 |
Главная |


ПРАКТИЧЕСКАЯ РАБОТА № 5-6
|
из
5.00
|
СПОСОБЫ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ, НАНЕСЕННЫХ С ПОМОЩЬЮ ВЫСОКИХ ТЕМПЕРАТУР
5.1 Цель работы:Ознакомиться с технологией нанесения защитных покрытий с использованием высоких температур для обеспечения тесного контакта покрытия и основы.
5.2 Исходная позиция: Покрытия, нанесенные на поверхность различных материалов, их функциональное назначение и способы получения относятся к одному из разделов поверхностной инженерии.
Общие сведения
Вакуумные покрытия
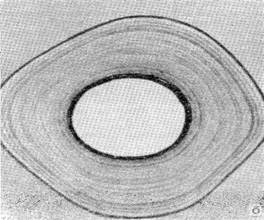
Вакуумными покрытиями (ВП) называются наиболее распространенные универсальные покрытия, наносимые на поверхность металлических и неметаллических изделий распылением или испарением вещества в вакууме, создавая направленный поток его частиц, с последующей конденсацией на поверхности материала основы. Различают ВП металлические и неметаллические. Эту поверхность предварительно промывают в водных растворах, бензине, спирте, ацетоне или др. веществах, а затем очищают в вакууме (нагревом до соответствующих температур или в тлеющем разряде). Структура и свойства материала покрытия (рисунки 20.1, 20.2) зависят главным образом от температуры материала основы, а также от скорости конденсации, энергии частиц потока, глубины вакуума.
При увеличении температуры основы наблюдаются характерные температурные границы T1 и Т2 равные, соответственно, 0,25 – 0,33 и 0,45 – 0,50 Тпл. испаряемого материала. Если температура материала основы ниже Т1, то покрытия, как правило, имеют высокую твердость, низкую плотность и пластичность. В интервале T1–T2 плотность и пластичность покрытия увеличиваются, а твердость понижается. У толстых покрытий (более 1 мкм) характерная столбчатая структура. Если температура материала основы выше Т2, то структура и свойства материала покрытия соответствуют структуре и свойствам материалов, прошедших рекристаллизационный отжиг. При очень высокой температуре материала основы конденсация нарушается вследствие реиспарения с его поверхности материала покрытия.
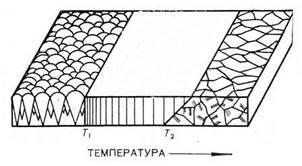
| Рисунок - 20.1. Схема структуры ваку-умного покрытия |
Адгезия материала покрытия с материалом основы определяется температурой, способом подготовки и очистки поверхности изделия, энергией наносимых частиц, разностью коэффициентов термического расширения материалов основы и покрытия, структурой и свойствами переходной зоны материал основы–материал покрытия, что и учитывают при выборе оптимальных условий для нанесения покрытий.
ВП наносят, используя главным образом катодное распыление, термическое и электроннолучевое испарение, а также сочетая эти способы. Для катодного распыления прибегают к бомбардировке наносимого материала ионами различных элементов (в т. ч. и ионами элементов, из которых состоит облучаемое изделие, т. е. осуществляют самораспыление). Материал распыляется, если энергия ионов превышает некоторую пороговую энергию (у большинства материалов 1-100 эв). Интенсивность процесса характеризуют коэффициентом распыления, равным отношению числа распыленных атомов к числу бомбардирующих ионов, т. е. числом атомов вещества, «выбитых» одним ионом. Коэффициенты распыления чистых металлов, бомбардируемых ионами аргона с энергией 100–600 эв, равны 0,1–3,4. Если при катодном распылении многокомпонентной системы (сплава) коэффициенты адгезии атомов каждого из компонентов этой системы к материалу основы примерно одинаковы, химический состав покрытия соответствует химическому составу распыляемого катода.
Для получения покрытия из химических соединений, оксидов или нитридов, металлы распыляют в среде соответствующих газов или их смесей при давлении 10-3-10-2 мм рт. ст. (реактивное катодное распыление). Частичная ионизация газов способствует их реакциям с распыляемым металлом на катоде с последующим переносом образовавшегося химического соединения на материал основы или реакциям непосредственно на материале основы в процессе формирования покрытия. Наиболее часто катодное распыление осуществляют в тлеющем разряде, возбуждаемом в аргоне или других инертных газах при давлении (20–100) 10-3 мм рт. ст. и напряжении1–5 кВ. Катодом служит распыляемый материал, а изделие присоединено к заземленному аноду или воспринимает небольшой отрицательный (относительно анода) потенциал, что способствует уменьшению количества газов, адсорбированных материалом основы под действием ионной бомбардировки.
Чтобы снизить адсорбцию газов и увеличить скорость распыленных частиц, процесс ведут при более низком давлении(10-3 мм рт. ст.), а разряд поддерживают с помощью термоэлектронной эмиссии или высокочастотного электромагнитного поля. Скорость нанесения покрытия катодным распылением обычно составляет 100–2000 Ǻ/мин. Катодное распыление проводят в вакуумных камерах, создавая тонкие (толщиной менее 1 мкм) покрытия с различными физико-химическими свойствами (высокоомные, диэлектрические, полу- и сверхпроводящие, с особыми магнитными и оптическими свойствами). Такие покрытия служат конструктивными элементами в различных схемах, устройствах и приборах микроэлектронной, измерительной, вычислительной и криогенной техники.
Термическое испарение осуществляют с помощью различных источников нагрева и соответствующих устройств в вакууме 10 -3–10 -7 мм рт. ст. (иногда для улучшения структуры покрытий создают более глубокий вакуум). Простейшие испарители - плоская спираль или спираль-«корзинка» из вольфрамовой проволоки, непосредственно нагреваемые электрическим током. В спираль-«корзинку» помещают материал (алюминий, медь, серебро, золото), слабо взаимодействующий при испарении с вольфрамовой проволокой. Некоторые испарители представляют собой «лодочки» или тигли, нагреваемые радиацией, действием тока или высокочастотного электрического поля. Чтобы увеличить и равномерно распределить общий поток пара, одновременно используют несколько источников нагрева, располагая их в пространстве в соответствии с формой поверхности, на которую наносят .покрытие.
Термическое испарение дает возможность наносить тонкие покрытия из относительно легкоплавких металлов и некоторых соединений на стекло, пластмассы, ткани и многие др. материалы. Недостаток термического испарения обусловлен взаимодействием расплавленного металла с материалом испарителя, которое сокращает срок эксплуатации нагревательного устройства, загрязняет покрытие, не позволяет испарять многие химически активные и тугоплавкие металлы и соединения.

| 
|
| а | б |

| 
|
| в | г |
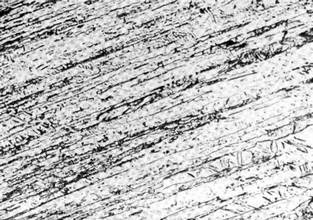
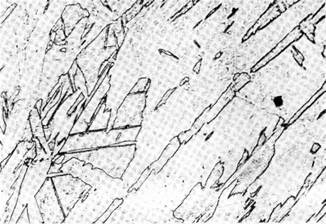
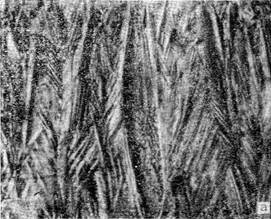
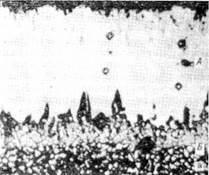
Рисунок - 20.2. Микроструктура вакуумных покрытий из титана: 1 – температура материала основы 573 К; 2 – 753 К; 3 – 873 К; 4 – 1053 К, ×340.
Наиболее универсально электроннолучевое испарение с использованием электроннолучевых пушек, генерирующих быстро летящие электроны. По этому способу испаряют (как правило, из медного водоохлаждаемого тигля) все материалы, включая вольфрам и тугоплавкие соединения (карбиды, бориды, оксиды). Мощность электроннолучевых испарителей - от десятков ватт до 100 и более киловатт, а производительность - до десятков килограммов пара в час. Испаряя одновременно несколько простых материалов, получают многокомпонентные и многофазные покрытия, в частности дисперсноупрочненные. Электроннолучевым испарением получают тонкие и толстые (1–1000 мкм) покрытия: коррозионностойкие, сверхтвердые, жаростойкие, износостойкие.
Действуют высокопроизводительные непрерывные линии для нанесения защитных покрытий: из алюминия, хрома, титана или никеля на движущуюся полосу, ленту или проволоку из цветных и черных металлов. Шлюзовые устройства на этих линиях позволяют непрерывно подавать полуфабрикаты в вакуумную камеру. Введение небольшого количества активных газов при давлении 5 · 10 -3-10 -3 мм рт. ст. в процессе электроннолучевого испарения дает возможность осуществлять реактивное испарение, по физической сущности близкое к реактивному катодному распылению.
Частичная ионизация активного газа осуществляется прямым электронным пучком и вторичными электронами. При "ионном напылении" пары материала, образовавшиеся во время термического испарения, пропускают через зону газового разряда, где они частично ионизуются. Положительные ионы пара, двигаясь к поверхности изделия (с отрицательным потенциалом), ускоряются и при встрече передают ей свою энергию, что способствует улучшению структуры и адгезии покрытия по сравнению с термическим испарением без ионизации. Поскольку при "ионном напылении" происходит рассеяние атомов и ионов испаряемого материала атомами и ионами газа, создается возможность получать покрытия на поверхностях, которые не находятся на пути прямолинейного движения частиц.
Перспективно так называемое взрывное испарение материалов под воздействием мощного луча лазера. Скорость такого испарения достигает 10-100 мкм/сек. Скорость нанесения покрытий термическим и электроннолучевым испарением, также сочетанием их - 1-100 мкм/мин. Вакуумные покрытия используют в машиностроении, микроэлектронике, вычислительной технике.
Газофазными покрытияминазываются защитные покрытия специального назначения, образующиеся вследствие взаимодействия паров летучих соединений металлов и неметаллов с поверхностью нагретых изделий. При формировании газофазных покрытий происходит разложение или восстановление паров летучих соединений с образованием твердофазных и газообразных продуктов. Твердофазные продукты оседают на поверхности изделия, образуя покрытие, а газообразные продукты, как правило, непрерывно удаляются. Газофазным осаждением наносят металлы (в особенности тугоплавкие), их сплавы, металлиды, некоторые кислородсодержащие и бескислородные тугоплавкие соединения, покрытия на основе оксидов, карбидов, боридов,, нитридов, силицидов, керамико-металлических материалов. Наряду с покрытиями на основе материалов высокой чистоты этим методом получают стехиометрические соединения, выращивают эпитаксиальные слои, монокристаллы.
Различают процессы создания газофазных покрытий:
- высокотемпературные (температура выше 800 °С),
- низкотемпературные (температура ниже 800 °С). При высокотемпературном процессе образование газофазных покрытий происходит вследствие термического разложения паров неорганических соединений, главным образом, фторидов, хлоридов, боридов и йодидов.. Для получения покрытий в виде сплавов смешивают пары химических соединений нескольких металлов. При нанесении тугоплавких соединений используют смесь пара, в которую наряду с галогенидами металлов вводят добавки, содержащие (в соответствии с получаемым соединением) углерод, азот, бор, кислород или кремний.
Высокотемпературный процесс покрытия изделий ниобием из его йодида осуществляют по схеме NbI5(газ) → Nb(тв.) + I2(газ} (т-ра 800-1200 °С);
- покрытия вольфрамом из его фторида - по схеме WF6(газ) + Н2(газ) → W(тв.) + НF(газ) (т-ра 650 °С);
- покрытия силицидом молибдена из хлоридов молибдена и кремния по схеме МоСl5(газ) + SiСl4(газ) + Н2(газ) → MoSi2(тв.) + HCl(газ) (т-ра 800-1400 °С);
- покрытия карбидом титана из его хлорида и бензола - по схеме ТiСl4(газ) + С6Н6(газ) + Н2(газ) → TiC(тв.) + НСl(газ) (т-ра 900-1200 °С);
- покрытия нитридом бора из его хлорида и аммиака - по схеме ВСl3(газ) + NН3(газ) → BN(тв.) + НСl(газ) (т-ра 1100-1400 °С);
- покрытия оксидом алюминия из его хлорида - по схеме АlСlЗ(газ) + Н2(газ) + СО2(газ) → Аl2О3(тв.) + НСl(газ) + СО(газ) (т-ра 800-1400 °С).
При низкотемпературном процессе используют металлоорганические и гидридные соединения, карбонилы, диэнилы и др. Созданы металлоорганические соединения, позволяющие получать (наряду с чистыми металлами) некоторые оксиды, карбиды и боронитриды без введения добавок, используя компоненты самих молекул. Низкотемпературный процесс покрытия изделии алюминием из его триизобутила осуществляют по схеме Al(С4Н8)3(газ) → Al(тв.) + С4Н8(газ) (т-ра 250 °С);
- покрытия оксидом кремния из его тетраэтоксисилана - по схеме Si(ОС2Н5)4(газ) → SiО2(тв.) + Н2О(газ) + С2Н4(газ) (т-ра 700-800 °С);
- покрытия карбидом молибдена из его карбонила - по схемеМо(СО)6(газ) → Мо2С(тв.) + СО(газ) (т-ра 350-800 °С).
Выбор оптимальной технологической схемы и оборудования обусловливается формой изделия, видом покрытия и требованиями к нему, составом и физико-химическими свойствами летучего соединения. Чаще всего газофазные покрытия получают методом потока, по которому термическое разложение осуществляют в нейтральной либо восстановительной среде, а также в вакууме. Применяемая для термического разложения установка состоит из трубы или камеры (с вмонтированными вращателями изделий и нагревательными устройствами – электрической печью, индуктором или электроннолучевым подогревателем); испарителя летучего соединения; устройства для подачи нейтрального или восстановительного газа (для вакуумирования используют специальные насосы).
При нанесении многокомпонентных покрытий применяют несколько испарителей (потоки газов смешиваются у поверхности изделия). Газообразные соединения (силан,, гексафторид вольфрама, бороводород) подают в установку непосредственно из баллонов. Если процесс происходит при давлении смеси около 1 ат, нейтральный или восстановительный газ служит носителем паров, продукты реакции проходят через улавливатель. При нанесении покрытий в узких каналах или трубах применяют резистивный либо зонный нагрев изделий с подачей смеси пара вовнутрь. Для покрытия поверхности порошков металлом или тугоплавким соединением их нагревают во взвешенном («кипящем») слое, в который одновременно подают газовую смесь. В статических условиях (в термостатированном замкнутом объеме) покрытия осаждают, используя принудительную циркуляцию или конвекцию газопаровой смеси. Скорость осаждения покрытий определяется скоростью суммарной гетерогенной химической реакции и зависит от температуры изделия, концентрации компонентов в газопаровой смеси и скорости ее подачи.
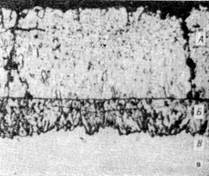
При осаждении металлов и тугоплавких материалов (карбидов и др.) из неорганических соединений скорость осаждения составляет 0,05 ÷ 2 мм/ч, толщина слоя 0,01 ÷ 3 мм (т-ра осаждения соответственно 550-1200 и 850-1400 °С). Если используют металлоорганические соединения, скорость осаждения достигает 1 .мкм/мин, толщина слоя 0,1-100 .мкм, т-ра процесса 200-700 °С. При восстановлении, например, гексафторида вольфрама водородом (т-ра осаждения 650 °С, скорость осаждения 0,2 мм/ч) образуются покрытия из вольфрама, плотность которых составляет 19,28 г/см3, прочность 23 кгс/мм2, твердость 55 HRC, размер зерна около 8 мкм, температура пластично-хрупкого перехода 230 °С, структура покрытия - нитевидная (рисунок 20.3а).
| 
|
| Рисунок – 20.3. Микроструктура газофазных покрытий: а – вольфрама, полученного восстановлением его гексафторида при температуре 650 °С, ×200; б – слоистого пирографита, полученного разложением метана на частицах дикарбида урана при температуре 1400 °С, ×300 |
При разложении в вакууме (температура 400 °С) металлоорганических соединений молибдена, вольфрама, хрома и никеля образуются резистивные плёнки толщиной 300 Å с управляемым (легированием их углеродом) в очень большом диапазоне поверхностным удельным сопротивлением и стабильными вольтамперными характеристиками. При совместном разложении йодидов ниобия и олова (температура осаждения 1000 °С, скорость осаждения 100 мкм/ч) образуется стехиометрический сверхпроводник Nb3Sn, содержащий 75 ат.% Nb, с т-рой перехода 15-18 К.
В «кипящем слое» разложением метана (температура осаждения 1400 °С, скорость осаждения 50 мкм/ч) на частицы дикарбида урана наносят непроницаемый слоистый пирографит, размер зерна которого 30 Å, плотность 1,8 г/смЗ (рисунок 17б). На стальные изделия из смеси хлорида титана, бензола и водорода (температура осаждения 900-1000 °С, скорость осаждения 50 мкм/ч) наносят мелкозернистые (1-3 мкм) покрытия карбида титана с микротвердостью 4000 кгс/мм2. Износостойкость таких покрытий выше износостойкости закаленных сталей (в 10-30 раз) и спеченного карбида титана (примерно в два раза). К тому же они предотвращают схватывание обрабатываемого металла с поверхностью резца.
Технология «кипящего» слоя используется для нанесения на частицы ядерного горючего слоя пирографита, карбидов кремния, циркония, окислов алюминия или бериллия, защищающих частицы от окисления и предотвращающих вылет осколков деления, а также для металлизации порошков, напр. алмазных. Большинство других газофазных покрытий также характеризуется ценными свойствами: прочностью, жаростойкостью, коррозионной стойкостью, кислотостойкостью, щелочестойкостью. Их применяют в радиоэлектронном приборостроении для защиты анодов мощных ламп (вольфрамом), изготовления полупроводниковых пленок, резисторов (из вольфрама, нихрома, керметов), оксидных диэлектриков, коммутационных пленок, сверхпроводящих покрытий; в машиностроении – для увеличения стойкости стального и твердосплавного режущего инструмента. Газофазные покрытия используют также для защиты узлов трения приборов, фильер, насосов, штампов (износостойкими тугоплавкими покрытиями), графитовых сопел реактивных двигателей (вольфрамом, карбидом бора), лопаток турбин (жаростойкими силицидами, алюминидами).
Диффузионные покрытия
Диффузионными покрытиями (от лат. diffusiо - распространение) называются покрытия, создаваемые диффузионным насыщением поверхности изделий одним или несколькими химическими элементами, отличающиеся от материала основы химическим составом, структурой и свойствами. Диффузионные покрытия (ДП) наносят на металлические, реже - на неметаллические поверхности (графит). Варьируя диффундирующими элементами и режимами насыщения, можно на одном и том же материале основы в широких пределах менять состав, структуру и свойства покрытий.
| 
| 
|
| Рисунок - 20.4. Микроструктура диффузионных покрытий: а – боридное покрытие (А) на стали марки ХВГ (Б); б – силицидное покрытие (А – MoSi2) на молибдене (Б); в – боросилицидное покрытие (А – NbSi2, Б – NbB2) на ниобии (В), ×300. |
Процессы диффузионного насыщения получают название, как правило, по диффундирующим элементам: азотирование, науглероживание (карбидизация или цементация для сталей), борирование, силицирование, хромирование и т. п. Соответственно, ДП называются нитридными, карбидными, боридными (рисунок 20.4а), силицидными (рисунок 20.4б), хромовыми и т. д. Используют покрытия, образующиеся при насыщении материала основы, одновременно или последовательно, двумя и большим количеством элементов, напр. азотом и углеродом (нитроцементация), хромом и алюминием (хромоалитирование), бором и кремнием (боросилицирование) (рисунок 20.4в), серой, углеродом и азотом (сульфоцианирование). Такие покрытия называются комплексными, или многокомпонентными.
По физико-химическому состоянию насыщающей среды различают диффузионное насыщение твердо-, жидко-, паро- и газофазное. Наиболее широко применяют жидко- и газофазное насыщение. Жидкофазное часто используют при цинковании, алитировании, борировании и нитроцементации, га.зофазное - при хромировании, цементации и силицироваиии. Нередко один и тот же процесс (борироваиие, силицирование) осуществляют разными способами. Так, для газофазного насыщения довольно часто используют порошковую смесь нужного состава. Эта смесь служит насыщающей средой, а перенос диффундирующего элемента к насыщаемой поверхности (и образование покрытий при взаимодействии с материалом основы) происходит через газовую фазу.
Основные компоненты порошковой смеси:
- активная составляющая, содержащая диффундирующий элемент (порошки чистых элементов, их сплавов и химических соединений);
- инертный наполнитель (порошок тугоплавкого инертного окисла);
- активатор (обычно галоген- или кислородсодержащие вещества, разлагающиеся при температуре ниже температуры насыщения).
Использование порошковой смеси дает возможность насыщать поверхность изделий практически любым химическим элементом. Если процесс ведут в герметичных контейнерах с плавким затвором, это обеспечивает наиболее высокую скорость увеличения толщины покрытия, хорошее его качество. При всех способах скорость образования и увеличения толщины покрытий, их структура, фазовый и химический состав, эксплуатационные свойства определяются активностью насыщающей среды, т-рой и продолжительностью насыщения, условиями охлаждения или термообработки после насыщения, химическим составом материала основы.
Температура и продолжительность образования покрытий изменяются в широких пределах в зависимости от материала основы, диффундирующих элементов, от назначения покрытия и предполагаемых условий его эксплуатации. Обычно диффузионное насыщение сталей, чугунов и цветных тугоплавких сплавов проводят при т-ре 500-1100 °С и выдержке от 1 до 12 ч. Толщина полученных таким способом покрытий - от тысячных долей до 0,5-1,5 мм. Жаропрочные сплавы на основе никеля, кобальта и хрома, тугоплавкие переходные металлы IVa - VIa подгрупп периодической системы элементов насыщают при т-ре 900 - 1200 °С в течение 1-16 ч, обеспечивая получение покрытий толщиной от тысячных до десятых долей миллиметра.
Диффузионные покрытия по сравнению с другими типами покрытий отличаются высокой сплошностью (практически 100 %-ной), значительной чистотой поверхности (7-8-го классов), высокой прочностью сцепления с материалом основы, равномерностью по толщине. ДП наносят на рабочие поверхности изделий, чтобы защитить от износа, усталостного разрушения, окисления под воздействием жидких и газовых агрессивных сред. Обычно создают покрытия, защищающие рабочую поверхность от какого-либо одного, главного вида разрушения. Так, насыщение азотом, углеродом и бором позволяет получить покрытия, существенно повышающие износостойкость поверхности в различных условиях эксплуатации. Этими элементами насыщают многие конструкционные и инструментальные стали, тугоплавкие металлы и сплавы, из которых изготовляют шестерни, кулачки, втулки, коленчатые валы, детали насосов, дизелей, авиадвигателей, турбин, парогазовой арматуры, приборов и др.
ДП наносят на матрицы штампов для горячего и холодного объемного деформирования металла, волоки и фильеры, пуансоны, вставки пресс-форм для литья под давлением цветных сплавов, пресс-формы для прессования порошков, пластмасс и пр. Диффузионное хромирование, силицирование, алитирование и многокомпонентное насыщение используют главным образом для повышения жаростойкости и коррозионной стойкости лопаток газовых турбин, клапанов, деталей паровой и топливной арматуры, камер сгорания, сопел ракет и т. п. изделий. Они повышают срок службы и надежность эксплуатации машин и механизмов, позволяют заменять дорогостоящие и дефицитные материалы более дешевыми, снижают металлоемкость. Среди различных типов защитных покрытий диффузионные покрытия на металлических материалах занимают ведущее место.
|
из
5.00
|
Обсуждение в статье: ПРАКТИЧЕСКАЯ РАБОТА № 5-6 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы