 |
Главная |


Поток создания ценности
|
из
5.00
|
Данная глава написана на основе учебной ситуации, подготовленной Ником Риxем из Центра по изучению системы бережливого производства Карлиффской школы. Авторы благодарят Ника за помощь. — Прим. авт.
Что можно увидеть на полках супермаркета
Лучшее место для наблюдения за потоком создания ценности - это полки в супермаркете, ибо именно на них тысячи потоков товаров сливаются в руках потребителя. Здесь, на полках с товарами, достигают своей критической точки не только физические потоки продуктов, «вытягиваемые» посетителями магазина, но также и процессы разработки новых товаров. Устройство супермаркета настолько восхитило Таити Оно, что в 1950 году подтолкнуло его к изобретению потокового менеджмента, известного нам как система «точно вовремя» (Just-in-Time, JIT)1.
За прошедшие два года мы не раз гуляли по магазинам в поисках муда. Нашему исследованию очень помогли сеть британских продовольственных магазинов Теsсо, а также несколько ее поставщиков. Мы решили, что для некоторых продуктов целесообразно описать каждый шаг процесса физического производства и обработки заказа. Позже мы начали думать и об описании процесса разработки продукции.
Наш метод был основан на одном допущении. Так же, как невозможно управлять тем, что нельзя измерить, невозможно изменить и довести до совершенства действия, требуемые для создания продукта, которые невозможно четко описать и проанализировать. Как правило, менеджеры большую часть своего внимания уделяли управлению системами: процессами, подразделениями, целыми фирмами, включавшими сразу множество продуктов. На самом же деле требуется управлять всеми потоками создания ценности для каждого продукта или услуги. При описании (составлении карты) потока создания ценности, включающего все этапы проектирования и изготовления определенного продукта, все действия делятся на три категории:
1) действия, которые создают ценность для потребителя;
2) действия, которые не создают ценности, но которые нельзя удалить из процессов разработки, оформления заказа и изготовления товара (муда первого рода);
3) действия, которые, с точки зрения потребителя, не создают ценности и поэтому могут быть немедленно исключены из потока (муда второго рода). После того, как третья категория действий ликвидирована, можно приступать к работе над оставшимися действиями, не создающими ценности. Для этого применяются методы создания потока, «вытягивания» и совершенствования, описанные в следующих главах.
Поток создания ценности упаковки3 колы
Метод создания потока лучше всего показать на примере. Речь пойдет о состоящей из восьми ячеек упаковке колы, которая была случайно выбрана из сотен товаров, стоящих на полках магазина Теsсо. С самого начала мы бы хотели предупредить читателя, что наш рассказ может вызвать некоторый шок, так как на протяжении всех трехсот дней, которые длился описываемый процесс, большинство его шагов хоть и потребляло ресурсы, но не создавало никакой ценности (что, по сути, есть муда). Похожую судьбу разделяют все из почти тридцати тысяч продуктов, представленных в магазине Тезсо. Поэтому Пример с колой типичен.
Не стоит также забывать, что все фирмы, участвующие в потоке Создания ценности колы, работают по технологии массового производства. Проблема не в компетенции менеджеров. Они мыслят совершенно логично. Проблема в самой логике мышления.
Производство колы
Даже самая полноводная река начинается с маленьких ручейков. Для колы одним из них служит реальная вода, которая в Великобритании поставляется местной станцией водозабора. Другие компоненты включают в себя: небольшие дозы экстракта (обеспечивающего «тот самый вкус» и поставляемые в виде концентрата материнской компанией5, свеклу для изготовления сахара, кукурузу для производства жженого сахара (создающего характерный цвет напитка и дополнительный вкусовой оттенок), еловую древесину, идущую на изготовление картонных упаковок, бокситы или металлолом, из которых делается алюминий для производства банок6.
Поскольку самый сложный компонент упаковки колы7 — это сама алюминиевая банка (изготовить ее сложнее, чем сделать напиток), имеющая к тому же самый длительный производственный цикл, мы рассмотрим поток движения алюминия, из которого делаются банки. Изготовление обычного и жженого сахара, экстракта и картонной упаковки мы будем рассматривать в качестве «притоков» нашего главного потока.
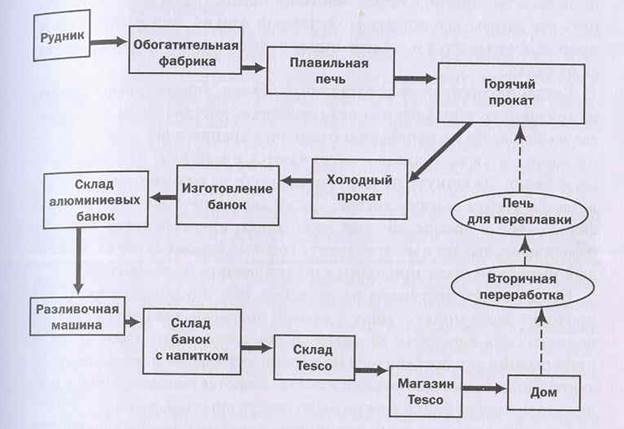
Первый шаг, как показано на карте потока создания ценности (рис. 2-1), — добыча бокситов в Австралии. В принципе, бокситы можно добывать небольшими объемами и в течение нескольких минут после получения заказа посылать их на следующую стадию обработки. Однако горное производство устроено так, что вначале надо накопить несколько миллионов тонн руды, чтобы потом, в соответствии с долгосрочным прогнозом производства, передать ее на следующую стадию обработки. Огромными самосвалами горы бокситов перевозятся на обогатительную фабрику, где они превращаются в порошкообразную окись алюминия.
Чтобы из четырех тонн бокситов получить одну тонну окиси алюминия, требуется около тридцати минут. Когда же набирается достаточно окиси, чтобы наполнить ею огромный рудовоз (500 тыс. тонн окиси, из которых можно сделать 10 млн. банок, накапливается около двух недель), она перевозится морем (за четыре недели) в Норвегию или Швецию, в страны с низкой стоимостью электроэнергии, необходимой для выплавки.
Еще после двух месяцев ожидания огромное количество энергии (в двадцать раз большее, чем для переработки металлолома) тратится на то, чтобы за два часа из двух тонн окиси выплавить тонну алюминия. Принципы массового производства требуют, чтобы каждая партия была достаточно большой. Расплавленный алюминий формируется в десятки слитков сечением метр на метр и длиной десять метров. Дальнейшее охлаждение и хранение занимают еще две недели, после чего слитки при помощи грузовиков, кораблей и опять грузовиков отправляются для прохождения стадии горячей прокатки в Германию или Швецию.
Рисунок 2-1. Поток создания ценности банок колы.
 Перед горячей прокаткой слитки хранятся около двух недель. Чтобы уменьшить их толщину с одного метра до трех миллиметров, их нагревают до 500°С и три раза пропускают через прокатный стан, Сам процесс прокатки занимает около минуты. Но поскольку применяемое оборудование настолько сложно, что его трудно перестроить с производства одного типа проката на другой, менеджеры завода не нашли ничего лучшего, чем ждать, пока наберется достаточное количество заказов на определенный тип проката (сортамент), а затем выполнять все эти заказы в один присест. После того, как в конце концов сделан тот тип проката, который нам нужен, листы алюминия сматываются в десятитонные рулоны и отправляются на склад, где лежат еще примерно четыре недели.
Перед горячей прокаткой слитки хранятся около двух недель. Чтобы уменьшить их толщину с одного метра до трех миллиметров, их нагревают до 500°С и три раза пропускают через прокатный стан, Сам процесс прокатки занимает около минуты. Но поскольку применяемое оборудование настолько сложно, что его трудно перестроить с производства одного типа проката на другой, менеджеры завода не нашли ничего лучшего, чем ждать, пока наберется достаточное количество заказов на определенный тип проката (сортамент), а затем выполнять все эти заказы в один присест. После того, как в конце концов сделан тот тип проката, который нам нужен, листы алюминия сматываются в десятитонные рулоны и отправляются на склад, где лежат еще примерно четыре недели.
Далее рулоны на грузовиках перевозятся на завод холодной прокатки в той же Германии или Швеции. Перед прокаткой они хранятся еще примерно две недели. После холодной прокатки (скорость — 2100 футов алюминиевого листа в минуту, или около 25 миль в час) толщина листов уменьшается с трех миллиметров до 0,3 миллиметра, что требуется для изготовления банок. Поскольку станы для холодной прокатки также очень дорогие и не могут быстро перестроиться на выпуск другого продукта, менеджеры заводов холодной прокатки рассчитали, что наиболее экономичным будет накапливать заказы на производство листов с определенными параметрами и затем выполнить эти заказы за один раз. Получаемый тонкий лист разрезается на полосы, сматывается в десятитонные рулоны и на месяц отправляется на склад.
Когда приходит пора изготавливать банки, алюминиевые рулоны на грузовиках, кораблях и снова грузовиках доставляются в Англию, где на заводе по изготовлению банок они хранятся две недели. Рулоны забираются из складов и загружаются в машину, изготавливающую банки. За минуту на вырубном прессе из алюминиевых листов делается четыре тысячи дисков. Диски автоматически поступают на формовочные прессы, каждый из которых, проштамповав диск три раза подряд, выдает в минуту триста готовых банок без верха. На каждый вырубной пресс приходится по тринадцать формовочных.
Потом банки поступают на конвейер, при помощи которого они проходят через мойку, сушку и камеру покраски, где поверх грунтовочного слоя наносятся характерная цветовая гамма колы, а также информация для потребителя на нескольких языках и рекламные лозунги. Затем банки лакируются и обхватываются кольцом. Чтобы после заполнения на банки можно было надеть крышки, их борта загибают, прикрепляют дно и наносят внутрь покрытие, предотвращающее обесцвечивание напитка и приобретение им алюминиевого привкуса. Потом банки поступают на окончательную инспекцию.
Описанные машины для производства банок (на самом деле это одна большая машина) представляют собой настоящее чудо техники, способное менее чем за десять секунд без единого вмешательства человека изготовить из листов алюминия готовую окрашенную банку. Однако и это чудо техники не может быстро перестроиться на выпуск другого типа банок с другой схемой раскраски. Поэтому менеджеры стараются производить большое количество банок каждого типа. С точки зрения изготовителя банок, данный подход - самый экономичный. Он полностью согласуется с подходами плавильного завода, заводов горячей и холодной прокатки, где алюминий также обрабатывается большими партиями.
После инспекции пустые банки автоматически укладываются на поддоны (по восемь тысяч банок на каждый поддон) и отправляются в огромное хранилище, где ждут своего часа примерно четыре недели. Так как фирма, разливающая напиток, нуждается в банках с разными рисунками и надписями (кроме обычной колы она производит и другие ее виды, например диетическую, не содержащую кофеина, и со вкусом вишни), поддоны в хранилище группируются по типам банок. Даже для обычной колы требуются разные конфигурации упаковки, а также различные надписи на каждой банке, что обусловлено требованиями рекламы.
С завода банки на грузовиках направляются на разливку, где они опять хранятся, но уже около четырех дней. Банки снимают с поддонов и загружают в огромную разливочную машину, где их моют и наполняют. Именно здесь, в огромном баке, примыкающем к разливочной машине, сливается большинство притоков, формирующих поток создания ценности колы (это слияние показано на рис. 2-2).
Вода, экстракт, обычный и жженый сахар тщательно перемешиваются и газируются шипучим углекислым газом (диоксидом углерода). Хотя потоки создания ценности всех этих компонентов также надо проанализировать, мы рассмотрим только самый длинный из них.
После того как банки наполнены колой (со скоростью полторы тысячи банок в минуту), на них надевается крышка с колечком для открывания, которая также производится по аналогичной технологии. На банках проставляется дата, и они укладываются в упаковки различной вместимости. В нашем случае это восемь штук. На каждую упаковку наносится свой цветовой рисунок и своя рекламная информация.
Процесс перемешивания напитка и наполнения банок, в котором встречаются все притоки нашего большого потока, длится всего одну минуту (от промывки до упаковки), но быстро переналадить его очень дорого и сложно. Чтобы после колы изготавливать содовую воду, требуется прочистить всю систему. Поэтому разливочный завод использует самый экономичный способ, разливая разные напитки большими партиями9.
Упаковки устанавливаются на поддоны, обвязываются при помощи оборудования, о котором будет немного рассказано в главе 6, и направляются на центральный склад, обслуживающий все магазины Великобритании. Среднее время хранения поддонов с колой составляет пять недель.
На складах поддоны размещаются и хранятся соответственно своему типу (это называется «поддержание запасов», stocking). Когда требуется, поддоны загружаются в грузовики и доставляются на один из складов местного хранения, принадлежащих фирме Теsсо.
Попав на склад Теsсо, все движется уже намного быстрее. Проходит всего около трех дней, как поддоны разбираются па упаковки, укладываются в решетчатые колесные тележки, в которых по ночам отправляются в магазины. Попав в розничный магазин, банки с колой или перевозятся в небольшое подсобное помещение, или же сразу раскладываются на полках, где примерно за два дня раскупаются.
У потребителя кола обычно опять хранится несколько дней. Если была распродажа, потребители могли закупить сразу несколько упаковок и сложить их у себя в подвале. Перед употреблением кола охлаждается. После почти года движения по потоку требуется всего пять минут, чтобы опустошить банку.
Рисунок 2-2. Слияние потоков создания ценности банки колы

Заключительный шаг, показанный на рис. 2-1, — это переработка банки на заводе вторсырья, чтобы алюминий можно было использовать снова. На настоящий момент в Великобритании перерабатывается только 16% всех алюминиевых банок (которые затем отправляются обратно в Норвегию), однако этот процент растет. Котда будет перерабатываться около 100% всех банок, для всего потока откроются новые интересные возможности. Мини-плавильные заводы, объединенные с мини-прокатными станами, смогут появиться прямо рядом с производителями банок, моментально ликвидировав потери времени на хранение и перевозку на большие расстояния. Это позволит преобразовать действия, которые, по нашей классификации, относятся ко второму роду (неизбежная муда), в действия третьего рода (муда, которую можно ликвидировать мгновенно). Скорее всего, именно неспособность правильно подсчитать все затраты тормозит развитие такого способа переработки.
Когда все действия рассматриваются по отдельности, подобно тому, как описано выше, возникает множество мыслей.
Во-первых: время, в течение которого создается реальная ценность (в соответствии с данными табл. 2-1, это три часа), ничтожно мало по сравнению со всем потраченным временем (319 дней). Более 99 % всего времени поток создания ценности стоит на месте. Это муда ожидания.
Во-вторых, алюминий и банки, участвующие в процессе, берут и снова кладут на место по тридцать раз. С точки зрения потребителя, ни одна из таких операций не имеет для него никакой ценности. Это муда транспортировки. Похожим образом алюминий и банки по четырнадцать раз проходят через различные склады и хранилища, в большинстве случаев совершенно зря. Четыре раза банки укладываются на поддоны и снимаются с них. Это муда запасов и лишней обработки. В довершение всего 24% крайне дорогого алюминия вообще не достигает потребителя. Это муда дефектов (отходов).
Таблица 2-1. Поток создания ценности для упаковки колы

* Включая время транспортировки с предыдущего шага.
**Накопленные отходы — это процент от исходного количества алюминия, идущий в отходы. Отходы резко возрастают на шаге изготовления банок, что обусловливается потерями 14% материала при вырубке дисков. Отходы на стадии разливки возникают в основном из-за выбраковки банок, поврежденных при загрузке в машину. Поскольку банки хранятся пустыми к в них отсутствует давление, нх легко помять. Скачок уровня отходов дома у потребителя, который показан в скобках, объясняется тем, что перерабатывается только 16 из 76% алюминия, дошедшего до потребителя.
Глубинные причины образования муда
Если резюмировать описанную выше картину, получается, что малюсенькая банка колы, покупаемая в небольших количествах индивидуальным потребителем, производится и доставляется ему с помощью огромного, тяжело переналаживаемого оборудования, работающего эффективно только на больших скоростях. При производстве колы технологи стремились, во что бы то ни стало добиться экономии на масштабах производства. Поэтому все используемые для этого корабли, склады и оборудование имеют действительно гигантские размеры. Высокоскоростные станки, работающее без непосредственного участия человека, — это классический случай воплощения идей массового производства10.
Однако, будучи эффективными для отдельных компаний в потоке (покупка одной из самых высокоскоростных машин по изготовлению банок, производящей полторы тысячи банок в минуту, позволяет добиться самой низкой стоимости наполнения одной банки), такие машины могут стать крайне неэкономичными, если учитывать косвенные затраты труда (например, на техническую поддержку), уровень запасов на всем потоке, а также затраты на обработку и хранение. Если подсчитать, то получится, что большая машина может оказаться гораздо дороже маленькой, простой и менее скоростной. Последняя будет способна немедленно, по факту получения заказа, изготовить именно то, что требуется фирме, расположенной ниже по потоку создания ценности (в нашем случае это Теsсо), а не выдавать заказы из огромных запасов.
Давайте на секунду сместим акценты и вместо того, чтобы рассматривать агрегированные процессы и каждую машину в отдельности (плавильную печь, прокатный стан, склад, разливочную машину), исследуем все действия, нужные для производства продукта целиком. Мы посмотрим, как эти действия пересекаются между собой, и проверим каждое из них на предмет добавления ценности для потребителя. А потом можно будет заняться оптимизацией.
Как заказать колу
Поскольку на прохождение банкой колы всего пути от рудника до магазина Теsсо требуется 319 дней (примерно столько же нужно и другим товарам с полок Теsсо), заказывать такой товар непросто. Илизаказы должны быть совершенно одинаковыми по времени (с тем, чтобы все фирмы в потоке могли поддерживать стабильный график работы с минимальным объемом запасов), или производители, находящиеся выше по течению потока, вынуждены поддерживать большой объем запасов (чтобы компенсировать изменения в спросе), или потребителям магазинов Теsсо придется привыкнуть к дефицитуНи один из этих вариантов неприемлем, так как везде образуется муда.
Наше знакомство с фирмой Теsсо было обусловлено тем, что в последние годы, дабы не выбирать ни один из приведенных выше вариантов она совершила значительный прорыв в оптимизации своей системы заказов. Ей удалось существенно уменьшить число случаев отсутствия требуемого товара, одновременно более чем в два раза сократив объемы магазинных и складских запасов. Поскольку Теsсо еще до начала оптимизации была одной из самых эффективных сетей продовольственных магазинов в мире, получается, что текущий уровень запасов в них составляет примерно половину средней величины для Великобритании, четверть — для Европы и восьмую часть — для Северной Америки.
Чтобы еще больше снизить уровень запасов, число случаев отсутствия товара и затрат по всей системе (ведь более 85% всех затрат для товаров типа колы не контролируется Теsсо), важно улучшить оперативность и точность заказов на всем потоке создания ценности, который в нашем случае проходит через семь организаций11.
Чтобы понять, как Tesco пришла к такому выводу, давайте рассмотрим ее текущую систему приема заказов, которую вполне можно считать одной из самых эффективных в мире. В середине 80-х годов Теsсо установила на кассовых аппаратах во всех своих магазинах систему сканирования штрих-кода. Это позволило каждому магазину поддерживать «нескончаемые запасы», так как, имея точную информацию о количестве оставшегося товара, можно повысить точность заказов. Система регистрировала каждый случай, когда упаковка колы проходила через кассу. Учитывая скорость продаж в прошлом и число оставшихся упаковок, система могла автоматически генерировать заказы на пополнение запасов.
Несколько лет спустя Теsсо переместила центр принятия решений о том, что и когда закупать каждому магазину, с менеджера магазина, который напрямую заказывал товар у поставщиков, в централизованную систему, где скапливались заказы от всех магазинов и для всех поставщиков. Примерно тогда же в Англии была открыта дюжина региональных распределительных центров — РРЦ, в которые отгружали свою продукцию поставщики более чем 95% товаров (за исключением молока, сахара и хлеба). Теперь вместо того, чтобы гонять полупустой грузовик в каждый магазин, поставщик мог направлять большие фуры в один из таких центров. А уже оттуда при помощи других фур Теsсо ночами развозила товары по магазинам.
В 1989 году Теsсо пошла на беспрецедентный для продовольственных магазинов шаг, внедрив систему заказов на один день вперед (вместо недели или месяца) для всех скоропортящихся продуктов и продуктов с длительным сроком хранения. Сегодня ее магазины подсчитывают уровень запасов в конце каждого дня. Автоматическая система не только вычисляет объем заказа для пополнения запасов, но и учитывает все особенности спроса, который меняется в зависимости от дня недели, времени года, погодных условий или использования мероприятий по стимулированию сбыта. После того как менеджер магазина бегло просмотрит расчет запасов на предмет сбоев компьютера, информация пересылается на центральный компьютер, где собираются заказы от всех магазинов Теsсо, находящихся во всех регионах, и откуда заказы каждую ночь направляются поставщикам12. Чтобы каждый РРЦ получал точное количество товаров, время поставки устанавливается с точностью до 15 минут в каждый конкретный день13.
Товары, поступившие в РРЦ, раскладываются по участкам, каждый из которых соответствует определенному магазину. Чтобы груз был доставлен в магазины рано утром, отгрузка формируется по ночам. Таким образом, товары, заказанные в понедельник вечером, поступают в магазины уже в среду утром14. Срок пополнения запасов фактически составляет 24 часа (эта система показана на рис. 2-3).
Рисунок 2-3. Система пополнения запасов фирмы Теsсо

Вероятно, у авторов ошибка, и жирная стрелка слева должна быть направлена от РРЦ к магазинам, а не наоборот. — Прим, ред.
В результате внедрения системы ежедневного пополнения запасов улучшила качество обслуживания розничных магазинов (оно определяется как процент поставок, осуществленных полностью, вовремя и без повреждений) с 92 до 98,5%. Средний уровень запасов по всем товарам (во всех магазинах и РРЦ) упал с 21 до 12,8 дня, а для популярных товаров вроде колы, которые обеспечивают более половины всех продаж, он составил 3-5 дней.
В ходе внедрения этой системы Теsсо убедилась, что существует предел улучшений, доступных отдельной фирме. Такие поставщики первого уровня, как разливочные заводы, могли выполнять заказы Теsсо каждую ночь и «точно вовремя» только благодаря наличию огромных запасов. Применение высокопроизводительных машин с длительным временем переналадки, выпускающим большие партии товара, не давало им настоящего преимущества. Другие фирмы, расположенные в потоке создания ценности выше разливочного завода и эксплуатирующие гигантские машины с длительным временем переналадки, до сих пор не могут перейти на систему работы «точно вовремя». Поскольку разливочный завод в ответ на изменения в спросе не может быстро получить требуемый товар от своих поставщиков, расположенных выше по потоку, он продолжает размещать заказы с недельными, месячными или даже квартальными интервалами (в зависимости от сырья).
Чтобы Теsсо могла уменьшить затраты и повысить надежность всех 85% действий в потоке, находящихся вне ее контроля, надо, чтобы фирмы, находящиеся «выше по течению», коллективно переосмыслили свои методы работы. Именно такая потребность свела вместе фирму Теsсо и Центр по изучению системы бережливого производства. Хотя все только начинается, данный процесс совместного переосмысления должен постепенно изменить не только Теsсо, но и разливочный завод, производителя банок, заводы холодной и горячей прокатки, плавильное предприятие и рудник по добыче бокситов.
Вместо семи изолированных организаций они должны стать командами сотрудников, составляющих одно бережливое предприятие.
Как создать колу
Последнюю точку в истории с колой ставит поток создания ценности стадии разработки продукта. В сфере продовольственной торговли так сложилось, что поставщики первого уровня (например, разливочный завод или какой-нибудь известный брэнд) всегда сами внедряли большинство инноваций и изменений в продукте. Однако если перечислить хотя бы лишь некоторые шаги из этого потока создания ценности, который венчается выпуском нового продукта, возникает множество вопросов.
Основная цель выпуска новых товаров для организаций, подобных разливочным заводам, - это защита своей доли рынка, увеличение количества предлагаемого магазинам товара (чтобы потребовать себе больше места на полках), замена старых товаров вроде колы на новые и более прибыльные. Срок разработки нового товара в пищевой промышленности составляет около года. За это время товар проходит клинические испытания и получает разрешение на серийное производство.
Разработка продуктов питания — дело нехитрое, мало похожее на «настоящие» НИОКР. Если посмотреть на все это «с высоты птичьего полета», то обнаружится, что процесс разработки практически не двигается, так как большую часть времени компания либо ожидает результатов клинических испытаний (которые проводятся «скопом» для всех продуктов фирмы), либо стоит в очереди на осуществление пробных продаж. Когда же разрешение на производство получено, возникают другие задержки, связанные с тем, что новый продукт еще не вписался в систему, новые упаковочные материалы не разработаны, а маркетинговая кампания не спланирована.
Конечный результат процесса разработки - новый продукт (который является новым только по названию ингредиентов, как, например, кола, не содержащая кофеина, или со вкусом вишни). Однако в его выпуск на рынок требуется вложить еще примерно 15 млн. долларов (половину из них составляют расходы на рекламу), которые, как это ни печально, часто оказываются потраченными впустую16.
В результате полки Теsсо, а также полки конкурентов примерно в одно и то же время оказываются заваленными «новыми», но никому не нужными товарами. Вполне резонно спросить, каким образом, потратив целый год на разработку нового товара и 15 млн. долларов на его выпуск, можно в результате получить вовсе не новый товар, который никто не берет?
Стремиться уменьшить затраты и время крайне полезно, но недостаточно. Поэтому Теsсо начала с переосмысления процесса разработки в терминах ценности. Так же, как нельзя понять отдельные процессы без их связи с целым потоком, нельзя убедить покупателей приобретать товары, которые лишь частично удовлетворяют его потребности. Не будут ли потребители более счастливы, не возникнут ли между ними и Теsсо более прочные связи, если компания займется разработкой всех компонентов товара совместно с разливочным заводом? В данный момент Теsсо запустила программу стимулирования повторных покупок, которая должна дать ценную информацию о профиле постоянного покупателя, что позволит создать более согласованный поток на стадии разработки.
|
из
5.00
|
Обсуждение в статье: Поток создания ценности |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы