 |
Главная |


Обработка резьбовых поверхностей
|
из
5.00
|
Общие сведения о резьбах
Вершина резца при перемещении с постоянной подачей вдоль вращающейся заготовки при резании оставляет на ее поверхности винтовую линию. Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом m подъема винтовой линии. Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии. Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ (Рис. 51) можно определить tgm=P/pd, где d-диаметр заготовки с винтовой линией.
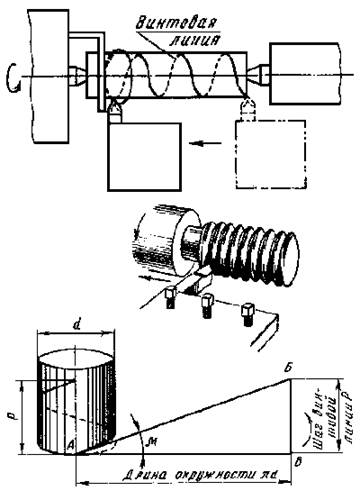
Рис. 51. Винтовая линия
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба - винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические (образованные на цилиндрических поверхностях) и конические (образованные на конических поверхностях). В зависимости от назначения резьбового соединения применяют резьбы различного профиля. Профилем резьбы называется контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Основные элементы резьбы:
угол a, профиля - угол между боковыми сторонами профиля, измеренный в осевом сечении;
вершина профиля - участок профиля, соединяющий боковые стороны выступа;
впадина профиля - участок профиля, соединяющий боковые стороны канавки;
шаг Р резьбы - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы;
наружный диаметр d резьбы - диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы;
внутренний диаметр d1 резьбы - диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы;
средний диаметр d2 резьбы - диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль, резьбы в точке, где ширина канавки равна половине шага резьбы;
угол m подъема резьбы - угол, образованный касательной к винтовой линии в точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Резьбы бывают левые и правые. Винт с правой резьбой завертывается при вращении по часовой стрелке (слева направо), а винт с левой резьбой - при вращении против часовой стрелки (справа налево). Различают резьбы однозаходные и многозаходные. Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная - несколькими нитками резьбы, эквидистантно расположенными на поверхности детали. Число ниток легко определить на торце детали, где начинается резьбовая поверхность. В многозаходной резьбе различают ход и шаг. Ходом многозаходной резьбы называют расстояние между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов.
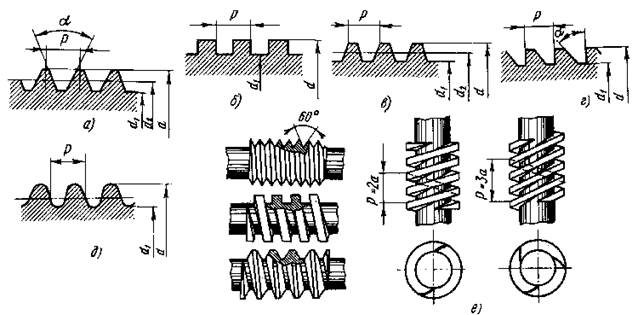
Рис. 52. Резьба различного профиля:
а - остроугольная, б - прямоугольная, в - трапецеидальная, г - упорная, д - круглая, е - двух и - трехзаходная.
По выполняемой работе резьбы делятся на передающие движение и крепежные. Первые предназначены для преобразования вращательного движения в поступательное, которое часто применяется в механизмах перемещения составных частей станка, в зажимных устройствах и т. д. и обычно имеют прямоугольный или трапецеидальный профиль. В тех случаях, когда направление действия осевого усилия не зависит от направления вращения гайки или винта, применяется резьба с упорным профилем. Резьбы треугольного профиля применяют для крепежных деталей. При этом перемещение под нагрузкой совершается лишь в пределах упругой деформации тела винта, его резьбы и скрепляемых деталей, т. е. на малую величину.
На рис. 53 рассмотрена упрощенная кинематическая схема нарезания резьбы на токарно-винторезном станке. Главное движение - вращение шпинделя с заготовкой 1 осуществляется от электродвигателя М, ременную передачу со шкивами d1 и d2, зубчатые колеса Z1 и Z2, сменные зубчатые колеса а' и b', зубчатые колеса Z3 и Z4. Продольное перемещение резца - движение подачи производится передачей вращения от шпинделя через зубчатые колеса Z5 и Z6, винтовые конические колеса Z7 и Z8, Z9 и Z10; сменные зубчатые колеса а и b, с и d к ходовому винту 3. Вращательное движение ходового винта преобразуется в поступательное перемещение суппорта 2 с резцом.
Рис. 53. Кинематическая схема нарезания резьбы на токарном станке
Нарезание резьбы резцами
На токарных станках наиболее широко применяется метод нарезания наружной и внутренней резьб резцами. Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов. Наружную резьбу нарезают прямыми или отогнутыми резцами, внутреннюю - изогнутым резцом (в отверстиях малого диаметра) и прямым резцом, установленным в оправку (в отверстиях большого диаметра). Расположение режущих кромок резца должно соответствовать профилю обрабатываемой резьбы. Резьбы треугольного профиля нарезают резцами с углом в плане при вершине e=60 градусов ±10' для метрической резьбы и e=55 градусов ±10' для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с e=59градусов30'. Вершина резца может быть скругленной или с фаской в соответствии с формой впадины нарезаемой резьбы. Боковые задние углы резца с правой и левой сторон обычно делают одинаковыми и равными 3-5 градусов (для нарезания резьбы с углом подъема до 4 градусов) или 6-8 градусов (при нарезании резьбы с углом подъема свыше 4 градусов). Величина боковых задних углов выбирается исходя из того, чтобы при нарезании резьбы исключить трение боковых поверхностей резца о винтовую поверхность резьбы. При нарезании метрической резьбы задний угол резца a=10-15 градусов при обработке незакаленных стальных деталей и a=6 градусов при обработке закаленных стальных деталей. При нарезании внутренних резьб треугольного профиля в отверстиях диаметром до 50 мм a увеличивают до 18 градусов. Передний угол резьбонарезных резцов g=0-25 градусов в зависимости от обрабатываемого материала. Для твердых и хрупких материалов выбирают меньшие значения g, для вязких и цветных - большие значения g. При нарезании резьбы на деталях из высоколегированных жаропрочных сталей g=5-10 градусов для черновых и чистовых резцов. При нарезании резьбы чистовыми резцами на деталях из конструкционных сталей принимают g=0. Правильность заточки резцов проверяют шаблоном.
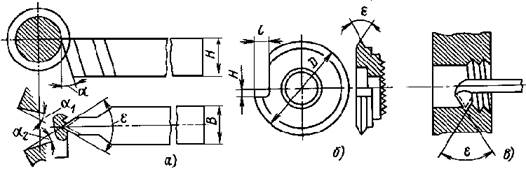
Рис. 54. Резьбонарезные резцы:
а - прямой, б - круглый, в - изогнутый
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. При обработке стальных деталей применяют резцы с пластинами из твердых сплавов марок Т15К6 и Т14К8 (на предварительных операциях), Т30К4 и Т15К6 (на окончательных операциях). При обработке чугунных деталей применяют резцы с пластинами из твердых сплавов марок ВК6М, ВКЗМ, В2К или ВК4.
Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы. Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14- 0,28 мм; диаметром до 48 мм - 0,17-0,34 мм; диаметром до 80 мм - 0,2-0,4 мм. Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется, и в результате этого наружный диаметр резьбы увеличивается.
Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований) или после его растачивания (для точных резьб). Диаметр отверстия под резьбу Doтв=d-Р, где Doтв - диаметр отверстия, d - наружный диаметр резьбы, Р - шаг резьбы (все размеры в мм). Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается. Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2-0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1-0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1-0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки b=2-ЗР. При нарезании болтов, шпилек и некоторых других деталей при отводе резца образуется, как правило, сбег резьбы. Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2-3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают. Точность резьбы во многом зависит от правильной установки резца. Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно оси обрабатываемой детали, используют шаблон, который устанавливают на обработанной поверхности детали вдоль линии центров станка. Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
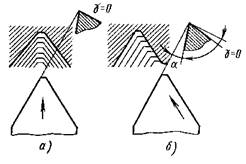
Рис. 55. Схема установки резцов
При нарезании резьбы резцами подача равна шагу нарезаемой резьбы. Скорость резания для резцов из быстрорежущих сталей при обработке стали средней твердости u=20-35 м/мин для черновых проходов и u=25-50 м/мин для чистовых проходов. При обработке деталей из чугуна средней твердости скорость резания уменьшают в два раза. Скорость резания для резцов с пластинами из твердого сплава Т15К6 при обработке сталей средней твердости u=100-150 м/мин. Большие значения скорости резания принимают при нарезании резьб с Р<2 мм, а меньшие - при нарезании резьб с Р<6 мм. На токарных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу винта поперечной подачи устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05-0,2 мм. Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1-0,15 мм поочередно вправо или влево, используя осевую подачу верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой. Число черновых проходов 3-6, а чистовых - 3. Схема установок резца при нарезании резьбы показана на рисунке 55.
Рис. 56. Нарезание резьбы с большим шагом
При нарезании резьбы с шагом более 2 мм на деталях из труднообрабатываемых сталей подачу резца можно осуществлять вдоль стороны профиля (рисунок 56); глубину резания в этом случае устанавливают перемещением верхних салазок суппорта, которые закрепляют под углом 30 градусов к оси профиля (для метрической резьбы) или под углом 27градусов30' (для дюймовой и трубной резьб). При этом резец работает только левой режущей кромкой. При последнем проходе глубину резания устанавливают винтом поперечной подачи, что позволяет исправить погрешности, образовавшиеся при предыдущих проходах. При нарезании резьб шагом 2-6 мм число черновых проходов 6-9, а чистовых 3-4 (меньшее число проходов относится к резьбе с меньшим шагом, а большее - к резьбе с большим шагом). При нарезании резьбы рекомендуется делать 4-6 проходов для резьбы с шагом 0,5-1 мм; 6-8 проходов для резьбы с шагом 1,25-1,5 мм; 8-10 проходов для резьбы с шагом 1,75-2 мм; 12-15 проходов для резьбы с шагом 2,5-3 мм. При нарезании резьб на деталях из труднообрабатываемых сталей (нержавеющих, кислотоупорных и т. д.) число проходов следует увеличить на 25%.
При нарезании резьбы небольшой длины резец может быть возвращен в исходное положение перемещением суппорта при обратном ходе станка, без выключения разъемной гайки. При нарезании длинного винта суппорт перемещают в исходное положение вручную, выключив разъемную гайку. Для выполнения следующего прохода необходимо попасть в винтовую канавку нарезаемой резьбы. Если нарезается резьба, шаг которой делится без остатка на шаг резьбы ходового винта (или шаг резьбы ходового винта делится без остатка на шаг нарезаемой резьбы), то разъемную гайку можно включать в любой момент и резец при этом всегда точно попадет в ранее нарезанную винтовую канавку. При нарезании резьбы, шаг которой делится с остатком на шаг резьбы ходового винта, разъемную гайку можно включать только при определенном положении ходового винта, когда деталь, ходовой винт и суппорт займут такое же положение, как и в начале нарезания резьбы. Только в этом случае резец попадет в винтовую канавку. В процессе нарезания резьбы возникает необходимость сменить изношенный резец или заменить черновой резец чистовым. Для того чтобы устанавливаемый резец попал в уже прорезанную винтовую канавку, его перемещают с помощью верхних салазок суппорта или (установив трензель в среднее положение) разъединяют ходовой винт и шпиндель и затем поворачивают деталь до такого положения, при котором резец будет находиться против винтовой канавки.
Рис. 57. Нарезание резьбы блоком из двух резцов
Для повышения производительности обработки вместо одного резца применяют резьбовые гребенки или многорезцовые державки. На рисунке 57 показана схема нарезания резьбы блоком из двух резцов. Первый резец - а) затачивается под углом 90 градусов и снимает предварительный слой, оставляя для второго чистового резца - б) минимальный припуск. Угол заточки чистового резца - 60 градусов. Для повышения производительности нарезания резьбы и снижения утомляемости токаря применяют различные приспособления.
На рисунке 58 показано устройство для автоматического отвода резца после каждого прохода. В конце прохода неподвижный упор 1 останавливает движение упора 11 и валика 6 (с лыской), а корпус 4 продолжает движение. В конце нарезаемой резьбы под действием пружин 8 и 9 сухарь 5 вместе с пинолью 3 и закрепленным в ней резцом 2 попадает на лыску валика 6 и нарезание резьбы прекращается. После возврата суппорта в исходное положение при повороте рукоятки с эксцентриком 10 выдвигается пиноль с резцом 2. В это время под действием пружины 7 валик 6 перемещается влево и запирает пиноль 3 в переднем положении.
Рис. 58. Устройство для автоматического отвода резцов
Нарезание резьбы в упор снижает производительность, требует повышенного внимания рабочего для того, чтобы избежать поломок инструмента.
Рис. 59. Нарезание резьбы обратным ходом
Поэтому применяют нарезание резьбы обратным ходом (рисунок внизу): левый резец вводят в канавку для выхода резца, изменяют направление вращения шпинделя и перемещения суппорта и нарезают резьбу на выход по направлению к задней бабке.
Нарезание прямоугольной, трапецеидальной и многозаходной резьб
Нарезание резьбы прямоугольного и трапецеидального профиля имеет ряд особенностей в сравнении с нарезанием резьбы треугольного профиля. Прямоугольные и трапецеидальные резьбы часто бывают многозаходными (с числом заходов 2, 3 и более), поэтому угол подъема винтовой линии этих резьб может значительно превышать угол подъема винтовой линии треугольной резьбы и достигает m>40 градусов. Резьбы прямоугольного и трапецеидального профиля нарезают стержневыми резцами, профиль которых должен соответствовать профилю, образующемуся при пересечении винтовой поверхности резьбы с передней поверхностью резца. Главную режущую кромку выполняют параллельно оси нарезаемой резьбы, передний угол резца g=0, а задний a=6-8 градусов. Для обеспечения нормальных условий резания необходимо, чтобы действительный задний угол был не менее 3 градусов. При нарезании правой резьбы задний угол у левой режущей кромки резца должен быть на 2 градуса больше угла подъема винтовой линии резьбы, а задний угол у правой режущей кромки - около 3 градусов; при нарезании левой резьбы значения этих углов изменяются на противоположные.
Рис. 60. Способы установки резца
Наибольшее распространение получили два способа установки резца при нарезании резьбы с углом подъема винтовой линии m>4 градусов (рисунок 60). При первом способе главную режущую кромку устанавливают параллельно оси детали (рисунок 60 а), что позволяет нарезать резьбу, профиль которой совпадает с профилем резца. Недостатком этого способа являются неодинаковые условия работы боковых режущих кромок резца. Угол резания у правой боковой кромки больше 90 градусов (-gn), что ухудшает условия резания этой кромкой. Для устранения этого недостатка на передней поверхности вдоль режущей кромки выполняют канавку (рисунок 60 б). Однако при этом ослабляется сечение режущей кромки и снижается ее стойкость. Кроме того, с увеличением угла подъема винтовой линии нагрузка на резец возрастает и он начинает отклоняться влево и вниз, что может привести к подрезанию профиля резьбы. При втором способе (рисунок 60 в) главную режущую кромку резца устанавливают перпендикулярно винтовой линии, т. е. боковым поверхностям резьбовой канавки. В этом случае обе боковые режущие кромки находятся в одинаковых и более благоприятных условиях работы. Недостатком этого способа является искажение профиля резьбы, которое тем больше, чем больше угол подъема винтовой линии. Учитывая достоинства и недостатки каждого способа, второй способ установки резца используют при черновых проходах для снятия больших припусков.
При нарезании резьб с шагом 3-4 мм, а также при выполнении чистовых проходов (снимаемый припуск 0,2-0,03 мм) применяют первый способ установки резца. Главную режущую кромку устанавливают точно на линии центров станка с помощью шаблона. Для точной установки головки резца применяют специальную державку (рисунок 61). Головка 3 резца может перемещаться Относительно корпуса 4. Фиксируют головку в нужном положении (по риске А относительно шкалы В) винтом 6, который навинчивают на стержень 5 головки по резьбе с крупным шагом и ввинчивают в корпус 4 по резьбе с мелким шагом. Такое устройство позволяет надежно закреплять головку 3 в нужном положении. Резец 1 крепят в головке винтом 2. Иногда головку резца выполняют с прорезью, которая позволяет резцу незначительно отжиматься, что повышает качество обработанной поверхности.
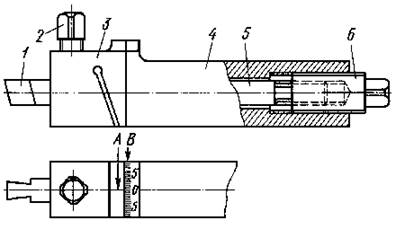
Рис. 61. Державка для установки резцов
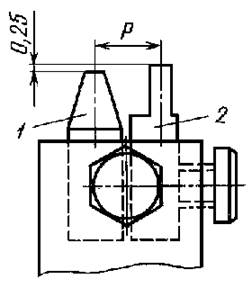
Рис. 62. Нарезание трапецеидальной резьбы
Трапецеидальные резьбы с шагом более 3-4 мм нарезают двумя способами. Первый способ: канавочным резцом, ширина которого на 0,1-0,2 мм меньше ширины профиля резьбы, прорезают винтовую канавку с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы; затем винтовой канавке придается форма трапеции (правым и левым резцом), ширина основания которой по наружному диаметру резьбы на 0,3-0,4 мм меньше требуемой; окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем. Второй способ: трапецеидальным резцом прорезают профильную канавку, ширина которой по среднему диаметру резьбы на 0,3-0,4 мм меньше требуемой; затем эту канавку прорезают резцом на глубину до воображаемой поверхности внутреннего диаметра резьбы; окончательную обработку боковых поверхностей резьбы производят резцом с полным профилем (рисунок 62).
Винтовые канавки многозаходных резьб обрабатывают способами, применяемыми при нарезании однозаходных резьб соответствующего профиля. Точность деления винтовых канавок в соответствии с числом заходов при нарезании многозаходных резьб обеспечивается различными методами.
Рис. 63. Нарезание резьбы в центрах
При нарезании резьбы на валиках, устанавливаемых в центрах, применяют поводковый патрон с вырезами для нарезания двух-, трех- и четырехзаходной резьб (рисунок 63 а) или градуированный патрон (рисунок 63 б), на поводковой части 1 которого нанесены деления. Поводковая часть поворачивается относительно корпуса 2 на 180 градусов при двухзаходной, на 120 при трехзаходной и на 90 при четырехзаходной резьбе (т. е. угол поворота d=360/z, где z - число заходов) и фиксируется в нужном положении гайками 3 и 4. Для перехода от одной винтовой канавки к другой в соответствии с числом заходов используют верхний суппорт станка, направляющие которого устанавливают параллельно оси детали. После нарезания первой винтовой канавки резец отводят от детали и перемещают его вдоль детали на шаг резьбы. Для определения величины перемещения используют лимб винта верхних салазок суппорта, набор мерных плиток и др. Для нарезания многозаходной резьбы применяют также резцовые блоки, в которых резцы устанавливают вершинами на одном уровне и с шагом, равным шагу нарезаемой резьбы.
Нарезание резьбы плашками и метчиками
Для нарезания наружной резьбы на винтах, болтах, шпильках и других деталях применяются плашки. Участок детали, на котором необходимо нарезать резьбу плашкой, предварительно обрабатывают. Диаметр обработанной поверхности должен быть несколько меньше наружного диаметра резьбы. Для метрической резьбы диаметром 6-10 мм эта разница составляет 0,1-0,2мм; диаметром 11-18мм - 0,12-0,24 мм; диаметром 20-30мм - 0,14-0,28 мм. Для образования захода резьбы на торце детали необходимо снять фаску, соответствующую высоте профиля резьбы. Плашку устанавливают в плашкодержатель (патрон), который закрепляют в пиноли задней бабки или в гнезде револьверной головки. Скорость резания при нарезании резьбы плашками u=3-4 м/мин для стальных заготовок; u=2-3 м/мин для чугунных заготовок и u=10-15 м/мин для латунных заготовок.
Рис. 64. Резьбонарезные плашки применяемые на токарных станках:
а) - круглая, б) - квадратная, в) - шестигранная, г) - трубчатая
Внутренние метрические резьбы диаметром до 50 мм часто нарезают метчиками. Обычно на токарном станке применяют машинные метчики, что позволяет нарезать резьбу за один проход. Для нарезания резьбы в деталях из твердых и вязких материалов применяют комплекты, состоящие из двух или трех метчиков. В комплекте из двух метчиков первый (черновой) выполняет 75% всей работы, а второй (чистовой) доводит резьбу до требуемого размера. В комплекте из трех метчиков первый (черновой) выполняет 60%, средний (получистовой) - 30% и третий (чистовой) - 10% всей работы. Метчики в комплекте различают по заборной части, наибольшая длина которой у чернового метчика. В отверстиях с прерывистой поверхностью (с пазом, канавкой) резьбу нарезают метчиками с числом канавок, не кратным числу пазов на обрабатываемой поверхности.
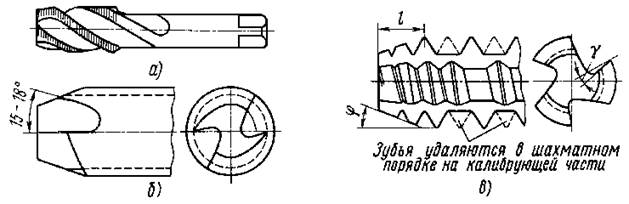
Рис. 65. Метчики
Для этой же цели и для нарезания отверстий длиной более двух диаметров применяют метчики с винтовыми канавками (рисунок 65 а). Направление винтовой канавки метчика должно быть таким же, как и у нарезаемой резьбы (правая канавка для правой резьбы, левая - для левой). Для нарезания в пластичных материалах коротких сквозных метрических резьб (диаметром 1,5-8 мм) и длиной до двух диаметров применяют бесканавочные метчики (рисунок 65 б), которые обладают большей прочностью, чем обычные, и обеспечивают более высокое качество резьбы. При нарезании коротких сквозных резьб в деталях из вязких материалов применяют метчики с расположением зубьев в шахматном порядке (рисунок 65 в). Преимущество таких метчиков заключается в том, что в процессе их работы снижается трение, улучшается процесс стружкообразования и облегчается подвод смазочно-охлаждающей жидкости. При установке метчика в револьверную головку на его хвостовик надевают и закрепляют винтом кольцо, вместе с которым метчик устанавливают в патрон для плашек и закрепляют, как плашку. Скорость резания при нарезании резьбы метчиками u=5-12 м/мин для стальных заготовок; u=6-22 м/мин для чугунных, бронзовых и алюминиевых заготовок. Нарезание резьбы производят с охлаждением эмульсией или маслом.
Нарезание резьбы многониточными резцами
Многониточные резцы по конструкции подразделяются на стержневые (Рис. 66 а), призматические (Рис. 66 б) и круглые (Рис. 66 в) резьбовые гребенки. Круглые резьбонарезные гребенки выполняют с кольцевой и винтовой резьбой. Для того чтобы при нарезании резьбы гребенкой припуск распределялся на большее число зубьев, часть из них срезается под углом j=25-30 градусов и образует заборную часть, а остальные зубья образуют калибрующую часть. Гребенки можно многократно перетачивать, сохраняя при этом первоначальную точность профиля резьбы. Нарезание резьбы гребенками является производительным способом обработки, так как зубья гребенки - это ряд расположенных последовательно резцов, работающих одновременно. При этом полный профиль резьбы получают за один-два прохода. Круглые гребенки с кольцевой резьбой применяют при нарезании резьбы с небольшим углом подъема винтовой линии, а гребенки с винтовой нарезкой - для резьб с большими углами подъема винтовой линии.
Рис. 66. Многониточные резцы
Углы подъема винтовой линии гребенки и нарезаемой резьбы должны быть близки по значению. Поэтому диаметр гребенки выбирают либо равным наружному диаметру резьбы, либо в кратное число раз большим, соответственно которому увеличивают число заходов, резьбы гребенки.
Рис. 67. Нарезание резьбы круглыми гребенками
Направление резьбы гребенки в этом случае должно быть противоположным направлению нарезаемой резьбы. Диаметр гребенки для нарезания внутренней резьбы. должен быть несколько меньше диаметра нарезаемой резьбы, а поэтому угол подъема винтовой линии гребенки должен быть несколько больше угла подъема винтовой линии нарезаемой резьбы. Направление резьбы гребенки в этом случае должно быть одинаковым с направлением нарезаемой резьбы. По конструкции и принципу работы круглая резьбонарезная гребенка не отличается от круглого фасонного резца. На рисунке 67 показаны схемы нарезания резьбы круглыми гребенками.
Нарезать резьбу резцами и гребенками на токарных и токарно-револьверных станках можно без ходового винта при наличии специального копировального приспособления - приклона (рисунок 68). От шпинделя через зубчатые колеса Z1 и Z2 вращение передается валу 10, на котором находится подвижный блок колем Z3 и Z4, передающих вращение валу 11 через зубчатые колеса Z5 или Z6. Блок может занимать промежуточное положение и не входить в зацепление с колесами Z5 и Z6; в этом случае. вал 11 не вращается. На валу 11 устанавливается сменный копир 1, на поверхности которого нарезана резьба. В зацепление с копиром входит гребенка 2, которая валом 4 соединяется с суппортом 9. В суппорте закрепляется резьбонарезной резец или резьбонарезная гребенка. Рукояткой 6 рычаг 5 со штифтом 7 опускается на линейку 8, в результате чего резец касается заготовки. Одновременно гребенка 2 входит в зацепление с копиром. В исходное положение вал 4 возвращается пружиной 3. Если в зацеплении находятся колеса Z4 и Z6, то передаточное отношение равно единице и шаг нарезаемой резьбы равен шагу резьбы на копире. Если в зацеплении находятся колеса Z3 и Z5 то шаг нарезаемой резьбы равен половине шага резьбы копира (передаточное отношение i=1:2).
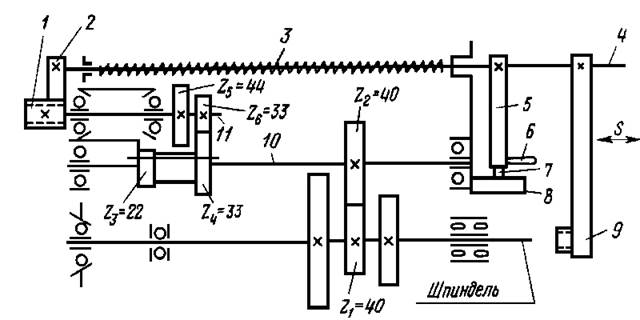
Рис. 68. Нарезание резьбы без ходового винта
Нарезание резьбы резьбонарезными головками
Резьбонарезные винторезные головки применяются для нарезания наружной и внутренней резьбы на токарных, токарно-револьверных станках и на токарных автоматах. В винторезных головках применяют радиальные, тангенциальные и круглые гребенки (рисунок ниже). В конце нарезания резьбы плашки или гребенки автоматически расходятся и при обратном ходе не соприкасаются с резьбой.
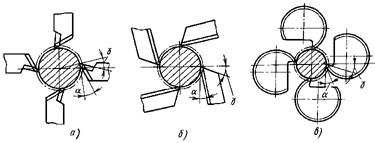
Рис. 69. Резьбонарезные винторезные головки:
а) - радиальная, б) - тангенциальная, в) - круглая
При нарезании наружной резьбы большее распространение получили головки с круглыми гребенками, так как они просты по конструкции, позволяют работать с большим числом переточек и обладают большей стойкостью, чем радиальные и тангенциальные гребенки.
Устройство и работа винторезных головок имеют незначительные различия. В приведенной на рисунке 70 конструкции винторезной головки нарезание наружной резьбы производят круглыми резьбонарезными гребенками 2 с кольцевой нарезкой, которые устанавливают выточкой 3 на кулачках 4 равномерно по окружности на равном расстоянии от центра, зависящем от диаметра нарезаемой резьбы, и крепят винтами 1. Опорная поверхность кулачков обеспечивает угол наклона j витков резьбонарезных гребенок, а также смещение витков соседних гребенок на 1/Z шага резьбы, где z - число гребенок. Пружинами 5 через штифты 13 кулачки 4 прижимаются к обойме 7, которая посредством рукоятки 12 может перемещаться вдоль корпуса 6. В рабочем положении, рисунок - а) резьбонарезные гребенки сведены, так как кулачки 4 своими выступами М упираются в обойму 7. Наладку резьбонарезных гребенок на размер производят или по годной готовой детали, или по проходному рабочему резьбовому калибру, которые устанавливают в рабочую зону. Изменение размера производят поворотом кольца 9 винтами 14. Вместе с кольцом 9 посредством штифта 8 поворачивается корпус 6 с кулачками 4, которые, перемещаясь по скошенным поверхностям Г обоймы 7, удаляются или приближаются к оси головки. На станок резьбонарезную головку устанавливают и закрепляют хвостовиком 10. Зазор между корпусом 6 и хвостовиком 10 выбирается пружиной 11. Резьбу нарезают с принудительной подачей головки, равной шагу нарезаемой резьбы. Можно нарезать резьбу и головкой, перемещающейся самозатягиванием. На определенном расстоянии до конца рабочего хода подача прекращается и головка останавливается. При этом останавливаются хвостовик 10 и обойма 7, а корпус 6, увлекаемый резьбой детали, продолжает перемещаться. В результате выступы М кулачков 4 выходят из обоймы 7 и кулачки вместе с гребенками 2 под действием пружин 5 расходятся, освобождая обрабатываемую деталь. Возврат резьбонарезных гребенок в исходное положение, а также остановку процесса обработки резьбы производят поворотом рукоятки 12.
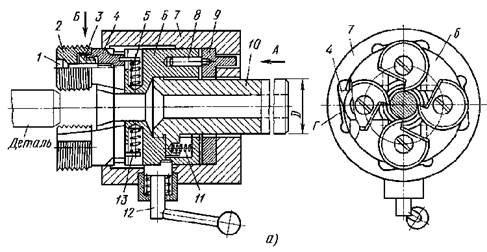
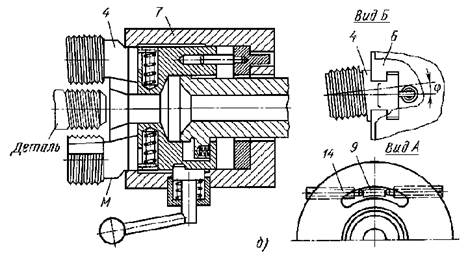
Рис. 70. Невращающаяся винторезная головка для нарезания наружной резьбы:
а) - в рабочем положении, б) - с открытыми гребенками
Внутреннюю резьбу чаще нарезают резьбонарезными головками с призматическими гребенками, режущие кромки которых располагаются на одном диаметре и имеют заходный конус. Число гребенок в комплекте зависит от размера головки. Гребенки смещены в комплекте относительно друг друга в соответствии с углом подъема винтовой линии нарезаемой резьбы. Гребенки 2 (рисунок 71) расположены в радиальных пазах корпуса 6 резьбонарезной головки, торец которого закрыт фланцем 1. Гребенки 2 могут перемещаться по конической части втулки 4, в результате чего изменяется расстояние от оси головки до рабочей части гребенки. Втулка 4 связана с тягой 5 и перемещается внутри корпуса 6 (вдоль оси) с сердечником 10 под действием пружины 13 или от рукоятки 11с шаровым наконечником 8. Тяга 5 связана с втулкой резьбовым соединением, а с сердечником 10 - проточкой, в которую входит стопор 7. Корпус 6 имеет паз, по которому перемещается рукоятка 11. Наладку резьбонарезной гребенки на размер производят по рабочему резьбовому калибру, по эталонной детали или по кольцу, внутренний диаметр которого равен наружному диаметру резьбы. Наладку на размер резьбонарезных гребенок производят при снятых фланце 1 и стопоре 17. В освободившееся отверстие на шлицы 3 вставляют торцовый ключ, которым поворачивают по резьбе тягу 5 внутри втулки 4. Последняя удерживается от вращения стопором 16, который входит в осевой паз. Вращая тягу 5, можно выдвигать или убирать внутрь корпуса 6 коническую часть втулки 4. При этом гребенки 2 или выдвигаются, увеличивая наружный диаметр резьбы, или сдвигаются к оси головки, уменьшая диаметр резьбы. Автоматическое отключение головки при окончании нарезания резьбы производится кольцом 15, которое упирается в торец детали.
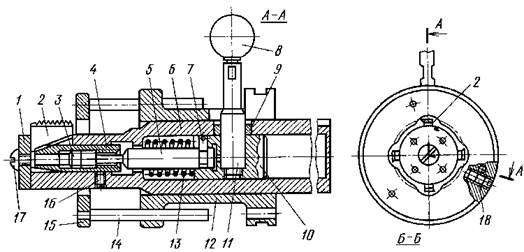
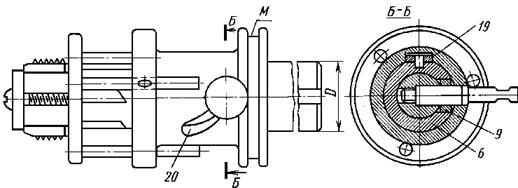
Рис. 71. Невращающаяся винторезная головка для нарезания внутренней резьбы
Кольцо 15 устанавливают на нужный размер, перемещая на стержнях 14 относительно муфты 9, и фиксируют в нужном положении стопорами 18 в корпусе 12. Муфта 9 выполнена подвижно вдоль корпуса 6, а от проворота удерживается шпонкой-роликом 19.
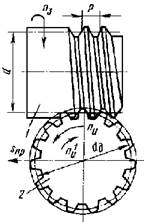
Рис. 72. Головка с чашечными резцами
При окончании нарезания резьбы кольцо 15 упирается в торец детали и муфта 9 останавливается. Корпус 6 продолжает перемещаться и фигурный паз 20 муфты 9 поворачивает рукоятку 11 и выводит ее из прямого участка на фигурный участок паза в корпусе 6, направленный в сторону хвостовика. При этом пружина 13 смещает сердечник 10 вместе с клином 4 в сторону хвостовика, сводит гребенки к оси головки и выводит их из резьбы, что позволяет быстро отвести головку в исходное положение.
При нарезании длинных винтов и червяков могут применяться головки с чашечными резцами (рисунок 72), устанавливаемыми на суппорте станка. Резцовая головка представляет собой корпус, в котором на оси в вертикальной плоскости свободно вращается чашечный резец. Чашечный резец выполнен в виде зубчатого колеса, каждый зуб которого является резцом с необходимыми углами резания. Резьбу нарезают торцом чашки. Число проходов и скорость подачи вдоль заготовки зависит от глубины обрабатываемого профиля резьбы. Поэтому при нарезании резьбы обкаткой можно получить полный профиль резьбы за один проход или за несколько.
Рис. 73. Вихревой метод нарезания резьбы
При нарезании длинных винтов и червяков для повышения производительности применяют резцовые головки, которые устанавливают на суппорте станка. Резцовая головка состоит из корпуса, вращающегося от отдельного привода. В корпусе закрепляют от одного до четырех резцов, профиль которых соответствует профилю нарезаемой резьбы. Особенностью этого метода нарезания резьбы, получившего название вихревого (рисунок 73), является то, что резцовую головку устанавливают эксцентрично относительно оси заготовки, на которой нарезают резьбу, и одновременно под углом к этой оси, обеспечивающим траекторию движения резцов, соответствующую углу подъема винтовой линии нарезаемой резьбы. Таким образом, при вращении головки резец, закрепленный в ней, описывает окружность, диаметр которой больше диаметра заготовки. При нарезании резьбы резцовой
|
из
5.00
|
Обсуждение в статье: Обработка резьбовых поверхностей |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы