 |
Главная |


ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ. КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
|
из
5.00
|
КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ)
ФЕДЕРАЛЬНОГО ГОСУДАРСТВЕННОГО БЮДЖЕТНОГО ОБРАЗОВАТЕЛЬНОГО
УЧРЕЖДЕНИЯ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«ВОЛГОГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Кафедра «Технология машиностроения И ПРИКЛАДНАЯ МЕХАНИКА»
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ
ИЗДЕЛИЯ В МАШИНОСТРОЕНИИ
Методические указания
К лабораторной работе по дисциплине
«Технология машиностроения»
Камышин - 2015
ЦЕЛЬ РАБОТЫ
1. Изучить и практически освоить методику разработки технологического процесса сборки.
2. Составить технологическую схему сборки.
3. Разработать маршрутный технологический процесс сборки
и установить нормы времени на операции.
ОСНОВНЫЕ СВЕДЕНИЯ
Сборка – часто завершающая стадия производства изделия, характеризующаяся сложностью и разнообразием выполняемых операций, высокой трудоемкостью и стоимостью. Трудоемкость сборочных работ в разных отраслях машино- и приборостроения и в разных типах производств составляет 20...70 % общей трудоемкости изготовления изделия. В сборочных цехах преобладает ручной труд. В среднем механизировано около 25 % сборочных работ, а уровень автоматизации в настоящее время не превышает 10…15% сборочных работ.
Исходные данные для разработки технологического процесса следующие: сборочные чертежи изделия в целом и отдельных его узлов со спецификациями и чертежами деталей; технические условия (технические требования) на изделия и узлы; объем (количество) собираемых изделий с указанием срока их выпуска; производственные условия выполнения сборочных работ.
Последовательность разработки процесса сборки:
1. Устанавливают целесообразную организационную форму оборки, определяют такт и ритм сборки в зависимости от объема сборки.
2. Проводят изучение изделия, технологический контроль-анализ сборочных и рабочих чертежей деталей и технических условий (технических требований) с позиций отработки технологичности.
3. Проводят размерный анализ собираемых изделий и устанавливают рациональные методы обеспечения требуемой точности замыкающих звеньев сборочных размерных цепей.
4. Составляют схемы общей и узловых сборок изделия. Определяют целесообразную степень разбиения изделия на сборочные единицы (узлы) и последовательность соединения всех единиц сборки и деталей.
5. Разрабатывают технологический процесс сборки. При необходимости его расчленяют на несколько операций. Устанавливают содержание операций и технологические режимы сборки. Определяют наиболее производительные, экономичные способы соединения, проверки положения и фиксации составляющих изделие сборочных единиц и деталей, включая методы контроля и испытания изделия.
6.Устанавливают (разрабатывают) необходимое оборудование и оснастку (приспособления, инструмент).
7. Выполняют нормирование сборочных операций.
8. Оформляют технологическую документацию.
Изучение собираемого изделия завершается разбиением его на сборочные единицы (узлы) и составлением технологических схем сборки. Разбивка изделия на сборочные единицы и составление схем сборки являются начальными и ответственными этапами в разработке технологии оборки. В наглядной форме они отражают состав и маршрут сборки изделия в целом и его составных частей.
Основные принципы, которыми следует руководствоваться технологу при разбивке изделия на сборочные единицы и разработке схем сборки следующие:
- сборочная единица не должна быть слишком большой по размерам и массе и состоять из значительного количества деталей и сопряжений, но в то же время излишнее дробление на сборочные единицы также нерационально;
- сборочная единица должна быть выделена в особую, если в процессе её сборки требуется проведение испытаний, обкатка, специальная слесарная доработка, пригонка и т.п.;
- сборочная единица при последующем монтировании её в машине не должна подвергаться разборке (если этого избежать нельзя, то разборочные работы необходимо предусмотреть в технологии);
- сборочные единицы должны включать также детали крепления, резьбовые соединения с тем, чтобы сократить количество отдельных деталей, подаваемых непосредственно на общую сборку;
- сборочные единицы должны быть примерно одинаковыми по трудоемкости;
- сборку следует начинать с установки на рабочем месте (стенде, конвейере) базовой детали или базовой сборочной единицы, к которой последовательно будут присоединяться остальные детали и сборочные единицы;
- сборку следует начинать с деталей, имеющих размеры, входящие в качестве составляющих звеньев в ту размерную цепь, при помощи которой решается наиболее ответственная задача;
- последовательность сборки определяется возможностью и удобством присоединения деталей;
- каждая ранее смонтированная деталь или сборочная единица не должна мешать последующей сборке;
- детали или сборочные единицы, выполняющие наиболее ответственные функции или которые являются общими звеньями в параллельно связанных размерных цепях, желательно монтировать в первую очередь;
- в процессе сборки необходимо обеспечить минимальное количество переустановок.
Технологические схемы сборки – это графическое изображение соответствующих сборочных единиц и деталей, представленных в порядке их монтирования (установки) в собираемую машину. Возможны различные варианты составления схем сборки. Рассмотрим один из них.
Графически на схемах сборки (рис.1) элементы изделия (детали, сборочные единицы) изображаются в виде прямоугольников, разделенных на три части, в которых вписываются наименование, номер позиции и количество элементов. Обозначение деталей принимается в соответствии со сборочными чертежами и спецификациями. Для обозначения сборочной единицы проставляют буквы "Сб." и номер базовой детали. Перед обозначением сборки ставится номер сборочной единицы соответствующего порядка. Например, 2 Сб.5 – сборочная единица второго порядка (второй ступени) с базовой деталью №5. Элемент, с которого начинают сборку, называют базовым. Процесс общей и узловой сборки изображают на схеме горизонтальной линией от базового элемента к собранному объекту. Сверху, в порядке последовательности установки (монтажа), располагают детали, а снизу – узлы. Для конструктивно сложных изделий схемы сборки составляют для каждой сборочной единицы отдельно, а простых – совмещенными. В этом случае линии сборки сборочных единиц (узлов) разных ступеней могут быть горизонтальными и вертикальными.
Схемы сборки кроме деталей и сборочных единиц могут содержать надписи, поясняющие специфические особенности сборочных работ (операций): соединение элементов (запрессовкой, пайкой, вальцеванием), фиксация (свинчиванием, с помощью клея, лаков, красок и компаундов), механическая доработка (сверление, развертывание), использование технологических деталей, контроль, регулировка и т.д. Возможность одновременной установки нескольких составных частей изделия отражается общей точкой (А, Б и т.д.). Дополнительные работы, к которым можно отнести частичную или полную разборку составных частей при сборке также отражают на схеме пояснительной надписью. Технологические схемы сборки на одно и то же изделие можно составить в нескольких вариантах, которые будут отличаться структурой и последовательностью комплектования сборочных элементов. Принятый вариант зависит от организационной формы сборки. Правильность составления схем сборки проверяется разборкой изделия.

Рис. 1. Технологические схемы сборки:
а – общей; б – узловой (сборочной единицы)
Построение технологических схем разборки изделий основано на тех же принципах. Разница заключается лишь в том, что построение схемы начинается с изделия, а не с базовой детали или сборочной единицы.
На рис. 2 приведен эскиз сборочной единицы, а на рис. 4 его технологическая схема сборки.
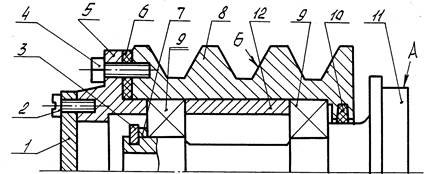
Рис.2. Эскиз сборочной единицы (Сб.11 – Ступица)
Практически технологические схемы сборки представляют собой разработку проекта технологического процесса сборки.
Технологический процесс сборки изделия в его окончательном виде предопределяется типом производства, т. е. объемом выпуска собираемых изделий, трудоемкостью сборки и организационными формами сборки. При больших объемах сборки разрабатывают технологический процесс подробно и с возможно большей дифференциацией сборочных операций. При малом объеме выпуска ограничиваются составлением маршрута (последовательности) сборочных операций.
Сборочные операции проектируют на основе схем сборки. Содержание сборочных операций следует устанавливать так, чтобы на каждом рабочем месте выполнялась однородная и технологически законченная операция, причем при поточном методе трудоемкость операции должна быть равна или несколько меньше такта сборки, либо кратна ему. Проектируя сборочную операцию, уточняют содержание технологических переходов и определяют схему базирования и закрепления базового элемента; выбирают оборудование, приспособления, режущий и монтажный (рабочий), контрольно-измерительный инструменты; устанавливают режимы работы, норму времени и разряд работы, выполняют необходимые технологические расчеты (определяют силу запрессовки; крутящие моменты при затяжке болтов, шпилек и др.) и обоснования.
В состав технологического процесса включаются при необходимости подготовительные, пригоночные, регулировочные, контрольные и др. работы (операции и переходы).
Технологические процессы оборки фиксируют в маршрутных и операционных картах, оформляемых в соответствии со стандартами ЕСТД.
Пример маршрутного технологического процесса сборки ступицы представлен в таблице 1.
Таблица 1
| № операции | Наименование операции | Содержание операции и переходов |
| Сборка шкива (1Сб.8). | 1. Закрепить шкив 8 в приспособлении 2. Установить кольцо 10. 3. Смазать и установить подшипник 9. 4. Протереть и установить втулку 12. 5. Смазать и установить подшипник 9. | |
| Установка шкива (1Сб.8). | 1. Закрепить ступицу 11 в приспособлении. 2. Установить шкив (1Сб.8) на ступицу 11. 3. Протереть и установить кольцо компенсационное 7. 4. Установить кольцо стопорное 3. | |
| Сборка фланца (1Сб.5). | 1. Закрепить фланец 5 в приспособлении. 2. Установить крышку 1. 3. Закрепить крышку винтами 2. 4. Установить прокладку 6. | |
| Установка фланца (1Сб.5). | 1. Установить фланец (1Сб.5). 2. Закрепить фланец (1Сб.5) винтами 4. | |
| Контрольная | 1. Проверить легкость вращения шкива 8. 2. Проверить биение поверхности Б относительно поверхности А. |
Норма времени на выполнение сборочной операции устанавливается по формулам и нормативам [8, 9, 10].
Определим в качестве примера норму штучно-калькуляционного времени на сборочную операцию 025 – «Сборка фланца». Операция выполняется в условиях серийного производства. Эскиз сборочной единицы приведен на рис. 3. Перечень собираемых деталей дается в табл. 2. Применительно к серийному производству применяем нормативы [2]. Анализ нормативов позволяет расчленить операцию на следующие расчетные комплексы:
1. Установка фланца в приспособление. Условия работы соответствуют нормативным. По карте 7 расчетное оперативное время  =0,304 мин.
=0,304 мин.
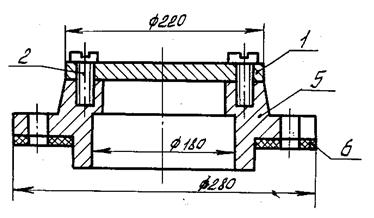
Таблица 2
| № поз | Наименование | Размер, мм | Материал, масса | Количество |
| Крышка | Æ220 | Чугун, 3,3 кг | ||
| Винт | М10´35,58 | Сталь | ||
| Фланец | Æ280 | Сталь | ||
| Прокладка | Æ280/220-3 | Картон |
Рис.3. Эскиз сборочной единицы первого порядка (1 Сб.5 – Фланец)
2. Установка крышки на плоскость вручную простым наложением с совмещением отверстий. При наибольшем размере детали 280 мм (до 300 мм) и количестве отверстий свыше двух (до 10 отверстий) по карте 46 нормативное время на установку крышки массой до 8 кг составит 0,12 мин. Условия работы соответствуют нормативным, поэтому расчетное оперативное время  =0,12 мин.
=0,12 мин.
3. Постановка и ввертывание винтов электроотверткой. По карте 71 нормативное время составит 0,27 мин. на один винт. В это время включено время на установку одного винта, перемещение инструмента к следующему винту, а в начальный и конечный момент (для первого и последнего винта) инструмент необходимо подвести к рабочей точке, включить, выключить и выпустить из рук. Время на эти вспомогательные приемы определяется по карте 9. Принимая, что инструмент находится в рабочей зоне до 1 мин., вспомогательное время составит 0,075 мин. Расчетное оперативное время  =0,27×4+0,075=1,155 мин.
=0,27×4+0,075=1,155 мин.
4. Установка прокладки на плоскость. По карте 56 нормативное время составит 0,12 мин. Сравнивая условия выполнения работы – прокладка мягкая (картон), вводим поправочный коэффициент 1,5. Расчетное оперативное время  =0,12×1,5=0,18 мин.
=0,12×1,5=0,18 мин.
Суммарное оперативное время на операцию
 =0,304+0,12+1,155+0,18=1,759 мин.
=0,304+0,12+1,155+0,18=1,759 мин.
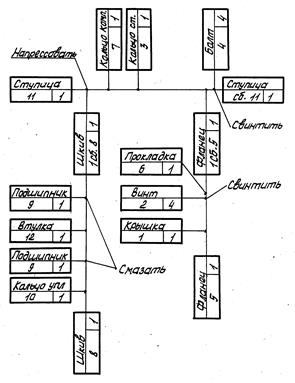
Рис.4. Технологическая схема сборки ступицы
Расчет нормы штучно-калькуляционного времени в условиях серийного производства производим по формуле
 ,
,
где  ,
,  ,
,  – проценты соответственно подготовительно-заключительного времени, времени на обслуживание рабочего места и времени на отдых и личные потребности от оперативного времени;
– проценты соответственно подготовительно-заключительного времени, времени на обслуживание рабочего места и времени на отдых и личные потребности от оперативного времени;  ,
,  – поправочные коэффициенты, учитывающие особенности выполнения операции. Принимаем: =2%; =3,5%; =6%; =1 (отношение планируемого выпуска изделий в месяц к нормативному); =1 (по карте 5 – работа в положении «удобно»).
– поправочные коэффициенты, учитывающие особенности выполнения операции. Принимаем: =2%; =3,5%; =6%; =1 (отношение планируемого выпуска изделий в месяц к нормативному); =1 (по карте 5 – работа в положении «удобно»).
Штучно-калькуляционное время составит
 (мин).
(мин).
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Ознакомиться с настоящими методическими указаниями. По сборочному чертежу изделия с техническими требованиями, его спецификации, выданным преподавателем, следует разобраться в его назначении, устройстве, составе и принципе работы. Составить схему сборки, маршрутный технологический процесс сборки и установить нормы времени на операции.
СОДЕРЖАНИЕ ОТЧЕТА
Отчет должен быть оформлен в общепринятой на кафедре форме и содержать название и цель работы, краткие теоретические сведения, эскиз собираемого изделия с перечнем входящих в него элементов и техническими требованиями (по согласованию с преподавателем возможно прикрепить к отчету выданные материалы), описание принципа его работы, схему и маршрутный технологический процесс оборки с расчетом норм времени, выводы.
ЛИТЕРАТУРА
1. Общемашиностроительные нормативы времени на слесарную обработку и слесарно-сборочные работы по сборке машин. Мелкосерийное и единичное производство. М.: Машиностроение, 1974. -219 с.
2. Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно-сборочные работы по сборке машин. Серийное производство. М.: НИИТруда, 1976. - 155 с.
3. Общемашиностроительные нормативы времени на слесарно-сборочные работы по сборке машин. Массовое и крупносерийное производство. М.: НИИТруда, 1973. - 147 с.
Приложение 1
Перечень операций (ГОСТ 3.1703-79)
| Наименование слесарных операций | Наименование сборочных операций |
| 1. Слесарная 2. Гибка' 3. Гравировка 4. Доводочная 5. Зачистка 6. Зенковка 7. Завивка 8. Калибровка 9. Керновка 10. Нарезка 11. Навивка 12. Отрубка 13. Отрезка 14. Опиловочная 15. Очистка 16. Полирование 17. Травка 18. Разметка 19. Разрезка 20. Развертывание 21. Развальцовка 22. Сверлильная 23. Смазывание 24. Шабровка | 1. Сборка 2. Базирование 3. Балансировка 4. Застегивание 5. Закрепление 6. Запрессовывание 7. Клепка 8. Контровка 9. Маркирование 10. Пломбирование 11. Склеивание 12. Стапооенке 13. Свинчивание 14. Установка 15. Центровка 16. Штифтование 17. Шплинтование 18. Разборка 19. Распрессовывание 20. Расшплинтовывание 21. Расштифтовывание 22. Распломбирование 23. Развинчивание |
Ключевые слова (ГОСТ 3.1703-79)
| 1. Балансировать 2. Базировать 3. Гнуть 4. Гравировать 5. Завить 6. Застегнуть 7. Закрепить 8. Запрессовать 9. Зачистить 10. Застопорить 11. Зенковать 12. Калибровать 13. Кернить 14. Контрить 15. Клепать | 16. Маркировать 17. Нарезать 18. Навить 19. Нанести 20. Опилить 21. Отрубить 22. Очистить 23. Отрезать 24. Править 25. Притереть 26. Пломбировать 27. Полировать 28. Разметить 29. Разрезать 30. Развернуть | 31. Развинтить 32. Развальцевать 33. Распрессовать 34. Расшплинтовать 35. Разобрать 36. Распломбировать 37. Расштифтовать 38. Сверлить 39. Смазать 40. Свинтить 41. Склеить 42. Собрать 43. Установить 44. Шабрить 45. Шплинтовать 46. Штифтовать 47. Довести |
Приложение 2
Примеры операций и переходов (ГОСТ 3.1703-79)
| Запись операции и перехода | |
| полная | сокращенная |
| Гнуть деталь, выдерживая размеры 1 и 2 | Гнуть деталь согласно эскизу |
| Зачистить буртик 1 от краски | Зачистить согласно эскизу |
| Калибровать отверстие 2,выдерживая размер 1 | Калибровать отверстие 2 согласно чертежу |
| Маркировать деталь, выдерживая размеры 1 и 2 | Маркировать деталь согласие эскизу |
| Нарезать резьбу, выдерживая размер 1 | Нарезать резьбу согласно чертежу |
| Опилить заготовку, выдерживая размеры 1, 2 и 3 | Опилить заготовку согласие эскизу |
| Развернуть отверстие 2, выдерживая шероховатость | Развернуть отверстие 2 согласно чертежу |
| Разметить деталь, выдерживая размеры 1, 2 и 3 . | Разметить деталь согласно чертежу |
| Развальцевать поверхность 1, выдерживая размер 2 | Развальцевать поверхность 3 согласно чертежу |
Разрезать заготовку, выдерживая  = 20; = 20;  =35. =35.
| Разрезать заготовку согласно эскизу. |
| Разобрать изделие (позиции 1, 3, 5) | Разобрать изделие согласно чертежу |
| Сверлить отверстие, выдерживая размеры 1 и 2 | Сверлить отверстие согласие чертежу |
| Свинтить детали 1 и 3,выдерживая размер 1 | Свинтить детали 1 и 3 согласно чертежу |
| Собрать детали 2 и 5,выдерживая размер 1, обеспечивая герметичность | Собрать детали 2 и 5 согласно чертежу |
Установить деталь, выдерживая  =15° =15°
| Установить деталь согласно чертежу |
| Шабрить поверхность 1 с точностью 8-10 пятен | Шабрить поверхность 1 согласно эскизу |
|
из
5.00
|
Обсуждение в статье: ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ. КАМЫШИНСКИЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ (ФИЛИАЛ) |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы