная реакция есть реакцией второго порядка [23]. В работах [24, 25, 26] также было проведено исследование порядка реакции. Метанолиз подсолнечного масла при мольном соотношении метанол:подсолнечное масло 3:1 описывался кинетическими уравнениями второго порядка, но в результате образования глицерина и расслоения системы порядок не был подтвержден. В дальнейшем было подтверждено, что смешиваемость играет существенную роль при прохождении реакции [24].
1.3 Сырье для производства биодизельного топлива
1.3.1 :Жировое сырье
Состоянием на 2011 год производство биодизеля в мире составляет около 30 миллионов тонн в год. С другой стороны, ежегодное производство растительных масел составляет приблизительно 110 миллионов тонн, и они, главным образом, используются в продовольственных целях. Поскольку производство растительных масел пока не может увеличиваться с той быстротой, с которой растет спрос на биодизель, конкуренции с продовольственным рынком не избежать. В основном все растительные масла и животные жиры могут использоваться в качестве сырья для промышленного производства биодизеля. Но сейчас основным сырьем является рапсовое, соевое и пальмовое масла [27].
Выбор масла во многом зависит от региона производства, и как правило используют самое распространенное в этом регионе масло, что приводит к снижению себестоимости биодизеля. Следовательно, рапсовое и подсолнечное масла используются в Европейском союзе [28], пальмовое масло преобладает при производстве биодизеля в тропических странах [29, 30], соевое масло [31] и жиры животного происхождения является основным сырьем в США.
Также эфиры жирных кислот производятся и с других видов сырья: масла кокосового [32], масла из рисовых отрубей [33, 34], масла эфиопской горчицы (Brassicacarinata) [35], животных жиров и талового масла [35, 36, 37].
На выбор сырья могут повлиять и правительственные решения, такие как программы субсидий. Так, в США программа поддержки способствовала использованию рафинированного соевого масла сои в качестве сырья для производства биодизеля. С другой стороны Бразилия, хоть и является вторым в мире производителем сои в мире поддерживает производство биодизеля с касторового масла, поскольку правительство полагает, что рынки для соевого масла более обширны, в отличие менее востребованного касторового [38].
1.3.2 Спиртовые компоненты
В настоящее время наиболее популярным и широко используемым спиртом для получении ЖЭНС является метанол. Такой выбор обусловлен тем, что метанол является одним из самых дешевых спиртов. Например в США он вдвое дешевле этанола. А вот в Бразилии этанол дешевле метанола, и следовательно биодизель производят используя этанол. В Украине также сейчас более дешевым является метанол, но наблюдается тенденция выравнивания цен на метанол и этанол [39].
Одним из главных достоинств метанола при производстве биодизеля является то, что с ним легче идет реакция, нежели при использовании других спиртов (этанол, бутанол). И следовательно, при использовании метанола энергетические затраты производства биодизеля меньше.
Однако он обладает рядом недостатков, которые во всё большей мере перевешивают его преимущества. Метанол ядовит; его получают из природного газа (не возобновляемый источник сырья, который всё время дорожает и этот процесс продолжится в будущем). Ядовитость метанола опасна для окружающей среды и при гидролизе его жирнокислых эфиров, который может протекать при попадании этих эфиров в окружающую среду.
Известно [40, 41] использование спиртов с более длинной как прямой так и разветвленной цепью (этиловый, изопропиловый, бутиловый спирты), и было установлено, что эфиры жирных кислот этих спиртов имеют более низкие точки замерзания, чем их метиловые эфиры.
Что же касается этанола, то у него есть ряд преимуществ. Его получают из возобновляемых источников сырья. Он гораздо менее ядовит, чем метанол. Его эфиры с жирными кислотами практически не отличаются по свойствам от метиловых эфиров жирных кислот. Для Украины этанол обладает ещё и тем преимуществом, что мощности по его производству загружены ~ на 50%, поэтому рост его производства не потребует значительных капитальных вложений.
К недостаткам этанола можно отнести более низкую скорость реакции, чем при использовании метанола. Что в свою очередь влечет за собой повышение давления и температуры процесса и приведет к удорожанию производства биодизеля.
Производство биоэтанола в мире растёт очень быстрыми темпами, а цена на него постепенно снижается. Согласно отчетам Организации экономического сотрудничества и развития (ОЭСР) и Продовольственной и сельскохозяйственной организации ООН (ПСО), объем производства биоэтанола будет расти и к 2017 г. достигнет 125 млрд. л, что в 2 раза больше показателя 2007 г. В качестве примера специалисты ПСО приводят успешное использование растительного топлива в Бразилии. Страна является крупнейшим в мире производителем биоэтанола. Около одного миллиона бразильских автомобилей работают на горючем, получаемом из сахарного тростника [42]. Очень важно и то, что для производства этанола по новым, так называемым «зелёным», технологиям можно использовать непищевое сырьё.
Довольно перспективным спиртом для производства биодизеля стает бутанол. До недавнего времени он считался синтетическим и его очень мало получали из возобновляемых источников. Сейчас разработаны методы и технологии получения бутанола из возобновляемого сырья.
Во всём мире бутанол позиционируется, прежде всего, как альтернатива нефтяному бензину и этанолу. Его называют горючим следующего поколения. Главными его преимуществами по сравнению с биоэтанолом являются более высокая энергонасыщенность и существенно более низкая гигроскопичность. Пока биобутанол дороже, чем биоэтанол, однако, в близком будущем эксперты прогнозируют сближение цен и даже более низкие цены для биобутанола, чем для биоэтанола [43].
Бутанол имеет лучшую смешиваемость с липидным сырьем, что способствует снижению массообменных процессов. Кроме того, температура кипения бутанола выше чем у метанола и этанола, что позволяет проводить реакцию при более высоких температурах. Это немаловажная преимущество особенно при кислотно-катализируемом алкоголизе, так как часто требуется более высокая температура реакции для быстрого достижения высокой степени превращения [44]. Например, процесс бутанолиза соевого масла в присутствии 1% масс H2SO4 проводят при температурах от 77 до 117 °С. При 117 °C время реакции составляет только 3 ч, в то время как при 77 °С требуется 20 ч. При более высоких температурах степень разделения фаз уменьшается, увеличивается константа скорости, а также улучшается смешиваемость, что приводит к существенному сокращению времеми реакции [45].
В частности, при 240 °С и 7 МПа в присутствии 1,7% масс H2SO4 для достижения степени превращения 90% требуется только 15 мин. В таких условиях при использовании сырья, богатого высокомолекулярными свободными жирными кислотами, реакция идет с непрерывным удалением воды. Тем не менее, при таких жестких условиях могут проходить побочные реакции, такие как глицеролиз.[22, 46].
1.3.3 Альтернативное сырье
Даже при использовании самых дешевых рафинированных масел в качестве сырья, производство биодизеля является более дорогим в сравнении с получением нефтяного дизельного топлива. В [47, 48, 49] показано, что биодизельное топливо, произведенное из пищевых растительных масел, экономически не может конкурировать с топливом на основе нефти. Основной причиной является относительно высокая стоимость жирового сырья, которая составляет от 70 до 85% общей стоимости производства. В результате биодизель оказывается дороже нефтяного топлива. А желание среди коммерческих фирм использовать возобновляемое сырье для производства топлива с низким уровнем загрязнения окружающей среды и большей стоимостью, как правило, не велико.
В Европе высокие налоговые ставки на нефть способствуют некоторому снижению разницы между ископаемым и возобновляемым видами топлив и способствуют более широкому использованию биодизеля. Также в использовании биодизеля большое значение имеют экологические и энергетические проблемы безопасности [50].
О нецелесообразности использования в качестве сырья для биодизеля пищевых жиров говорится в проекте резолюции Европы об отмене с 2020 года дотаций на производство биотоплива. Основную проблему эксперты видят в том, что при продолжительном использовании пищевых культур - рапса, кукурузы и сахарного тростника – человек неминуемо приближает наступление глобального продовольственного кризиса. Кроме того, для выращивания этих культур с целью дальнейшей переработки в биотопливо, вырубаются большие площади лесных массивов. В результате объем выделяющихся парниковых газов не уменьшается, как планировалось при производстве биотоплива, а растет.
В связи с этим, в проекте резолюции Европейской комиссии сказано, что с 2020 года будет поощряться только такое производство биотоплива, которое не использует сельхозкультуры и способствует уменьшению количества парниковых газов. Это значит, что экологичное топливо можно будет производить только из отходов и водорослей, при том, что сегодня в Европе 80% биодизеля производится из рапса.
Уже на данный момент альтернативной заменой растительных пищевых жиров могут послужить например животные жиры. Они, как правило, дешевле рафинированных масел, так как они являются побочным продуктом животноводства и спрос на них ниже, чем у наиболее распространенных растительных масел. Животные жиры имеют более высокое содержание насыщенных жирных кислот, чем растительные масла и имеют довольно высокую температуру плавления, что может привести к выпадению осадка в холодную погоду [51]. Положительным фактором использования животного жира является более высокое цетановое число полученного биодизеля, в сравнении с биодизелем, полученным на основе растительных масел [52].
Только жиры с низким содержанием свободных жирных кислот пригодны для прямого алкоголиза с использованием щелочных катализаторов [53, 54]. Хотя алкоголиз животных жиров осуществляется методами, аналогичными тем, которые применяются для растительных масел, существуют некоторые особенности [55, 56].
Еще одним потенциальным сырьем для производства биодизеля является соапсток. В настоящее время эти отходы (после доведения их на заводах изготовителях до товарной формы) представляют собою смесь жиров (полных и неполных ацилглицеролов), жирных кислот и воды с относительно небольшим количеством фосфолипидов, белковых веществ и серной кислоты. Таких отходов в Украине образуется около10000 т/год в пересчёте на жирные кислоты [57, 58].
Интересным и перспективным сырьем для производства биодизеля являются водоросли. Выход масла с единицы площади при использовании водорослей намного превышает выход масла с масличных растений, кроме того водоросли не нуждаются в пахотной земле, и могут расти в любом месте, где есть вода и солнечный свет [59].
Данные по сравнительной эффективности различных культур, приведенные в таблице 1.2, взятой из [60], также говорят о преимуществе микроводорослей перед традиционными сельскохозяйственными культурами.
Таблица 1.2
Выход масла с 1 га посевной площади для различных культур
| Вид растения | Урожайность | |
| кг/га | л/га | |
| Соя | ||
| Рапс | ||
| Подсолнечник | ||
| Кокосовая пальма | ||
| Масличная пальма | ||
| Микроводоросли, достигнутый результ | ||
| Микроводоросли, потенциальный результат |
Однако, несмотря на уже имеющийся опыт промышленного получения микроводорослей и жиров из них на коммерческой основе, пока ещё в технологии выращивания микроводорослей достаточно нерешённых проблем [61].
1.4 Катализаторы
1.4.1 Гомогенные катализаторы
В многочисленной литературе описано производство биодизеля переэтерефикацией [29,30, 31, 32, 33, 34, 62, 63, 64]. Биодизель в настоящее время производят с использованием гомогенных щелочных катализаторов, поскольку процесс при использовании кислотного катализатора протекает значительно медленнее [35, 65, 66]. Наиболее распространенными являются катализаторы: гидроксид калия (КОН), гидроксида натрия (NaOH), метилат натрия (NaOCH3) и этилат натрия (NaOCH2CH3) [67].
Главным преимуществом гомогенного щелочного катализа перед кислотным является - высокая скорость обменных процессов при умеренных условиях и сравнительно короткое время реакции [68]. Кроме того, щелочные катализаторы менее коррозионно-агрессивные к промышленному оборудованию. Одним из главных недостатков основных катализаторов является большая чувствительность к содержанию свободных жирных кислот в сырье. Это означает, что щелочные катализаторы оптимально работают при использовании высококачественного, с низким содержанием свободных жирных кислот, масла, которое является более дорогим чем неочищенные масла Таким образом, использование щелочных катализаторов ограничено содержанием жирных кислот в сырье. Максимально допустимым считают присутствие 3% жирных кислот [69].
При использовании гомогенных кислотных катализаторов реакция алкоголиза протекает намного медленнее, чем при использовании гомогенных щелочных катализаторов [70]. Тем не менее, кислотные катализаторы при реакции алкоголиза имеют важное преимущество, поскольку производительность кислотного катализатора не сильно зависит от наличия в сырье свободных жирных кислот, а также кислотные катализаторы могут быть одновременно катализаторами для реакции этерификации и переэтерификации. Таким образом, большое преимущество кислотных катализаторов заключается в том, что они могут производить биодизель из недорогого липидного сырья, например, из отходов жировой промышленности [69]. Главными недостатками кислотного катализа является возможность формирования побочных продуктов реакции вследствие окисления или разложения сырья под действием кислоты [71].
Использование в качестве катализаторов алкоголятов соответствующих спиртов имеет преимущества перед гидроксидами соответствующих металлов, так как выделяющаяся в результате взаимодействия спирта с гидроксидом, согласно уравнению (1), вода будет мешать протеканию реакции.
R′OH + XOH → R′OX + H2O (R′ = алкил; X = Na или K)
Применение алкоголятов также приводит к получению более чистого глицерина [51, 22].
Показано [51], что содержание воды и свободных жирных кислот в жировом сырье должно быть минимальным.
В работе [72] описан процесс алкоголиза рапсового масла с использованием КОН и NaОН в качестве катализаторов.
В работе [73] описано производство биодизеля из отработанных масел для жарки (фритюрных жиров) с использованием КОН в качестве катализатора. Реакция проводилась при атмосферном давлениии комнатной температуре, в результате достигалась степень превращения 80-85% у же через 5 минут реакции даже при использовании метанола в стехиометрическом соотнощении. В результате было предположено, что содержание в сырье СЖК менее 3% не несет никакого отрицательного эффекта при получении биодизеля. Также приемлемым является содержание фосфолипидов в пределах 300 Ppm. Полученные таким образом сложный эфир метилового спирта отвечают требованиям к уровню качества для австрийского и европейского биодизеля.
В работах [35, 65] описан процесс получения биодизеля из соевого масла с использованием в качестве катализатора гидроксида натрия и гидроксида калия. В работе [74] пришли к заключению, что гидроксид калия является лучшим катализатором чем гидроксид натрия при алкоголиза подсолнечного масла. Оптимальными были выбраны условия: 1%массKOH, температура 69 ± 1°Cи соотношение спирт:масло 7:1, что дало выход сложных эфиров метилового спирта 97,7% через 18 минут реакции.
Как уже упоминалось, алкоголиз ТАГ, катализируемая щелочами или кислотами, состоит из трех последовательных обратимых реакций. В последовательности реакций, где ТАГ ступенчато превращается в диглицериды, моноглицериды и, наконец, глицерин, сопровождается освобождением эфира на каждом шаге (рис. 1.2).
При кислотно-катализируемой реакции алкоголиза (рис. 1.2), сначала происходит протонирование кислорода карбонильной группы. Это, в свою очередь, увеличивает электрофильность соседнего атома углерода, что делает его более восприимчивым к присоединению нуклеофила.

Рисунок 1.2 – Механизм реакции алкоголиза триглицеридов в присутствии гомогенного кислотного катализатора: (1) протонирование карбонильной группы кислотного катализатора, (2) нуклеофильная атака алканола, образование тетраэдрических промежуточных соединений ; (3) миграция протона и распад промежуточных соединений .
В отличие от кислотного катализа щелочной идет более прямым путем. Сначала образуется алкоксид-ион, который непосредственно выступает в качестве сильного нуклеофила (рис. 1.3). Важным различием, которое в конечном счете влияет на активность катализатора, является формирование электрофила при кислотном катализе, по сравнению с более сильным нуклеофилом, который образуется при основном катализе.

Рисунок 1.3 – Механизм реакции алкоголиза триглицеридов в присутствии гомогенного щелочного катализатора: (1) образование активной формы RО-, (2) нуклеофильная атака RО- карбонильной группы ТГ, формирование тетраэдрической структуры; (3) промежуточное распределение; (4) восстановление RO- активных частиц.
Реакции алкоголиза триглицеридов в случае кислотного катализа катализируются, как правило, неорганическими кислотами, такими как серная кислота, соляная кислота, фосфорная кислота. В [45, 46] исследованы реакции алкоголиза соевого масла с метанолом с использованием 1% (масс.) концентрированной серной кислоты. В результате исследований обнаружили, что при температуре 65°С и молярном соотношении метанол:масло 30:1, потребовалось 69 часов, чтобы степень превращения масла в метиловые эфиры была более 90%.Кроме того, было установлено, что скорость реакции зависит от трех режимов. Первоначально реакция характеризуется массообменным процессом между катализатором и реагентами. Второй режим, который был кинетически контролируемым, характеризовался внезапным всплеском образования продукта. Наконец, на последнем этапе равновесие реакции сдвигалось в сторону окончания реакции.
В кислотно-катализируемых реакциях скорость может быть увеличена за счет использования большего количества катализатора [45, 68, 70].
В [46] использовали различное количество серной кислоты (1, 3 и 5% по массе) для алкоголиза жиров с метанолом. В этих исследованиях увеличение скорости наблюдалось за счет повышения количества катализатора, и выход эфиров составлял от 72,7 до 95,0% соответственно.
Использование низкокачественного сырья в кислотно-катализируемых реакциях приводит к образованию значительного количества воды, что оказывает негативное воздействие на производство биодизельного топлива. Было установлено, что содержание воды должно быть менее 0,5 % масс., для достижения выхода эфиров 90%.[45, 68].
В [75] изучено влияние воды на образование метиловых эфиров при алкоголизе рапсового масла с метанолом при использовании различных катализаторов (1,5 мас% NaOH, 3 мас% H2SO4).Исследования показали, что присутствие воды более негативно сказывается при использовании кислотного катализатор, чем щелочного. В кислотно-катализируемой реакции, выход эфиров снизился до 6% в присутствии 5% масс. воды в начальной смеси реагентов, в отличие от реакций, катализируемых щелочными катализаторами, в которых присутствие того же количества воды в реакционной смеси лишь незначительно влияет на выход эфиров, который составил примерно 70% [75].
Также в [76] выяснили, что присутствие полярных соединений снижает каталитическую активность кислотного катализатора. Вода вызывает подобный эффект. Исходя из сильного сродства серной кислоты и воды вероятнее, что кислота будет взаимодействовать с молекулами воды, а не с молекулами спирта.
Увеличение содержания воды в системе приводит к образованию кластеров вокруг катализатора и приводит к его блокированию, подавляя реакцию [77].
1.4.2 Гетерогенные катализаторы
Было отмечено, что часто используемые методы производства биодизеля из рафинированных масел и жиров базируются на использовании растворимых катализаторов. Удаление этих катализаторов из глицерина и спирта является технически сложным и удорожает конечный продукт. Используя щелочные гомогенные катализаторы высокая степень превращения достигается при температурах 40-65°C в течение нескольких часов реакции. Более высокие температуры, как правило, не используется во избежание увеличения давления в системе, что приведет к необходимости использования более дорогостоящих аппаратов, работающих под давлением.
Можно проводить реакцию и без катализаторов. Такая технология требует высоких давлений (20 МПа) и температуры (350°C). Эта технология широкого применения не находит [78].
Нерастворимые каталитические системы называются "гетерогенными". По сравнению с гомогенными катализаторами, их использование значительно упрощает очистку продукта и приводит к сокращению отходов, требующих утилизации. Используемые гетерогенные катализаторы [79] представлены в таблице 1.3
Таблица 1.3
Используемые гетерогенные катализаторы
| Тип катализатора | Пример |
| Карбонаты и гидрокарбонаты щелочных металлов | Na2CO3, NaHCO3, K2CO3, KHCO3 |
| Продолжение таблицы 1.3 | |
| Оксиды щелочных металлов | K2O |
| Соли щелочных металлов и карбоновых кислот | Лаурат калия |
| Алкоголяты щелочноземельных металлов | Смесь оксидов и алкоголятов щелочноземельных металлов |
| Карбонаты щелочноземельных металлов | CaCO3 |
| Оксиды щелочноземельных металлов | CaO, SrO, BaO |
| Гидроксиды щелочноземельных металлов | Ba(OH)2 |
| Соли щелочноземельных металлов и карбоновых кислот | Ацетаты Са и Ва |
| Сильные анионообменные смолы | Amberlyst A 26, A 27 |
| Фосфаты металлов | Ортофосфаты алюминия, галлия и железа (ІІІ) |
| Оксиды, гидроксиды и карбонаты переходных металлов | Fe2O3 (+ Al2O3), Fe2O3,Fe3O4,FeOOH,NiO,Ni2O3,NiCO3,Ni(OH)2 Al2O3 |
| Соли аминокислот и переходных металлов | Аргинат Zn или Сd |
| Соли переходных металлов и жирных кислот | Пальмитат и стеарат Zn или Mn |
| Силикаты и цеолиты | Силикаты К, Na; силикаты и алюминаты Zn, Ti, Sn; цеолиты на основе Ti |
В [80] рассмотрен алкоголиз масел и жиров рядом спиртов с использованием в качестве катализатора посаженного на алюминий оксида цинка. В другой работе [81] используют в качестве катализатора процесса метанолиза соевого масла смесь ацетатов кальция и бария при 200 C.
Получение этиловых эфиров рапсового масла с выходом 78% при 240°C и > 95% при 260°C с использованием карбоната кальция в качестве катализатора описано в [82]. Время реакции составляет 18 минут.
Во всех описанных случаях с применением гетерогенных катализаторов необходима большая температура (больше 200°С) для достижения степени превращения > 90% [83].
Тем не менее, применение гетерогенных катализаторов при алкоголиза масел обычно требует более жестких условий (повышенные температуры и давление). В частности, ограниченный массоперенос в некоторых случаях может резко сократить активную поверхность твердого тела, тем самым ограничить влияние катализатора на реакцию алкоголиза [78].
Поверхность гетерогенных катализаторов должна обладать гидрофобными свойствами, хорошо адсорбировать триглицериды и плохо адсорбировать такие полярные продукты как глицерин и вода.
1.5 Технологии получения биодизеля
1.5.1 Процессы, катализируемые щелочами
Самым простым методом получения биодизеля есть смешение реагентов в реакторе. При этом мольное соотношение спирт :триацилглицерины колеблется от 4:1 до 20:1, но наиболее распространенным является соотношение 6:1.
Рабочая температура в реакторе обычно 65-70°C, хотя используемые температуры от 25°C до 85°C.
Наиболее используемый катализатор - гидроокись натрия или гидроокись калия. Загрузка катализатора колеблется от 0,3 % до 1.5 % [84].
На рисунке 1.4 отображен процесс получения биодизеля из сырья с низким содержанием свободных жирных кислот с использованием щелочных катализаторов [56].

Рисунок 1.4 - Процесс получения биодизеля из сырья с низким содержанием свободных жирных кислот с использованием щелочных катализаторов.
Жировое сырье представляет собой смесь соевого и рапсового масел. Спирт, катализатор и жировое сырье загружали в реактор и перемешивали 1 час при 60°С.
В начале процесса осуществляется интенсивное перемешивание с целью лучшего контакта масла, катализатора и спирта.К кон
|
из
5.00
|
Обсуждение в статье: ЛИТЕРАТУРНЫЙ ОБЗОР О МЕТОДАХ ПОЛУЧЕНИЯ СВОЙСТВАХ И ПРИМЕНЕНИИ ЭФИРОВ ЖИРНЫХ КИСЛОТ В ПРОИЗВОДСТВЕ БИОДИЗЕЛЬНОГО ТОПЛИВА |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы