 |
Главная |


МЕТОДЫ ОБНАРУЖЕНИЯ ТРЕЩИН В ДЕТАЛЯХ И УЗЛАХ
|
из
5.00
|
ДЕФЕКТАЦИЯ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ МАШИН
РОЛЬ ДЕФЕКГАЦИИ В ОБЕСПЕЧЕНИИ КАЧЕСТВА РЕМОНТА И КЛАССИФИКАЦИЯ ДЕФЕКТОВ
Дефектация определяет техническое состояние деталей и возможность их дальнейшего использования при ремонте.
В процессе дефектации производится сортировка деталей на три группы: годные, негодные и требующие ремонта.
- Годные к дальнейшей эксплуатации детали направляют в комплектовочные кладовые или склады, а оттуда на сборку.
- Негодные детали сдаются в металлолом.
- Детали, требующие ремонта, после определения последовательности восстановления передаются в соответствующие участки или цеха.
Детали при дефектации помечают краской (на проверяемых поверхностях). Негодные изделия помечают красной краской, годные — зеленой, требующие ремонта — желтой.
Результаты дефектации фиксируются в дефектовочных ведомостях, где указывается количество годных, требующих ремонта и негодных деталей и узлов.
Дефектация производится в соответствии с требованиями технических условий на капитальный или текущий и средний ремонт. Эти требования излагаются в картах дефектации.
Методы дефектации зависят от конструкции, назначения, технического состояния и характерных повреждений детали, узла или агрегата
Дефекты в деталях изделий разделены на три группы по причинам, их вызывающим:
— дефекты, связанные с аварийными повреждениями;
— дефекты, связанные с длительной эксплуатацией;
— дефекты, связанные с хранением.
Явные повреждения, а также поломки и т. д. обнаруживаются легко. Сравнительно просто оценить степень износа рабочих поверхностей путем обмера деталей измерительным инструментом (микрометр, штангенциркуль, индикатор и т. д.).
Значительно сложнее определить степень взаимного смещения поверхностей, возникающего как при длительной эксплуатации, так и при других повреждениях машины.
Особую сложность при ремонте представляет обнаружение микротрещин.
Последовательность дефектации:
1. вначале подвергается внешнему осмотру с целью обнаружения явных дефектов (коррозия, трещины, вмятины и т. д.), а также дефектов с признаками явного брака (поломки, сколы, пробоины и т. п.).
2. Затем деталь проверяют на специальных приспособлениях и приборах для выявления микротрещин, определения степени смещения поверхностей относительно друг друга, измерения твердости, упругости и т. д.
3. Затем производится обмер рабочих поверхностей деталей.
Такая последовательность дефектации позволяет избежать лишних работ в тех случаях, когда деталь имеет признаки явных дефектов или брака.
МЕТОДЫ ОБНАРУЖЕНИЯ ТРЕЩИН В ДЕТАЛЯХ И УЗЛАХ
В практике ремонта для обнаружения трещин и других пороков применяют следующие методы:
- гидравлических испытаний;
- керосиновой пробы;
- метод красок;
- люминесцентный;
- намагничивания;
- ультразвуковой и др.
Первые четыре метода применяют только для обнаружения трещин. Остальные являются универсальными и позволяют обнаружить на деталях не только трещины, но и внутренние пороки металла (поры, раковины и т. п.).
Метод гидравлических испытанийприменяют при обнаружении трещин в полых деталях (баки, головки блоков, радиаторы, трубопроводы и т. д.).
При испытании полости деталей заполняют водой или дизельным топливом, создают заданное техническими условиями давление и затем, после выдержки, осматривают деталь или узел. О наличии трещин судят по подтеканию жидкости. Трещины можно обнаружить, используя сжатый воздух. Внутренние полости заполняют сжатым воздухом, а баки погружают в ванну с водой. Выходящий из трещины воздух обнаруживается по пузырькам над поверхностью воды. Как правило, давление при опрессовке в 1,5 — 2 раза превышает рабочее давление детали. Понятно, что этим методом можно обнаружить сквозные, сравнительно большие трещины.
Метод керосиновой пробызаключается в следующем. Поверхность проверяемой детали смачивают керосином, после выдержки в течение 1—2 мин эту поверхность насухо протирают и покрывают мелом. Керосин, проникший в трещины, выступает на поверхность мелового покрытия, четко определяя границы трещины. Этот метод очень прост, не требует специального оборудования и поэтому широко используется, особенно при проверках рам. Однако с помощью такого метода невозможно выявить трещины шириной менее 0,03 — 0,05 мм.
Метод красокоснован на способности красок к взаимной диффузии. Для обнаружения трещин поверхность детали обезжиривают бензином и покрывают красной краской, которую через 5 — 6 мин смывают растворителем. После этого поверхность покрывают белой краской. Красная краска выступает из трещины и окрашивает белое покрытие, обрисовывая границы трещины. Нашапромышленность выпускает дефектоскопы (ДМК-1; ДМК-2), предназначенные для обнаружения трещин этим методом. Метод красок позволяет обнаруживать трещины шириной не менее 0,01 — 0,03 мм и глубиной до 0,01 — 0,04 мм.
Люминесцентный методдефектоскопии основан на способности некоторых веществ светиться под воздействием ультрафиолетовых лучей (люминофоры).
Для выявления трещин на поверхность детали наносят люминофор. После выдержки 5 — 6 мин люминофор с поверхности удаляют, затем наносят слой талька с целью извлечения люминофора из трещины. Впитанное тальком флюоресцирующее вещество ярко светится в ультрафиолетовых лучах.
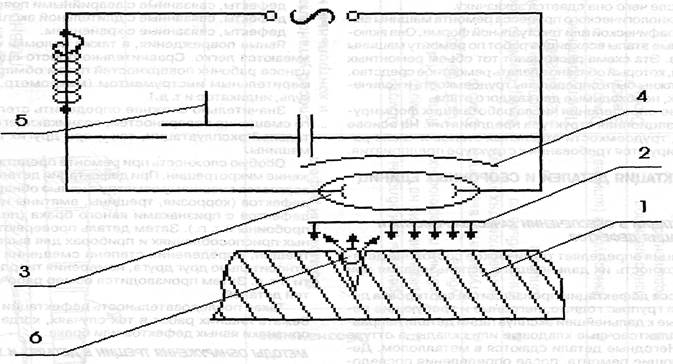
Рис. 1. Люминесцентная дефектоскопия:
|
из
5.00
|
Обсуждение в статье: МЕТОДЫ ОБНАРУЖЕНИЯ ТРЕЩИН В ДЕТАЛЯХ И УЗЛАХ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы