 |
Главная |


Сборка и монтаж радиоаппаратуры. Подготовка проводников перед монтажом
|
из
5.00
|
Введение.
Самый доступный монтаж радиоаппаратуры – печатный монтаж, поэтому ниже речь пойдет о технологии печатного монтажа и подготовке к нему.
Применение печатного монтажа в радиоэлектронной аппаратуре и приборах повышает их надежность и обеспечивает повторяемость параметров от образца к образцу, способствует механизации и автоматизации производственных процессов.
Сущность печатного монтажа состоит в получении на изоляционном основании тонких слоев определенной конфигурации из токопроводящего материала, выполняющих роль монтажных проводов и контактных деталей. Печатный монтаж отличается рядом особенностей: плоскостным расположением проводников на изоляционном основании,
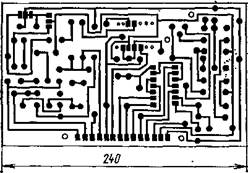
Рис. 1. Двусторонняя печатная плата (ДПП)
наличием монтажных и контактных отверстий, а также системы расположения отверстий - координатной сетки, необходимой для механизации и автоматизации технологических операций по изготовлению и сборке печатных плат и узлов.
Печатная плата (рис. 1) является основным несущим элементом конструкции ТЭЗ (функционального узла). На ней размещаются навесные элементы (интегральные микросхемы и дискретные электрорадиоэлементы), соединители (разъемы) и другие детали. В качестве оснований печатных плат используют обычно листовые фольгированные материалы, которые представляют собой слоистый прессованный пластик (гетинакс или стеклотекстолит), облицованный с одной или двух сторон медной фольгой толщиной 0,035 или 0,05 мм. В радиоэлектронной аппаратуре и приборах в основном применяют фольгированный стеклотекстолит по ГОСТ 10316-78 Е и СТ СЭВ 3225-81.
Для построения ТЭЗ используются два вида конструкций печатных плат - однослойные и многослойные.
Как правило, печатные платы выполняются с двусторонним печатным монтажом - проводники располагаются с двух сторон. Переходы с одной стороны платы на другую осуществляются через металлизированные отверстия в плате.
В основе технологии изготовления двусторонней печатной платы (ДПП) лежит использование фольгированных диэлектриков.
В настоящее время для изготовления ДПП применяется комбинированный метод, который включает в себя два способа: негативный и позитивный.
Технологический процесс получения ДПП комбинированным негативным способом состоит из следующих этапов: получение заготовок и подготовка поверхности фольги; нанесение на плату защитного покрытия (фоторезиста); получение изображения печатных проводников экспонированием и проявлением; удаление незащищенных участков фольги травлением; удаление фоторезиста с проводников; нанесение на основание защитного покрытия; обработка отверстий, подлежащих металлизации; химическая металлизация отверстий; гальваническая металлизация отверстий и печатных проводников; покрытие печатных проводников сплавом олово — свинец; механическая обработка контура платы.
Технологический процесс производства ДПП комбинированным позитивным способом состоит из следующих этапов: получение заготовок и подготовка поверхности фольги; нанесение на плату защитного покрытия (фоторезиста); получение изображения печатных проводников экспонированием и проявлением; нанесение защитной лаковой пленки; сверление отверстий и их химическое меднение; удаление защитной лаковой пленки; электролитическое меднение отверстий и проводников; нанесение кислотостойких сплавов; удаление фоторезиста; химическое травление фольги с пробельных мест; осветление проводящих покрытий; механическая обработка контура печатной платы.
Требования к основным технологическим операциям получения печатных плат определены ГОСТ 23752-79; 23864-79; 23770-79; 23727-79; 23662-79; 23663-79; 23664-79; 23665-79.
В том случае, если ДПП не удовлетворяет требованиям конструирования ТЭЗ, в частности не позволяет разместить большое число навесных электрорадиоэлементов в малом объеме, применяют многослойные печатные платы (МПП).
Известно несколько способов изготовления МПП, однако всем им присущи большая стоимость, длительность подготовки производства, значительные затраты времени на изготовление и контроль.
Конструирование печатных плат и печатных узлов.
Исходным документом при конструировании печатной платы является принципиальная электрическая схема субблока или ТЭЗ. Для одной принципиальной схемы можно построить несколько вариантов топологии печатной платы, т.е. печатного монтажа. Для обеспечения технологичности конструкции печатной платы необходимо установить единые нормы конструирования плат, в первую очередь в отношении конструкции и геометрических размеров и параметров элементов печатного монтажа и их электрических параметров. К таким нормам относятся: ограничение типоразмеров печатных плат; ограничение типоразмеров элементов печатного монтажа (проводников, контактных площадок, отверстий и т. п.); ограничение на размещение элементов печатного монтажа (введение вспомогательной сетки, постоянного рисунка цепей питания и т. п.); фиксация мест подведения определенных цепей или ограничение на их проводку; фиксация мест размещения навесных электрорадиоэлементов и др.
К основным нормам конструирования печатных плат относятся следующие. Допуски на длину и ширину плат — по Л 12, шаг основной координатной сетки — 1,25 или 2,5 мм, за начало отсчета координат принимается центр нижнего левого крепежного отверстия платы.
Монтажные отверстия платы размещают в узлах координатной сетки. Монтажные отверстия обязательно металлизируют. Форма и размеры отверстий зависят от диаметра и формы выводов электрорадиоэлементов. Диаметр отверстий, как правило, должен быть больше диаметра вывода электрорадиоэлемента на 0,2—0,3 мм. Такое соотношение определяют условия пайки.
Вокруг монтажного отверстия выполняют контактную площадку в виде кольца, диаметр которого должен быть больше диаметра отверстия (рис. 2).
По плотности размещения печатного монтажа платы принято делить на два класса: класс А — платы с нормальной плотностью монтажа и класс Б — платы с повышенной плотностью монтажа. Минимальная ширина проводников и расстояние между ними определяют плотность монтажа. Эти параметры одинаковы и зависят от метода изготовления: 0,5—0,8 мм — для плат класса А и 0,2—0,4 мм — для плат класса Б. Габаритные размеры плат класса А обычно составляют 240 x360 мм, а плат класса Б — 100 x150 мм. Основные размеры печатных плат в СССР определены ГОСТ 10317—79.
Расстояние между краями соседних отверстий, вырезов, пазов и других элементов платы, полученных механической обработкой, должно быть не менее толщины печатной платы с учетом допусков на изготовление платы. Для снятия заусенцев с краев отверстий в плате перед металлизацией должно быть произведено зенкование. Расстояние между краем любого элемента печатного монтажа, полученного механической обработкой (отверстия, выреза, зенковки и т. п.), и краем платы должно быть не менее 0,5 мм с учетом допуска на изготовление. Печатные проводники размещают с двух сторон платы по линиям условной координатной сетки. При этом рекомендуется на одной стороне платы проводники вести параллельно.
Электрическое соединение печатных проводников, расположенных на разных сторонах платы, осуществляют с помощью монтажных металлизированных отверстий, которые могут располагаться по всему рабочему полю платы.
Контактные площадки под первый вывод микросхемы должны иметь форму или метку, отличающую их от других контактных площадок. Метка должна быть направлена в наружную от корпуса микросхемы сторону.

Рис. 2. Конструкция печатных плат: a — минимальные размеры между электрорадиоэлементами, б — соединение печатных проводников при пересечениях, в — соединение печатных схем, расположенных на разных сторонах платы, г — оформление контактной площадки (место пайки выводов навесных электрорадиоэлементов); 1 — ключ, 2 — соединительный провод, 3 —. плата, 4 — печатный проводник, 5 — переходной пистон.
Основные требования и методы конструирования печатных плат изложены в ГОСТ 23751—79.
При конструирования ТЭЗ (печатного узла) все навесные электрорадиоэлементы и микросхемы необходимо располагать с одной стороны платы в определенном порядке по принятой координатной сетке. Выполнение этого требования позволяет применять механизированную или автоматизированную установку электрорадиоэлементов и микросхем на печатную плату, т. е. использовать одно из главных производственных преимуществ печатного монтажа.
Установка и крепление электрорадиоэлементов и микросхем на печатных платах должны обеспечивать нормальную работу ТЭЗ (печатного узла) в соответствии с требованиями эксплуатации на РЭА.
Установка и крепление электрорадиоэлементов и микросхем на печатных платах должны обеспечивать, как правило, доступ к любому электрорадиоэлементу или микросхеме и возможность их замены.
Расположение электрорадиоэлементов и микросхем на печатной плате определяется разметкой металлизированных монтажных отверстий и контактных площадок, центры которых расположены в узлах условной координатной сетки.
Выбор шага установки электрорадиоэлементов и микросхем на печатной плате определяется конструктивными параметрами корпуса электрорадиоэлемента или микросхемы, сложностью принципиальной электрической схемы ТЭЗ, геометрическими размерами печатной платы и плотностью установки навесных электрорадиоэлементов на плате, температурным режимом ТЭЗ, методом разработки рисунка печатного монтажа (топологии) — ручного или машинного.
Сборка навесных электрорадиоэлементов на печатных платах.
Сборка навесных электрорадиоэлементов на печатных платах может осуществляться ручным, механизированным, частично или полностью автоматизированным способом.
Ручная сборка печатных узлов, как правило, применяется при единичном и мелкосерийном производстве, а также в процессе создания макетов и опытных образцов приборов и радиоэлектронных устройств. В серийном и крупносерийном производстве применяют, как правило, механизированную сборку и частично автоматизированную.
Однако в серийном производстве может использоваться и ручная сборка, когда печатная плата по своим характеристикам значительно отличается от используемых в данный период времени плат в смежном серийном производстве.
Электрорадиоэлементы и коммутационные изделия (соединители и др.) размещаются на печатной плате в соответствии со сборочным чертежом.

Рис. 3. Крепление навесных электрорадиоэлементов: а — на поверхность печатной платы, б — на выводы элементов
Все выводные концы, предназначенные для электрического соединения, вводят в соответствующие монтажные отверстия и отгибают для предварительного закрепления электрорадиоэлементов на печатной плате (рис. 3). Это необходимо для предотвращения сдвига и отсоединения электрорадиоэлементов в процессе перемещения и поворота печатных узлов при транспортировке на конвейере поточной линии до момента пайки.
Выводы электрорадиоэлементов, которые отформованы с образованием на них специального зига, вставляются в монтажные отверстия без подгибки их со стороны монтажа (рис. 4). Такой вид формовки выводов прочно удерживает электрорадиоэлементы на печатной плате при ее перемещении на конвейере.

Рис. 4. Установка электрорадиоэлемента с помошью зига: 1 – электрорадиоэлемент, 2 – плата, 3 – выводы с зигом
Выводы микросхем в зависимости от конструкции либо впаиваются в металлизированные отверстия плат, либо припаиваются к металлизированным контактным площадкам печатной платы.
Неправильная или небрежная установка электрорадиоэлементов на печатную плату обычно приводят к трудноисправимому, а в некоторых случаях к неисправимому браку, так как ремонт печатных узлов и субблоков после пайки, и особенно после герметизации (влагозащиты), значительно более сложен, чем ремонт конструкций с объемным монтажом.
Приведем рациональную последовательность установки навесных электрорадиоэлементов и узлов на печатную плату, которая определилась в условиях производства: контактные штырьки и соединители, габаритные и сложные узлы (реле, трансформаторы, мощные сопротивления и др.), ламповые панели, крепежные элементы, микросхемы и электрорадиоэлементы (резисторы, конденсаторы, диоды, триоды).
Установка крепежных элементов. Крепежные элементы (скобы, держатели, одиночные выводы и др.) устанавливаются на платы, как правило, путем развальцовки, отгибки и некоторых других операций, повышающих надежность механического контакта навесного электрорадиоэлемента с печатным основанием. После установки навесных электрорадиоэлементов крепежных и вспомогательных деталей целесообразно проконтролировать правильность их размещения по монтажной схеме и лишь после этого приступать к пайке. Последнюю можно выполнять как после установки каждой детали, так и после крепления всех электрорадиоэлементов.
Выполнение электромонтажных соединений на печатных платах с помощью пайки и сварки.
Для получения высококачественных паяных электромонтажных соединений на печатных платах необходимо соблюдать следующие технологические требования.
Припой, выбранный для пайки, должен обеспечивать получение качественного паяного соединения. Флюс должен полностью растворять оксидные пленки на поверхности соединяемых деталей и припоя и исключать их образование в момент пайки. Непосредственно перед пайкой печатных узлов следует проверить комплекс технологического оборудования и приспособлений, применяемых для групповой пайки, с целью установления стабильности режимов технологического процесса.
Все корпуса измерительной аппаратуры и приборов, используемых при монтаже печатных узлов, должны быть заземлены.
Все сборочные и электромонтажные работы, в которых применяются полупроводниковые приборы и микросхемы, выполняются сборщиками, на одну из рук которых надет заземляющий браслет, подключаемый через провод к зажиму «земля». Длина провода браслета выбирается такой, чтобы не мешать нормальной работе сборщика. На рабочей поверхности монтажного стола располагается заземленная металлическая пластина, на которой сборщик размещает инструмент и необходимые для работы комплектующие изделия. Пайка электромонтажных соединений производится электропаяльником с заземленным рабочим наконечником.
В случае отсутствия заземления рабочего наконечника электропаяльника допускается пользоваться электропаяльником, включенным через понижающий трансформатор, имеющий электростатический экран между обмотками с заземлением одного конца вторичной обмотки.
Электромонтажники должны быть одеты в белые хлопчатобумажные халаты, а на ногах иметь кожаные тапочки. Влажность воздуха в сборочном цехе должна быть в пределах 50—70%.
При ручной пайке проверяется рабочая температура наконечника электропаяльника с помощью специальных пультов.
Конструкции будущих паяных соединений должны соответствовать чертежу и быть технологичными. Во время проведения технологического процесса пайки все печатные платы и электрорадиоэлементы необходимо хранить в условиях, исключающих загрязнение и окисление их поверхностей.
В настоящее время для пайки печатных плат и навесных электрорадиоэлементов применяют низкотемпературные припои и бескислотные флюсы. Температура припоя должна обеспечивать сохранность параметров термочувствительных полупроводниковых приборов. Припой должен обладать хорошей текучестью при температуре пайки, хорошо заполнять паяемое монтажное отверстие, обеспечивать достаточную механическую прочность электромонтажного соединения и его коррозионную стойкость.
Ручная пайка применяется при опытном и мелкосерийном производстве небольшого количества функциональных узлов на печатных платах, а также в случае изготовления узлов с двусторонним расположением микросхем и при замене отдельных электрорадиоэлементов печатного узла.
Пайка навесных электрорадиоэлементов производится по мере их установки в монтажные отверстия платы. Концы выводов навесных электрорадиоэлементов перед пайкой обрезают кусачками таким образом, чтобы оставшаяся часть вывода выступала от нижней поверхности платы на величину 0,5—0,8 мм, но не более. Для повышения производительности ручной пайки навесные электрорадиоэлементы могут быть заранее установлены в монтажные отверстия платы и закреплены в них путем подгиба выводов. Концы выводов подгибают на 2—2,5 мм в сторону печатного проводника, отходящего от контактной площадки. Штырьковые выводы микросхем впаивают в металлизированные отверстия платы, а планарные выводы соединяют с контактными площадками пайкой внахлест или встык. Пайка микросхем со штырьковыми выводами производится без подгибки последних. Диаметры монтажных отверстий подбирают так, чтобы выводы микросхем свободно входили в них.
Пайка микросхем с планарными выводами производится после приклеивания корпусов микросхем к поверхности платы.
Строгая очередность распайки выводов, характерная для ряда микросхем, отражается в технических условиях на них и должна обязательно соблюдаться в производстве
Ручная пайка осуществляется в определенной последовательности. Печатную плату с размещенными на ней навесными электрорадиоэлементами устанавливают в приспособление в положении, удобном для пайки. Места паек обрабатывают флюсом. Флюс наносят с помощью стеклянной или деревянной палочки, кисточки № 1 (№ 3) и дают ему просохнуть (0,5—1 мин). Флюс не должен попадать на корпуса микросхем и навесных электрорадиоэлементов. Место пайки прогревают паяльником настолько, чтобы припой легко растекался и заполнял монтажные отверстия. Однако во избежание вздутия и отслаивания печатных проводников перегрев места пайки не допускается. В момент пайки припой подают в необходимой дозе в металлизированное отверстие платы или на планарные выводы, расположенные на контактных площадках. Его нагревают до полного заполнения металлизированного отверстия или облуживания контактной площадки. Время пайки — не более 3 с. Чтобы предотвратить образование наплывов, сосулек и перемычек между проводниками, а также залуживание выводов деталей и печатных проводников, количество припоя должно быть минимальным. Нельзя прикасаться нагретой частью паяльника к соседним деталям и печатным проводникам.
Пайка планарных выводов к контактным площадкам или штырьковых выводов в металлизированных монтажных отверстиях осуществляется электрическим паяльником мощностью 25—60 Вт. Рабочая часть наконечника электропаяльника должна быть хорошо зачищена и облужена припоем. Температура нагрева наконечника 280—300 °С. Пайка заключается в кратковременном прикосновении (на 1—2 с) наконечника к концу вывода с одновременной подачей припоя в металлизированное отверстие. Паяльник следует отнять сразу же после расплавления припоя и заполнения им зазоров в металлизированном монтажном отверстии или между планарным выводом и контактной площадкой платы.
После пайки проверяют, полностью ли удален флюс, и контролируют качество паяного соединения. Качество пайки проверяют внешним осмотром, а прочность пайки (выборочно) — путем зажатия провода специальным динамометром и натяжения его с усилием не более 4,9 Н. Усилие должно быть приложено по направлению продольной оси припайки провода, причем оно не должно превышать предела прочности провода на разрыв.
Качество паяных соединений должно соответствовать следующим требованиям: припой должен надежно покрывать загнутые концы выводов и заполнять металлизированные отверстия; не допускается образования перемычек припоя между печатными проводниками; наплыв припоя в местах пайки не должен превышать 1 мм; припой должен покрывать печатные проводники только в местах соединений; не должно быть облуживания печатных проводников, их вспучивания и обрыва; припой не должен выступать на верхней стороне платы; паяные соединения должны быть чистыми; а на плате не должен оставаться флюс.
При ручной пайке полупроводниковых приборов необходимо применять теплоотводы. В качестве теплоотвода можно использовать пинцет или специальный зажим с медными наконечниками; его следует располагать между корпусом детали и паяемым монтажным соединением. Теплоотвод снимают через 10—15 с после окончания пайки. Для предохранения термочувствительных деталей во время пайки можно применять охлаждение выводов холодным воздухом.
Групповая пайка печатных плат применяется в основном при серийном или крупносерийном производстве. Групповая пайка может проводиться различными способами. Определяющим в выборе того или иного способа пайки является расположение микросхем и навесных электрорадиоэлементов на плате.
Наиболее удобны для групповой пайки платы с односторонней установкой микросхем и навесных электрорадиоэлементов, обеспечивающей к тому же линейное расположение выводов, особенно планарных.
К преимуществам групповой пайки можно отнести поддержание температуры и времени пайки, высокую производительность труда, технологическую и эксплуатационную надежность соединений, применение механизации и автоматизации.
К недостаткам групповой пайки следует отнести: применяемость печатных плат только с односторонним навесным монтажом, необходимость конструирования печатных плат с учетом требований выбранного метода групповой пайки, разработку комплекса мер для предотвращения перегрева термочувствительных электрорадиоэлементов, повышенные требования к однородности подготовки поверхности и паяемости выводов навесных электрорадиоэлементов и плат, а также подбор конструктивно-технологических решений по устранению характерных дефектов групповой пайки (сосулек, перемычек, наплывов припоя), сложность отмывки более активного флюса, чем при ручной пайке. К групповым методам пайки относят пайку погружением и волной припоя.
Пайка погружением состоит в том, что нижнюю поверхность платы погружают в расплавленный припой, при этом все выводы Навесных электрорадиоэлементов и микросхем припаиваются одновременно к проводникам печатного монтажа или запаиваются в металлизированных отверстиях. При этом методе можно легко получить «заливную» форму паяных соединений, удобную для последующей влагозащиты.
При пайке погружением необходимо применять защитную маску из конденсаторной бумаги или фторопласта-4 толщиной 0,1—0,2 мм. Маска из фторопласта накладывается на плату так, чтобы через сделанные в ней отверстия припой свободно проникал к местам пайки. Рамка, фиксирующая плату по контуру, обеспечивает совпадение отверстий в маске с монтажными соединениями платы. Одна маска, сделанная из фторопласта, благодаря его высокой термостойкости может выдержать до 500 погружений в расплавленный припой, причем поврежденная маска легко заменяется. Маску из конденсаторной бумаги наклеивают на плату с помощью флюса или специального клея. После пайки маска выбрасывается. На места пайки, не защищенные бумажной маской или шаблоном, наносят флюс. Флюс может быть нанесен либо окунанием платы, либо пульверизатором.
Подготовленная таким образом плата с микросхемами зажимается в рамке вибрационной головки и погружается в расплавленный припой примерно на 2/3 толщины основания. При включенном вибраторе плату в погруженном состоянии выдерживают в течение 2—3 с. Вибрация платы необходима для того, чтобы удалились газы, образующиеся при соприкосновении участков платы, покрытых флюсом, с расплавленным припоем.
При пайке погружением применяется припой ПОС-61, нагретый до (250+5) СС. После пайки необходимо тщательно промыть плату от флюса.
Пайка волной припоя состоит в том, что при непрерывном движении платы над волной расплавленного припоя последовательно пропаиваются все монтажные соединения (рис. 4), причем одновременно паяется группа соединений, размеры которой определяются размерами волны припоя. Производительность процесса зависит от скорости движения плат и их размеров.
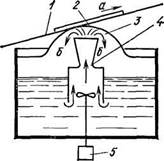
Рис. 4. Схема пайки волной расплавленного припоя: 1 — транспортер, 2 — печатная плата, 3 — волна расплавленного припоя, 4 — сопло, 5 — привод (стрелками показано: а — направление движения платы, б — направление движения расплавленного припоя)
Особенность процесса пайки волной припоя заключается в том, что можно полностью автоматизировать процесс пайки плат с печатным монтажом.
Волной припоя можно осуществлять пайку с облуживанием всей схемы или отдельных точек. Последнее осуществимо при использовании защитных масок или защитного пленочного фоторезиста.
При пайке волной применяют припой ПОС-61, нагретый до (250±5)°С.
Основными параметрами пайки волной припоя являются: скорость конвейера (0,8—1,2 м/мин), скорость истечения припоя из сопла (подбирается опытным путем), температура припоя, ширина полосы растекания припоя по плате (15—40 мм).
Флюсы применяют только жидкие, активированные; флюсование при пайке волной более обильное, чем при ручной, поэтому при пайке волной нужна тщательная очистка от флюса.
После пайки (ручной или групповой) электромонтажных соединений печатная плата должна быть отмыта от остатков флюса. Остатки флюса (канифоли) рекомендуется удалять сразу же после пайки, пока не затвердели окончательно остатки канифоли и пока печатная плата сохраняет некоторое количество теплоты, достаточной для их растворения. В мелкосерийном и опытном производстве флюс удаляют протиркой кистью или тампоном, смоченным в спирте или в спиртобензиновой смеси. В серийном производстве промывку ведут в местах, оборудованных с учетом требований пожаро- и взрывобезопасности. Промывку проводят в нескольких ваннах (обычно в трех) или на специальных промывочных установках, что обеспечивает качественную очистку поверхности платы от остатков флюса. Рабочее место электромонтажника, на котором производятся операции пайки и промывки, должно быть оборудовано приточно-вытяжной вентиляцией.
Высокая надежность сварных электромонтажных соединений является одним из решающих факторов применения их для монтажа в аппаратуре различного назначения. Сварные соединения отличаются высоким качеством и прочностью, они не подвергаются коррозионному действию остатков флюса и растворителей, а также не испытывают сплошного термоудара в момент сварки.
В настоящее время при монтаже навесных электрорадиоэлементов на плату применяют сварку сдвоенным электродом, лазерную или электронно-лучевую.
Сборка микросхем на печатных платах
В производстве электронных узлов значительное место по объему работ занимают сборочные работы, включающие установку и крепление микросхем на печатных платах, а также их электрическое соединение между собой.
Сборка состоит из следующих основных технологических операций: подготовки выводов микросхем; установки и крепления микросхем на платах; пайки или сварки монтажных соединений; контроля работоспособности электронного узла.
Почти каждая из перечисленных выше операций имеет свои технологические особенности в отличие от аналогичных операций, имеющих место при сборке навесных электрорадиоэлементов на обычных двусторонних печатных платах. Эти технологические особенности возникли вследствие применения в сборочных процессах принципиально новых в конструктивном отношении сборочных единиц — интегральных микросхем.
Интегральные микросхемы выпускают в металлокерамических, металлополимерных или металлостеклянных корпусах. Плоские металлокерамические корпуса имеют радиальные выводы и небольшую высоту, что дает возможность размещения собранных электронных узлов вмалом объеме, а конструкция их выводов позволяет выполнять различные виды соединений.
Металлополимерные, а также металлостеклянные корпуса имеют два ряда жестких штырьковых выводов прямоугольного или круглого сечения. Такие выводы можно легко вставлять в отверстия платы.
Порядок установки микросхем и их количество на плате в основном определяются функциональным назначением узла, конструкцией корпуса интегральной схемы, способом выполнения монтажных соединений (пайка или сварка), а также конструкцией самой платы. При монтаже микросхем на плате необходимо выполнять определенные технологические требования по установке и креплению их на плате, а также способам выполнения электромонтажных соединений. Обычно установку микросхем на плате производят рядами или в шахматном порядке, причем выбор шага установки микросхем определяется конструктивными параметрами печатных плат и корпуса микросхемы, температурным режимом узла и методом изготовления плат. Если используются платы с монтажными отверстиями, то все выводы микросхем вставляют в отверстия платы. При установке микросхем со штыревыми выводами на плату величина выступающей части выводов над поверхностью платы в местах пайки должна быть в пределах 0,5 - 5 мм. Установку микросхем на плату со штыревыми выводами производят; после их подрезки и формовки (рис. 5): на рисунке прямыми линиями изображены выводы до формовки.
К (1:1)
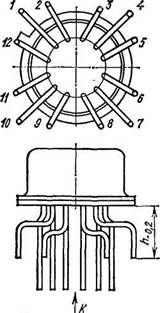
Рис. 5. Формовка выводов микросхем
Установка микросхем в корпусах с планарными выводами производится на плату без монтажных отверстий. В этом случае их расположение на плате определяется формой контактных площадок на плате. Микросхемы в корпусах с планарными выводами часто устанавливают на плате с применением формовки выводов. Допускается установка микросхем с помощью клея. Варианты установок микросхем с планарными выводами на плате приведены на рис. 6. Установка и крепление микросхем на плате должны обеспечивать доступ к любой микросхеме и возможность замены их.

|
Рис. 6. Варианты установок микросхем с планарными выводами на плате: а — на клей, б — с зазором, в — на радиатор; 1 — корпус микросхемы, 2 — печатная плата, 3 — плоский радиатор, 4 — изоляционная прокладка, 5 — клей
Микросхемы с планарными выводами иногда собирают в так называемую этажерочную конструкцию. В этом случае плоские корпуса укладываются друг на друга и их выводы соединяются пайкой с контактными площадками платы и друг с другом.
Расположение микросхем на наружной стороне платы необходимо производить с учетом направления воздушного потока охлаждения.
При необходимости использования в сборке монтажных проводов последние впаиваются в металлизированные отверстия платы. В том случае, если предусматривается возможность нескольких перепаек проводов, на плате рекомендуется устанавливать переходные пистоны. Для электрического соединения узлов и субблоков на платах часто используют соединители (разъемы). Соединители устанавливают на краях плат с запаиванием их контактов в металлизированных отверстиях платы или с припайкой к контактным площадкам плат, или их выполняют в виде ножевых разъемов на краях плат.
После выполнения работ по установке и креплению микросхем на платах производят пайку или сварку электромонтажных соединений одним из способов, описанных в предыдущем параграфе.
Литература
1. Радиоматериалы, радиокомпоненты и электроника: Учебное пособие/К.С. Петров. – СПб.: Питер, 2003. – 512 с.: ил.
2. Покровский Ф.Н. Материалы и компоненты радиоэлектронных средств: Учебное пособие для вузов. – М: Горячая линия – Телеком, 2005. – 350 с.: ил.
3. Пасынков В.В., Сорокин В.С. Материалы электронной техники: Учебник. 5-е изд., стер. - СПб.: Издательство «Лань»., 2003 .-368 с., ил.1. Радиоматериалы, радиокомпоненты и электроника: Учебное пособие/К.С. Петров. – СПб.: Питер, 2003. – 512 с.: ил.
4. Айзинов С.Д. Введение в специальность радиоинженера. – Спб.: ГМА им. Макарова, 2009. – 69 с.
|
из
5.00
|
Обсуждение в статье: Сборка и монтаж радиоаппаратуры. Подготовка проводников перед монтажом |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы