 |
Главная |


Конструкция рамной пилы для вертикальных лесопильных рам с непрерывной подачей. Профиль зуба
|
из
5.00
|


 Рамная пила представляет собой стальную полосу, по рабочей кромке к-ой насечены зубья. Пилы для вертикальных лесопильных рам бывают с приклепанными планками длиной 1250…1950 мм, шириной 180 мм и толщиной 2,0…2,5 мм и без планок длиной 1100, 1250 мм, шириной 160 мм, толщиной 1,6…2,2 мм.
Рамная пила представляет собой стальную полосу, по рабочей кромке к-ой насечены зубья. Пилы для вертикальных лесопильных рам бывают с приклепанными планками длиной 1250…1950 мм, шириной 180 мм и толщиной 2,0…2,5 мм и без планок длиной 1100, 1250 мм, шириной 160 мм, толщиной 1,6…2,2 мм.  ,
, 
Длина пилы:  , где
, где
 - диаметр, 30 – зазор,
- диаметр, 30 – зазор,  - высота пропила.
- высота пропила.
Шаг зуба: 
Высота зуба: 
Радиус впадин: 
Легкая сталь: 9ХФ, 9ХФМ
Твердость полотен: HRC 42…46
Более пластичные и износостойкие: 7ХН2МФ
С напайкой стеллитом: В3К, В3КR
Усилие натяжения:  , где
, где  - усилие предварительного напряжения (80…120 МПа)
- усилие предварительного напряжения (80…120 МПа)
5. Ленточные пилы для распиловки древесины. Выбор параметров. Профили зубьев.
Длина шкива:

Ширина шкива:

 l – расстояние м/у центрами шкивов
l – расстояние м/у центрами шкивов
Толщина лент. пилы:

1 – узкие (столярные),
2 и 3 - широкие (делительные),
4 – для распиловки бревен и брусьев.

 ,
, 
Профиль 1: 
Профиль 2: 
Профиль 3: 
Профиль 4: 
Материал пил – сталь легированная инструментальная марки 9ХФ. Узкие пилы 1 м.б. изготолены из инструментальной углеродистой стали марки У10А. Твердость пил 1,2 и 3 HRCэ = 40…44, пил 4 HRCэ = 42…46.
6. Круглые стальные плоские пилы для поперечной и продольной распиловки. Параметры. Профили зубьев.
Пилы для распиловки древесины изготавливают 2-х типов: для продольной (число зубьев 24-72) и поперечной (число зубьев 60-120) распиловки. Диаметр пил колеблется в пределах 125-1600 мм, толщина диска 1,0 – 5,5 мм.
Пилы для прод. Распиловки выпускаются в двух исполнениях: 1 – с ломанолинейной задней пов-тью зубьев (для тв. пород,  ), 2 – с прямолинейной задней пов-тью зубьев (для мяг. пород,
), 2 – с прямолинейной задней пов-тью зубьев (для мяг. пород,  ). Для попер.: 3 – с передним углом равным нулю (
). Для попер.: 3 – с передним углом равным нулю (  ), 4 – с отриц. перед. углом (
), 4 – с отриц. перед. углом (  ). Материал: 9ХФ, 9ХФМ и др.
). Материал: 9ХФ, 9ХФМ и др.
Для распиловки древ. мат-ов и цельной древесины исп-ют плоские пилы с пластинками из ТВ. сплава.
1.Для попер. распиловки  отриц. или равен 0.
отриц. или равен 0.
2. Для прод. распиловки

Материал: ВК6, Корпус: 9ХФ, 5Н1А
На пилах делается косая заточка.
7. Плоские тонкие ножи для фрезерования древесины. Выбор параметров. Материал для изготовления.
Плоские ножи для фрезерования изготавливают 2 типов: 1 – ножи без прорези: длина 30…1610 мм, ширина 25…45 мм, толщина 3 мм; 2 – ножи с прорезью: длина 40…310 мм, ширина 100, 110 и 125 мм, толщина 10 мм.
Материал ножей типа 1 и реж. Части ножей типа 2 – сталь 8ХНФТ или Х6ВФ, HRCэ = 57…61. Мат-л корпуса ножей типа 2 – сталь 10.
Расчет ширины ножа: В = 0,3Д – z при z = 2…4, В = 0,2Д – z при z = 6.
Параметры ножа выбираются в зав-ти от длины.
 Ножи для фрезерования служат смен. реж. инструментами нож. головок и валов. Крепление тонких ножей центробежно-клиновое. Операции по подготовке: заточка + доводка, уравновешивание + балансировка, установка + крепление болтами + выверка.
Ножи для фрезерования служат смен. реж. инструментами нож. головок и валов. Крепление тонких ножей центробежно-клиновое. Операции по подготовке: заточка + доводка, уравновешивание + балансировка, установка + крепление болтами + выверка.
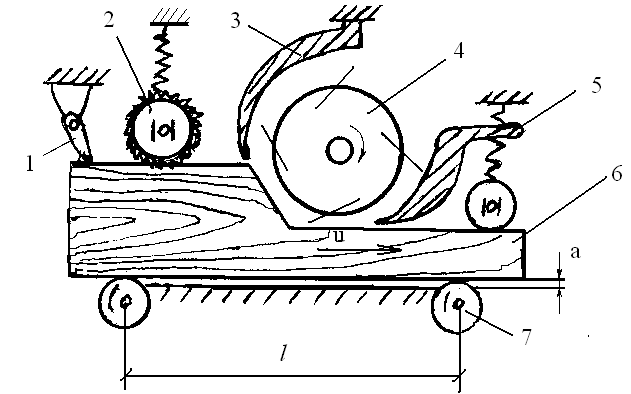
8. Лесопильные вертикальные рамы. Пример функциональной схемы. Режим работы. Производительность.
Лесопильные рамы предназначены для многопильного продольного распила бревен или брусьев длиной 3,5 – 7 м и диаметром 14 – 60 см. Другие размеры пилят на специальных лесопильных рамах.
Принципиальная схема.

Пильная рамка
 Производительность:
Производительность:  м3/см, где
м3/см, где  - посылка, Т – время.
- посылка, Т – время.
 , где Н – ход пильной рамки
, где Н – ход пильной рамки
Сила резания: 
Мощность механизма резания, кВт:

9. Ленточнопильные станки. Назначение. Классификация. Функциональная схема столярного станка.
 В ленточнопильных станках в кач-ве режущего инструмента исп-ся бесконечная пильная лента. Они предназначены для распиливания бревен на п/м, толстых п/м на более тонкие, а также для криволинейного и прямолинейного продольного и поперечного распиливания мелких сортиментов. Эти станки имеют малый отход в опилках. В зав-ти от распиливаемого мат-ла делятся на бревнопильные, делительные и столярные. По конструкции: верти-
В ленточнопильных станках в кач-ве режущего инструмента исп-ся бесконечная пильная лента. Они предназначены для распиливания бревен на п/м, толстых п/м на более тонкие, а также для криволинейного и прямолинейного продольного и поперечного распиливания мелких сортиментов. Эти станки имеют малый отход в опилках. В зав-ти от распиливаемого мат-ла делятся на бревнопильные, делительные и столярные. По конструкции: верти-  кальные (ЛД-150) и горизонтальные (ЛГ-190)
кальные (ЛД-150) и горизонтальные (ЛГ-190)
В столярных станках подача ручная(ЛС-40).
Производительность:  , м3/см, где а, с – параметры выпиливаемой доски
, м3/см, где а, с – параметры выпиливаемой доски
 , где l – расстояние м/у центрами шкивов
, где l – расстояние м/у центрами шкивов


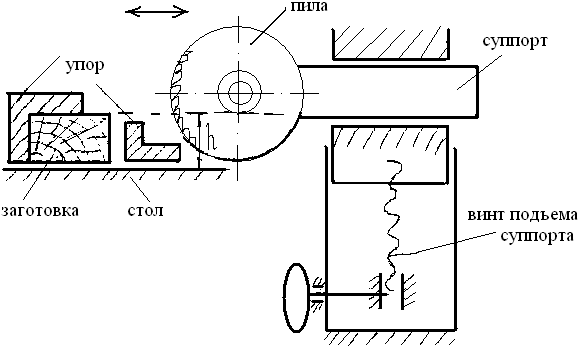
 10. Круглопильные станки для поперечного раскроя. Назначение. Классификация. Пример функциональной схемы.
10. Круглопильные станки для поперечного раскроя. Назначение. Классификация. Пример функциональной схемы.
Разделение древесины осуществляется как торцовое резание, для чего пилы имеют косую заточку и отрицательный передний контурный угол.  ,
,
Черновой раскрой и точная настройка.
По подаче: 1 пилой - • по дуге (маятниковые), • по прямой (ЦПА-4О); 2древесиной- кареткой, конвейером.
 Циркульной, прямолинейной подачей, автоматизированный. Max диаметр пилы 400мм.
Циркульной, прямолинейной подачей, автоматизированный. Max диаметр пилы 400мм.
h- величина распила заготовки, определяется наружним диаметром пилы.
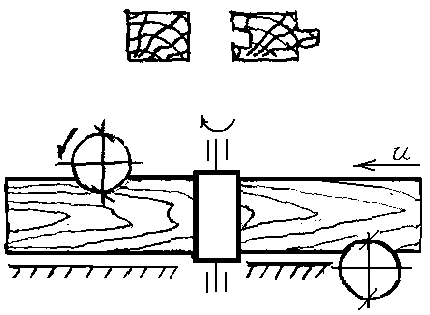
11. Круглопильные станки для продольного раскроя. Назначение. Пример функциональной схемы станка с вальцоводисковой и гусеничной подачей.
Механизированные прирезные станки предназначены для раскроя досок и их обрезков на брусковые заготовки, опиливание обзольных кромок необрезныых досок, распила горбылей и толстых досок на тонкие , распил брусьев и бревен.
•Гусеничный механизм
Конструкция обуславливает правильную форму заготовок, или 2х параллельных граней заготовки (широких), обозначающих технологические базы. Бывают с верхним и нижним расположением вала, одно и многопильные, прирезные.
ЦДК4-3
1 – прижимные вальцы (неприводные)
2 – расклинивающий нож
3 – когтевая завеса (противовыбрасыватель)
4 – туера привода конвейера.
В гусеничной цепи для полного пропила имеется паз, куда входит диск пилы на глубину 2-3мм.
• С вальцовой подачей
ЦА-2А- двухпильный – имеет нижнее расположение пилы . У простейших станков нижние вальцы не приводные. l=Dпилы+dвальца+50мм,
l-минимальная длина распиливаемой заготовки (мин раст м/д вальцами)
Вальцевая подача имеет одноу преимущество перед гусеничной: дешевая и простая, имеет большие скорости подачи. Недостаток: хуже точность и качество распила.

1-H -направляющий нож или диск за пилой
2 – дополнительный прижим в зоне резания
 3 – заготовка
3 – заготовка
4 – подающий валец
5 – стол
6 – пила
12. Фуговальные станки. Назначение. Классификация. Пример функциональной схемы.
Предназначены для создания базовых поверхностей на покоробленных заготовках;
Одно- и двухсторонние.
С2Ф4 –двухсторонний, СФА-4 – односторонний.
Стол шириной: • до 400мм (легкие), • до 700мм (средние), • до 900мм (тяжелые)
Бывают: • с подвижным базированием по столу станка.
 1 – задний стол
1 – задний стол
2 – ножевой вал
 3 – передний стол
3 – передний стол
Привод ножевого вала через ЭД и клиноременную передачу. Задний
стол устанавливают для начальной обработки ниже касательной ножа к валу на глубину волны.
 , где l-длина волны, r- радиус ножа вала.
, где l-длина волны, r- радиус ножа вала.
• с неподвижным базированием с подачей конвеером или вальцами (типа С2Ф4)

Двусторонний фуговальный станок С2Ф4
Скорость подачи


где z – число ножей.
 = Rmax-Rmin >= y = l2/8R
= Rmax-Rmin >= y = l2/8R
13. Рейсмусовые станки. Назначение. Классификация. Пример функциональной схемы.
Предназначены для обработки брусковых и щитовых деталей на заданную толщину. Подразделяются по ширине обработки: •узкие до 350мм, •средние (универсальные) 400-700мм, •широкие 1200мм, •специальные до 2000мм, одно двухсторонние. Бывают: •одно- и •двухсторонние
Схема одностороннего станка СР-6-9
1 – завеса (щитовыбрасыватель)
2 – передний секционный валец
3 – передний прижим, его ф-ции-подбор волокон,прижим детали, отжим экрана, ограждение ножевого вала.
4 – ножевой вал, 5 – задний прижим
6 – заготовка
7 – вальцы
Базирование заготовки осуществляется по столу, выступ подающих роликов а=0,1-0,2мм
14. Четырехсторонние продольно-фрезерные станки. Назначение. Классификация. Пример функциональной схемы.
Они служат для четырехсторонней обработки пиломатериалов, брусковых (плоских и профильных) и щитовых деталей. Имеют 4 основных фрезерных вала с парными блоками вертикальных и горизонтальных фрезерных шпинделей, расположенных по схемам •фуговально-рейсмусовой и •двухрейсмусовой.
Бывают: •Легкие, •средние (С-16) и •тяжелые (С-26)
 Базирование:
Базирование:
1) по ленточкам
2) по кромке
3) по пазу
Схема подачи сосредоточенная (заготовки толкают друг друга) и распределенная по длине станка.
15. Фрезерные станки. Назначение универсальных станков. Функциональные схемы настройки.
Фрез-я обработка криволинейных профильных пов-тей. Уневерс. Станки позволяют проводить прод и попереч фрез заготовок.
Одношпиндельный вертикальный фрезерный станок с ручной подачей нижним расположением шпинделя (уневерсал)
1 – фреза
2 – опорное кольцо
3 – заготовка
4 – шаблон
5 – стол
6 – прижим (эксцентр, винт, пневмат)
Бывают также станки фрезерные душпиндельные, и горизонтальные, с верхним располож шпинделя и мех подачей, а также одношпиндельные
16. Лущильные станки. Назначение. Пример функциональной схемы.
 Они служат для получения тонкой поперечной стружки – шпона кряжей древесины.
Они служат для получения тонкой поперечной стружки – шпона кряжей древесины.

Толщина шпона
 Степень обжима
Степень обжима
Расстояние между центрами
Чурак зажатый двумя центрами между бабками шпинделя вращается от отдельного ЭД. Ножевой суппорт с ножом и обжимной линейкой надвигается на чурак по средством ходовых винтов Х. Основные параметры: РМЦ и высота центров над станиной ВЦ.
(РМЦ) L чурака 500-5000мм,
(ВЦ) Д чурака 400-2000мм
S=0,1-10мм, v=1-6м/c
• схема процесса лущения шпона с обжимом. Кинематич параметры.
 1 – чурак
1 – чурак
2 – обжимная линейка
3 – нож лущильный
Степень обжима 

Толщина шпона


 Где а - радиальное основание круга спирали Архимеда
Где а - радиальное основание круга спирали Архимеда
, φ- текущий угол, радиус –вектор.
Задний угол


|
из
5.00
|
Обсуждение в статье: Конструкция рамной пилы для вертикальных лесопильных рам с непрерывной подачей. Профиль зуба |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы