 |
Главная |


Использование дополнительных ремонтных деталей
|
из
5.00
|
Получение ремонтных размеров
Размеры, которые детали имеют прни изготовлении и установке в новую машину называют нормальными; размеры, полученные путем увеличения или уменьшения называют ремонтными. Способ восстановления деталей до получения ремонтных размеров заключается в том, что изношенные детали механически обрабатывают до получения ремонтных размеров.
Если изношены обе сопряженные детали, то сопряжение может быть восстановлено механической обработкой одной детали до получения нового ремонтного размера и замены или наращивания второй детали до получения размера обработанной первой детали.
Обычно восстанавливается более дорогая деталь, дешевая заменяется. Восстановление детали сводится к снятию некоторого слоя металла обточкой и шлифовкой для получения геометрически правильной поверхности детали и удаления следов износа. Во многих случаях можно производить восстановление изношенных деталей несколько раз по мере их износа. Количество возможных ремонтов зависит от наименьшего (наибольшего) допустимого размера деталей, который определяется с учетом прочности детали, глубины цементированного или закаленного слоя и т. п.
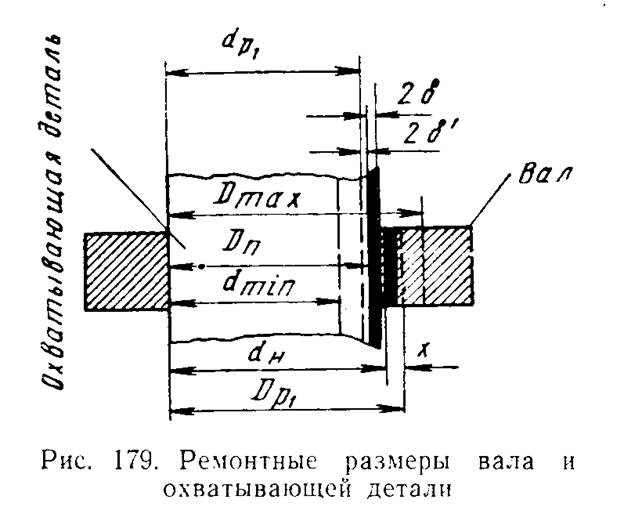
Для определения ремонтных размеров (рис. 179) деталей можно пользоваться следующими формулами:
для первого ремонтного размера диаметр ремонтируемого вала равен dpi = dH — х,
для первого ремонтного размера диаметр ремонтируемого отверстия равен Dp = Dн+ х,
для n-го ремонтного размера диаметр ремонтируемого вала равен dp = dH — nх,
для n-го ремонтного размера диаметр ремонтируемого отверстия будет равен Dp = Dн+ nх
количество ремонтных размеров для ремонтируемого вала 
количество ремонтных размеров руемого отверстия nр = 
где d – диаметр вала до износа в мм;
Х – износ плюс припуск на обработку в мм;
Dh – диаметр отверстия до износа в мм;
n –порядковый номер ремонтного размера;
np - количество ремонтных размеров;
dmin – допустимый минимальный диаметр для ремонтируемого вала;
dmax – допустимый максимальный диаметр для ремонтируемого отверстия;

где  - величина износа вала или отверстия на одну сторону;
- величина износа вала или отверстия на одну сторону;
 - припуск на одну сторону, необходимый для ремонта.
- припуск на одну сторону, необходимый для ремонта.
Восстановление деталей получением размеров широко применяется при ремонте главных валов машин, челночных валов и других деталей швейных машин. Детали перетачиваются или перешлифовываются до получения ремонтного размера, после чего подбираются или изготавливаются втулки соответствующего диаметра.
Использование дополнительных ремонтных деталей
В некоторых случаях восстановление в сопряжениях деталей достигается при дополнительных деталей (втулки, промежуточные кольца, прокладки), компенсирующих нарушение размеров основных деталей.

При износе цапфы вала (рис. 180) ее обтачивают до меньшего размера, если позволяет прочность детали, и напрессовывают на нее ремонтную втулку из того же материала, что и вал. 3атем напрессованную втулку обтачивают на станке до нормального размера. Чтобы втулка на валу провертывалась, ее в трех, а иногда и более местах по торцу раскернивают или, засверлив, приваривают (точечная электросварка).

Гладкое отверстие со значительным износом (рис. 181) растачивают на больший размер, если позволяет конструкция детали. Затем изготовляют втулку и запрессовывают ее в обработанное отверстие с натягом. Отверстие втулки обрабатывают до номинального размера.
Этот метод применим и для восстановления изношенных резьбовых отверстий (рис. 182). Резьбовое отверстие при этом рассверливают до определенного размера, нарезают резьбу и завертывают ввертыш, имеющий отверстие с основной резьбой.
Способом дополнительных ремонтных деталей в швейных машинах восстанавливаются шейки валов, отверстия для нитки в рычаге нитепритягивателя, резьбовые отверстия и т. п.
Замена части детали
Детали машин имеют иногда несколько рабочих поверхностей, из которых одни изнашиваются незначительно, а другие — сильно. Такие детали ремонтируют, заменяя их части. Примером замены части детали при ремонте швейных машин может быть восстановление паза для ролика игловодителя в передней части головки швейной машины (рис. 183).

Этим же способом восстанавливают выступы платформы головки швейной машины, в которых крепятся на резьбе центровые винты. Замена части детали широко применяется при восстановлении зубчатых колес, когда заменяют один или несколько изношенных смежных зубьев.
2. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СЛЕСАРНОЙ ОБРАБОТКОЙ
В связи с тем, что основным видом ремонта швейного оборудования является средний ремонт, проводимый механиками-наладчиками на своих рабочих местах в пошивочных цехах швейных фабрик, большое значение имеет слесарная обработка. При слесарной обработке проводятся следующие работы.
Припиловка — обработка драчевыми, личными, бархатными напильниками и надфилями применяется в процессе ремонта при подгонке запасных частей, изготовленных со специальным припуском, при обработке изношенных деталей и т. д.
Шабровка (обработка шаберами) применяется при ремонте для получения ровной и гладкой поверхности и для точной подгонки деталей одной к другой.
Притирка с помощью твердых шлифующих порошков и смазывающе-охлаждающих жидкостей применяется для подгонки сопряженных деталей.
В качестве притирочных порошков используют естественный и искусственный корунд, мелкий наждак, толченое стекло и другие абразивные материалы с зернистостью 80—200; в качестве смазывающе-охлаждающих жидкостей — керосин, машинное масло, свиное сало, стеарин, бензин, скипидар, содовую воду и др.
Смазывающе-охлаждающие жидкости выбирают в зависимости от материалов, притираемых деталей. Для притирки стальных, медных деталей рекомендуется машинное масло, свиное сало; для чугунных — керосин. В ремонтной практике часто применяется способ притирки деталей с помощью паст. К числу наиболее широко применяемых притирочных паст относятся пасты ГОИ, разработанные Государственным оптическим институтом. Пасты ГОИ изготовляются трех сортов: грубая, средняя и тонкая (табл. 4). Грубая паста оставляет штрих и матовость, средняя сглаживает поверхность, а тонкая может дать зеркальную поверхность.
| Состав пасты ГОИ | Таблица 4 | ||
| Наименование составляющих пасты | Содержание в% | ||
| Грубая | Средняя | Тонкая | |
| Окись хрома Силикагель (кремнезем) Стеарин Расщепленный жир Олеиновая кислота Сода двууглекислая Керосин | - - | - - | 1,8 0,2 |
Пасту наносят на притираемую поверхность одним из следующих способов: а) поверхность металла слегка смачивают керосином, а затем наносят пасту; б) пасту растворяют в керосине до сметанообразного состояния и затем кисточкой наносят на поверхность. После того, как смыт отработанный слой пасты, наносят новый слой и операцию притирки повторяют.
В ряде случаев притирку деталей производят с помощью специально изготовленных материалов из чугуна, меди, латуни, свинца, дерева или непосредственно притирая детали одну к другой.
Притирку деталей швейных машин чаще всего выполняют, притирая их одну к другой.
После притирки необходимо очень тщательно промыть и протереть детали, так как в противном
случае они будут очень быстро изнашиваться при работе машины.
Ручная шлифовка поверхностей деталей применяется после чистовой опиловки для получения гладкой блестящей поверхности, а также для зачистки поверхностей, имеющих небольшие царапины и заусенцы. Шлифующим материалом являются шкурки из полотна или бумаги, с нанесенными на них абразивными материалами, или шлифовальные бруски.
В зависимости от степени точности и чистоты применяются шкурки и бруски разной зернистости, а в зависимости от твердости обрабатываемого металла — абразивные материалы разной твердости. Ручная шлифовка для удаления за; царапин имеет особое значение в тех когда деталь в процессе работы соприкасается с движущейся ниткой и может вызвать прочности и обрыв ее. В зависимости oт царапин применяется бумага различных номеров: крупные царапины удаляются бумагой № 1, 2 мелкие (носик крючка детали 789) – шкуркой № 00.
Шлифование труднодоступных мест (ушко нитепритягивателя, ушко иглы и т. д.) производится узкой полоской шкурки или ниткой, с маслом и обсыпанной абразивным порошком.
Полировка служит для придания блестящей поверхности. При изготовлен новых деталей их полируют во вращающихся барабанах (мелкие детали) или на полировочных кругах.
При ремонте детали полируют обычно на полировальных кругах, на поверхность которых наносят полирующие порошки из пемзы, окиси венской извести или глинозема, приготовленных в виде пасты или мази.
Правка и выравнивание (рихтовка) чаще всего применяются при ремонте изогнутых валов, игольных стержней и т. п. Холодная правка валов производится большей частью с помощью скобы (рис. 184) или под прессом.
Игольные стержни, имеющие изгиб, правят на гладкой металлической плите легкими ударами деревянного или медного молотка.
3. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка — процесс соединения металлических частей, находящихся в твердом состоянии, посредством, расплавленного припоя, температура плавления которого меньше, чем основного металла. Пайкой можно соединять различные металлы в любом сочетании (сталь, чугун, алюминий, медь и др.). Процесс осуществляется с меньшим нагревом деталей, чем при сварке, вследствие чего снижается опасность коробления. При пайке практически мало или совсем не изменяются свойства металла. Простота процесса и несложность оборудования позволяют широко применять пайку в ремонтных работах. Процесс пайки включает прогрев металла до температуры, близкой к температуре плавления припоя; расплавление припоя; нанесение жидкого припоя; растекание его по поверхности твердого металла и заполнение паяемого шва; охлаждение и кристаллизация припоя в паяном шве. Подготовка деталей к пайке сводится к тщательной очистке спаиваемых мест от грязи, продуктов коррозии, окисных и жировых пленок механическим способом или травлением. Механическую очистку производят напильником, наждачной шкуркой, металлической щеткой или шлифовальным кругом. При очистке стальных деталей травлением их погружают в раствор серной или соляной кислоты при температуре растворов кислот: серной 60, соляной — 40° С. Поверхности, покрытые слоем жира или масла, очищают (обезжиривают) органическими растворителями, химической или электрохимической обработкой.
При ремонте деталей швейных машин при няется обезжиривание органическими растворителями. Этот процесс осуществляется последовательно в двух ваннах, наполненных бензином керосином; отверстия и различные углубления талей обрабатывают вручную щетиной, смочен в бензине и керосине. Припои должны хорошо смачивать матери изделия, обладать способностью образовывать с ним растворы, легко растекаться по поверхности.
В зависимости от механических свойств и температуры плавления припои разделяются на группы: мягкие (легкоплавкие) и твердые (ту плавкие). К группе мягких припоев относят сплавы на основе олова, свинца, кадмия, висмут сурьмы. Твердые припои могут быть медно-цинковые. медно-никелевые и серебряные. Выбор припоя зависит от назначения спаиваемых изделий. Высокое качество пайки дают серебряные припои, однако из-за дороговизны ими пользуются ограниченно. Из легкоплавких припоев наиболее распространены свинцово-оловянные, выпускаемые семи марок (табл. 5). Свинцово-оловянные припои выпускают в виде прутков.
| Химический состав и основные свойства свинцово-оловянных припоев (ГОСТ 1499—54) | |||||||
| Химический состав | в % | Физико-механические свойства | |||||
| Марки | Температура | Предел | Коэффициент | ||||
| припоя | Олово | Сурьма | Свинец | прочности | линейного | Применение припоев | |
| расплавле- | при растя- | расширения, | |||||
| ния в °С | жении | умноженный | |||||
| в кГ/мм2 | на I06 | ||||||
| ПОС-90 | 89—90 | 0,15 | 10,85—9,85 | 4,3 | 26,0 | Для пайки пищевых сосудов | |
| ПОС-61 | 59—61 | 0,8 | 40,2—38,2 | 3,9 | 25,4 | Для пайки ответственных соеди- | |
| ПОС-50 | 49—50 | 0,8 | 50,2—49,2 | 3,6 | 25,2 | нений, которые в работе не | |
| должны окисляться | |||||||
| ПОС-40 | 39—40 | 1,5—2,0 | 59,5—58,0 | 3,2 | 25,0 | Для пайки всех других ответст- | |
| ПОС-30 | 29—30 | 1,5—2,0 | 69,5—68,0 | 3,3 | 26,5 | венных соединений, которые | |
| должны обладать высокой | |||||||
| прочностью и герметичностью | |||||||
| ПОС-18 | 17—18 | 2,0—2,5 | 81—79,5 | 2,8 | 26,0 | Для пайки соединений обычного | |
| назначения | |||||||
| ЮСС-4-6 | 3—4 | 5—6 | 92—90 | 5,8 | — | Для пайки неответственных сое- | |
| динений |
Из тугоплавких припоев при ремонте чаще всего применяют медно-цинковые и алюминиевые припои (табл. 6).
| Химический | состав в % | Физико-механические свойства | ||||
| 1 Марки [припоя | Медь | Цинк | температура плавления в °С | предел прочности при растяжении в кПмлР | коэффициент линейного расширения, умноженный на 10е | Применение припоев |
| ИМЦ-54 | 52—56 | 48—44 | Для пайки медных, бронзовых и стальны^с деталей, не испытывающих ударных и изгибаю- | |||
| ПМЦ-48 | 46—50 | 54—50 | щих нагрузок Для пайки деталей из медных сплавов с температурой плавления выше 900—920° С, не подвергающихся ударным, вибрационным и изгибаю- | |||
| ИМЦ-36 | 34—38 | 66—62 | — | щим нагрузкам Для пайки деталей, когда необходим недорогой-твердый припой с возможно низкой темпера, турой плавления (например, для пайки латунных деталей) |
Из алюминиевых припоев наиболее распространены алюминиево-кремниевые, алюминиево-медные и алюминиево-медно-кремниевые, обеспечивающие получение прочных и устойчивых к действию коррозии соединений деталей из алюминия и его сплавов. Для растворения окислов и удаления их с паяемой поверхности детали и припоя, защиты паяемой поверхности и расплавленного припоя от окисления при нагреве в процессе пайки, улучшения смачиваемости и растекания расплавленного припоя используются паяльные флюсы. Флюсы бывают жидкие и твердые. Жидкие флюсы применяют при пайке легкоплавкими припоями; твердые при пайке тугоплавкими припоями. Из всех многочисленных методов пайки в ремонтной технологии используется главным образом пайка при помощи ручных металлических паяльников, газовых горелок и пайка с нагревом токами высокой частоты.
Ручные паяльники применяют для пайки легкоплавкими припоями преимущественно свинцово-оловянистыми, выполненными в виде тянутых прутков и проволоки. Паяльники изготовляют из чистой меди (марка Ml), отличающейся высокой теплоемкостью и теплопроводностью, способностью хорошо облуживаться припоем и заметно не окисляться при нагреве. Ручные паяльники делятся на периодически и непрерывно нагреваемые. Периодический нагрев производят в горне при помощи паяльной лампы или примуса, а непрерывный — газом или электричеством. Пайка деталей ручным паяльником осуществляется следующим образом. Очищенное и зафлюсованное место пайки разогревают паяльником, нагретым до 250—300° С, после чего наносят припой залуженным его концом или же путем расплавления припоя паяльником непосредственно на поверхности паяемого соединения. Затем припой тщательно растирают паяльником по месту пайки до полного залужения. По окончании пайки соединение хорошо промывают водой для удаления остатков хлористого цинка, а затем просушивают.
При пайке алюминия необходимо окисные пленки разрушать непосредственно в момент пайки. Для этой цели применяют шабер или острозаточенный паяльник.
4. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ
Ручные способы сварки и наплавки применяют для заварки трещин и пробоин и восстановления поломанных деталей. В ряде случаев к сварке прибегают как к средству восстановления деталей до получения первоначальных размеров. При этом на изношенную деталь наплавляют слой металла и затем детали подвергают механической обработке. Детали, подлежащие восстановлению, подвергают соответствующей подготовке. Замасленные детали вываривают в горячем растворе каустической соды и промывают теплой водой. Если детали имеют трещины, то концы трещин зачищают в сторону непораженного металла на 10—25 мм, ширина полосы зачистки с каждой боковой стороны должна быть равна толщине детали по месту сварки. У деталей, имеющих разветвленные трещины, зачищают всю сеть трещин. Подготовка деталей с трещинами, идущими на каком-то расстоянии от краев детали, заключается в следующем:
концы несквозных трещин засверливают, а если это сделать невозможно, то вырубают металл вокруг трещины так, чтобы получить плавный переход от нее к здоровому металлу; при сквозных трещинах вырубают стенки трещины так, чтобы ее кромки образовали Х-образ-ную или V-образную разделку с углом 90° и зазором между стенками трещины 4—8 мм. При решении вопроса о ремонте тех или иных деталей сваркой (наплавкой) необходимо учитывать свариваемость металла, из которого детали изготовлены.
Сваркаи наплавка стальных деталей.
Свариваемость стали зависит от ее химического состава, главным образом от содержания углерода. Большое влияние на свариваемость оказывают и легирующие элементы — хром, никель, марганец и др. С увеличением количества углерода и легирующих элементов в стали ее свариваемость ухудшается. Хорошо сваривающиеся стали можно сваривать или наплавлять в обычных производственных условиях без предварительного нагрева и последующей термической обработки. Это же относится и к удовлетворительно сваривающимся сталям. Однако детали из этих сталей при их большой толщине и большом диаметре необходимо перед сваркой нагреть, чтобы предотвратить образование трещин. Стали с ограниченной и плохой свариваемостью могут давать трещины при сварке (в зоне теплого влияния, в наплавленном металле), поэтому рекомендуется детали из них перед сваркой отжигать. До сварки (наплавки) необходимо детали нагреть, а по окончании сварки подвергнуть закалке и отпуску. Данные о свариваемости сталей приводятся в специальной литературе. При ремонте деталей применяется главным образом электродуговая сварка металлическими электродами. Сталь сваривают специальной электродной проволокой диаметра 1-3 мм с обмазкой.
Для получения прочного шва приэлектро-дуговой сварке металлическими электродами необходимо добиться полного сплавления наплавленного металлов. Важнейшее условие качественной сварки — это правильный выбор режима сварки соответственно толщине свариваемой детали, характеру шва, диаметру элeктpoда и меняемой обмазке.
Наплавкой восстанавливают многие в том числе и вращающиеся в подшипника жения цапфы валов и осей, если их диаметр обточки уменьшается более чем на 5% по сравнению с диаметром, указанным в чертеже, прежде чем приступить к наплавке, поверхность очищают до металлического блеска. Наплавку ведут слоями идущими параллельно оси цапфы, причем слои один за другим наплавляют поочередно на диаметрально противоположных участках цапф предупредить деформацию детали. Ширина наплавленного слоя не должна превышать двойной толщины электрода. Наплавив слой, зачищают его стальной щеткой; следующий слой должен покрывать предыдущий на одну треть ширины.
|
из
5.00
|
Обсуждение в статье: Использование дополнительных ремонтных деталей |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы