 |
Главная |


Глава 2. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ САПР ТП
|
из
5.00
|
Система Techcard
Techcard является системой проектирования расцеховочных маршрутов, материального нормирования, техпроцессов для различных видов производств, формирования комплекта технологической документации, технологических ведомостей, технологических заказов [8].
Система Techcard охватывает этапы технологической подготовки производства на предприятии и предоставляет возможность обеспечить полную унификацию и стандартизацию производственных процессов. Система поддерживает разработку документации для большинства процессов производства: механообработка, термообработка, сварка, сборка, гальваника, окраска, холодная штамповка, литье.
Создание многовариантных расцеховочных маршрутов изготовления изделий выполняется с учетом принадлежности к различным сборочным узлам или заказам. Эта работа сопровождается выпуском извещений на изменение расцеховочных маршрутов, заготовок, вспомогательных материалов с сохранением истории изменения. При этом выполняется автоматизированный расчет заготовок и вспомогательных материалов с помощью встроенной экспертной системы.
Проектирование технологического процесса обработки детали выполняется в диалоговом режиме с использованием базы данных, на основе аналога или типового ТП. Автоматический подбор операций, оборудования, переходов, оснастки, вспомогательных материалов, персонала реализуется по настраиваемым алгоритмам. Работа по этим алгоритмам позволит со временем создать типовые (или групповые) ТП, которые сохраняются в библиотеках типовых элементов, типовых операций с привязкой к ним типовых технологических решений. На основе этих унифицированных элементов возможно сократить затраты времени на проектирование единичных ТП.
Расчет трудового нормирования может производиться автоматически технологом при проектировании технологического процесса или другими службами предприятия на основании уже разработанных техпроцессов. Встроенная экспертная система TechEXP позволяет использовать как укрупненные нормативы, так и производить расчет норм времени по режимам обработки. В состав экспертной системы входят электронные формулы, таблицы и скрипты расчетов, используемые ядром программы при расчете параметров. Система анализирует информацию, указанную в техпроцессе, на основании которой производит поиск необходимых формул или таблиц. С помощью экспертной системы можно автоматизировать выбор допусков и припусков для механической обработки деталей. Имеется возможность настраивать расчеты без привлечения программистов.
В состав Techcard входит PDM-система Search, которая образует единое информационное пространство между технологическими и конструкторскими службами, реализует электронный документооборот с производственными подразделениями (цехи, участки). Такая организация системы позволяет вести список пользователей, их заданий и отчетов.
Система Search предназначена для ведения электронного архива технической документации (TDM), для управления информацией об изделиях и проектах (PDM), для управления жизненным циклом изделия (PLM), для управления электронным документооборотом (WorkFlow).
Наличие интеграции со многими CAD-системами (AutoCAD, Inventor, NX, Pro/ENGINEER, Solid Edge, SolidWorks) позволяет оперативно получать информацию по конструкторской документации и составу изделия. Это свойство позволяет оформлять операционные эскизы и карты наладок по конструкторским чертежам с использованием системы Cadmech-T (для AutoCAD). Использование в качестве операционных эскизов изображений из других CAD-систем возможно при помощи OLE-технологии.
Подготовка технологической документации выполняется параллельно диалогу технолога с системой. При этом возможен сбор и вывод в документы сводной информации по материалоемкости, трудоемкости и другим критериям изготовления изделия, группы изделий или заказа.
Единая справочно-информационная база IMBase данных конструкторско-технологического назначения содержит следующую информацию:
- применяемые основные и вспомогательные материалы;
- виды заготовок и их применяемость по сортаменту;
- методика расчета материального нормирования;
- классификаторы технологических операций, переходов, допприемов;
- иллюстрированный классификатор, паспортные данные и размещение оборудования по цехам и участкам;
- иллюстрированный классификатор и анкетные данные средств технологического оснащения (приспособления, режущий, вспомогательный и измерительный инструмент);
- рекомендуемые режимы обработки на различные виды производства;
- нормативы времени на основные и вспомогательные виды работ;
- справочные данные для заполнения параметров операционной технологии;
- комплекты форм выходных документов на различные виды производства.
В Techcard реализован универсальный механизм двустороннего обмена данными в XML-формате по составу изделий и любой технологической информации с другими системами более высокого уровня (ERP, MRP).
В состав Techcard также встраиваются программа TPShow для просмотра технологических документов и система IMH управления справочными данными по материалам и сортаментам [8].
Система Вертикаль
В системе Вертикаль [9] предусмотрены следующие способы проектирования ТП:
- проектирование путем адресации к одному или нескольким аналогам;
- проектирование на основе часто повторяемых решений;
- проектирование подбором групповых и типовых ТП с последующим редактированием;
- проектирование с использованием библиотеки КТЭ;
- прямое проектирование с использованием баз данных.
Сокращение сроков разработки ТП основано на применении типовых решений.
Типовые решения для проектирования ТП в системе Вертикаль представлены освоенными и унифицированными ТП, унифицированными переходами для фрагментов конструкций изделий. Эти фрагменты являются КТЭ, их применение позволяет автоматически принимать технологические решения на основе имеющегося чертежа или трехмерной модели детали (рис. 15, 16). Подобные КТЭ могут быть созданы для разработки процессов сборки. К технологическим признакам КТЭ собираемых изделий относят методы выполнения соединений, классификацию сборочных единиц.
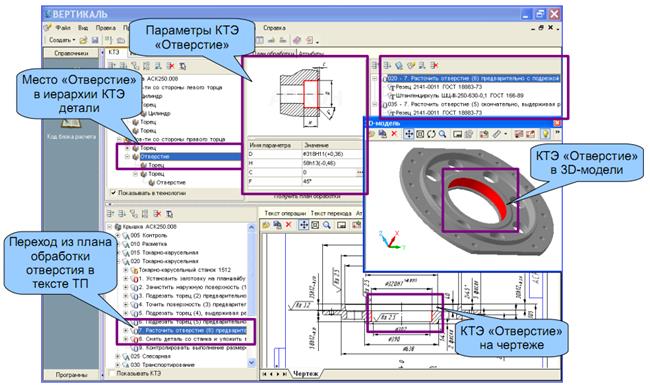
Рис. 15. Работа с КТЭ в системе Вертикаль [9]
Проектирование ТП на основе идентификации КТЭ предполагает описание конструкции детали в форме структуры элементов конструкции, ассоциированных с технологическими признаками. В этой же форме хранится описание изделия. КТЭ обладает параметрами, которые могут быть заданы в режиме диалога или импортированы из 3D-модели. На основе этого описания автоматически синтезируются возможные планы обработки отдельных элементов конструкции и/или их сочетаний. Алгоритм заполнения технологических документов предполагает использование типовых формулировок, ассоциативно связанных с конкретными КТЭ. Применение КТЭ позволяет ассоциировать их с траекториями инструментов, что упрощает подготовку управляющей информации для программируемого оборудования (автоматы, роботы, станки с ЧПУ).
На основе разработанного общего или индивидуального ТП может быть создан некоторый унифицированный ТП, содержащий избыточную информацию. Подобные унифицированные ТП принимают в качестве аналогов. При разработке ТП путем адресации к подобным аналогам достаточно удалить лишние переходы, операции. Признаком адресации к аналогу является структура изделия, создаваемая из КТЭ.
Для применения ранее принятых технологических решений в системе организован доступ к архивам и библиотекам, где сохраняются типовые, групповые, единичные ТП, унифицированные операции, планы обработки конструктивных элементов и поверхностей.
Когда аналоговых ТП больше одного, проектирование сводится к копированию переходов и операций из аналогов в разрабатываемый техпроцесс с последующим редактированием.
Отдельные части различных ТП подобны, наиболее крупные могут быть приняты в качестве шаблонов или унифицированных фрагментов ТП. Фрагментом может служить как целый технологический процесс или его часть, так и отдельно взятая операция, переход. Эти фрагменты заносятся в универсальный технологический справочник (УТС). Для формирования ТП достаточно использовать функционал работы с подобными фрагментами из УТС.
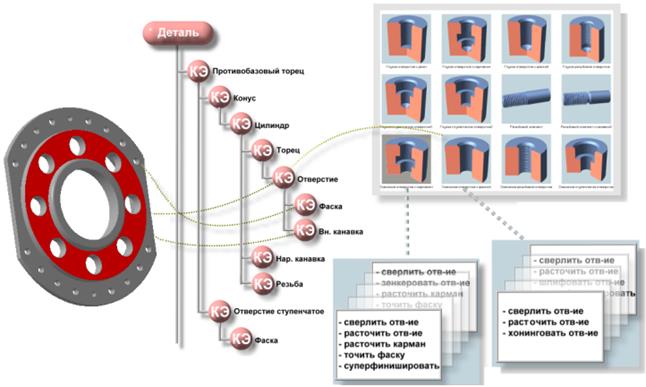
Рис. 16. Примеры фрагментов из библиотеки КТЭ системы «Вертикаль» [9]
Автоматическая доработка ТП реализуется на основе информации, переданной с параметризированного чертежа, либо на основе данных, извлеченных из таблиц типовых деталей.
Универсальный технологический справочник является встраиваемой системой управления с нормативно-справочной технологической информацией, может выполнять функцию основного источника данных, но не может полностью заменить функции БД (рис. 17). УТС позволяет оформлять и сохранять принятые технологические решения, выполненные расчеты, систематизировать нормативно-справочную информацию.
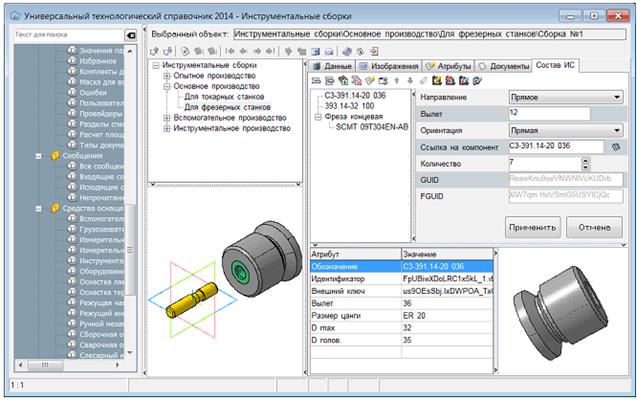
Рис. 17. Пример окна технологического справочника системы Вертикаль [9]
С помощью УТС решаются следующие задачи:
- поиск и подбор информации;
- редактирование и пополнение информации;
- обмен данными с внешними приложениями;
- управление структурой данных;
- создание пользовательских БД;
- хранение паспортных данных более 2000 моделей оборудования для механообработки, штамповки, термообработки, сварки, около 60000 типоразмеров инструмента, более 2000 типоразмеров станочных приспособлений, около 300 моделей грузоподъемных приспособлений, свыше 150 марок инструментальных, вспомогательных материалов, порядка 900 марок СОТС и 500 моделей СИ;
- создание классификаторов для технологических операций и переходов, для рабочих специальностей.
Функциональные режимы в системе Вертикаль можно разделить на две группы: функции подсистемы проектирования и функции подсистемы управления базами данных.
Функции подсистемы проектирования:
- автоматизированное проектирование ТП;
- автоматическое формирование комплекта технологической документации;
- возможность настройки образцов технологических документов;
- интеграция с системой Компас для импорта исходных данных и оформления карт эскизов на основе чертежей и 3D-моделей;
- автоматическое формирование карт в Microsoft Excel;
- каталогизация разработанных ТП в архиве технологий;
- возможность глобального анализа архивных ТП;
- организация документооборота с функциями менеджера проекта;
- возможность коллективной разработки ТП группой технологов;
- расчет подетальных норм расхода материалов;
- передача данных в ТП с параметризированного чертежа;
- оперативный просмотр чертежей заготовок и деталей, средств технологического оснащения и операционных эскизов;
- автоматизированное формирование кода детали в соответствии с ЕСКД и технологических классификаторов предприятия;
- автоматический поиск технологий по коду или текстовому описанию детали;
- архивация текущего комплекта технологических документов в архиве карт;
- расчетные процедуры.
Функции СУБД:
- реализация информационных моделей, отражающих структуру изделия, детали и технологий их изготовления;
- возможность настройки содержимого блоков основного меню системы;
- возможность подключения новых информационных массивов (файлов формата DBF);
- возможность обращения к БД, расположенным вне корневого каталога системы;
- возможность подключения к системе новых программ, разработанных пользователем;
- встроенный генератор отчетов;
- организация иерархической, реляционной и сетевой связи информационных массивов;
- возможность подключения к любому полю данных справочного массива;
- возможность структурной модификации любой БД;
- многостраничный режим доступа одновременно к нескольким базам данных;
- отображения данных: текст-графика, текст-структура, текст-примечание;
- процедура поиска по критериям в любой базе данных;
- экспорт данных из любой БД в текстовый формат или в формат файлов Excel;
- блокировка от несанкционированного доступа к защищенной базе данных;
- возможность установки различных степеней защиты данных;
- просмотр и распечатка данных, копирование, удаление записей по одной и блоками;
- настройка параметров системы с помощью файла конфигурации.
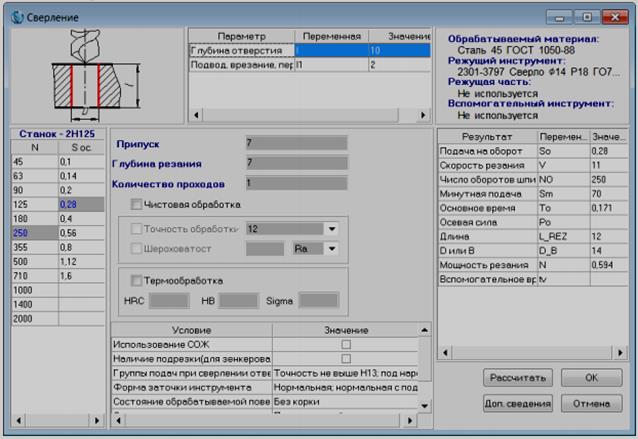
Рис. 18. Пример окна приложения Режимы резания системы [9]
В систему Вертикаль могут встраиваться приложения для автоматизации расчетных работ технолога: расчет режимов резания, расчет режимов сварки, нормирование трудозатрат, нормирование материалов.
Приложение расчета режимов резания позволяет автоматически рассчитывать технологические параметры рабочих и холостых ходов, переходов и операций параллельно разработке ТП (рис. 18). Приложение расчета режимов резания позволяет настраивать алгоритмы расчета режимов механообработки для конкретных переходов, режущих инструментов и СОТС.
Приложение расчета режимов сварки позволяет автоматизировать подбор режимов для основных видов сварки, выбор сварочных материалов, расчет норм расхода сварочных материалов и электроэнергиии, нормирование времени, генерировать фрагменты процессов сварки.
Приложение Нормирование материалов применяется для автоматизированного расчета расхода основного материала (рис. 19, 20), позволяет готовить и передавать данные в системы планирования производства, учитывать табличные нормативы припусков и технологических напусков. Приложение реализует расчеты для заготовительных операций резки проката, ковки и штамповки на молотах и прессах.
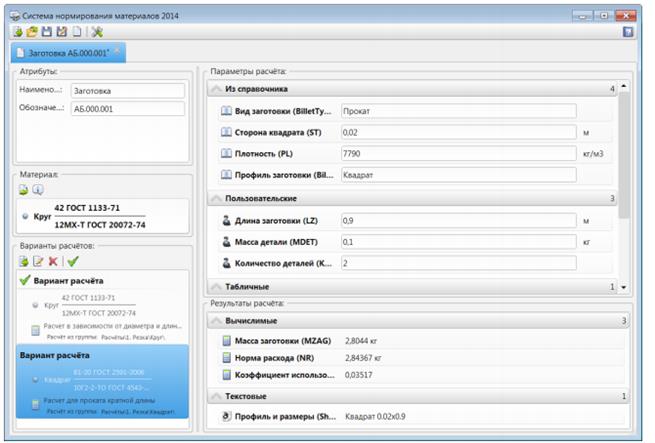
Рис. 19. Пример окна приложения Нормирование материалов [9]
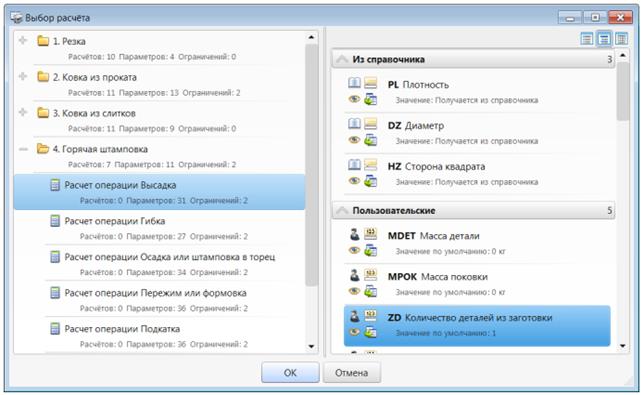
Рис. 20. Пример окна приложения Нормирование материалов [9]
Приложение трудового нормирования применяется для автоматизированного расчета и назначения норм времени на операции ТП, подбора и редактирования карт для типовых фрагментов ТП (рис. 21, 22).
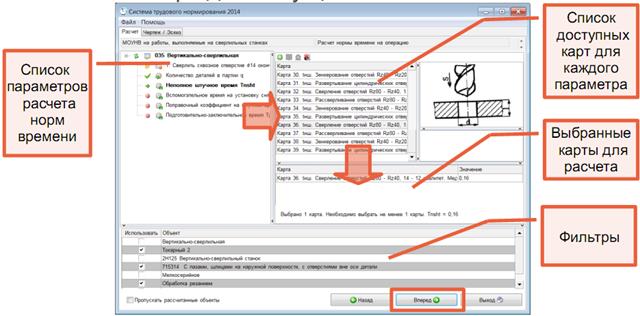
Рис. 21. Пример окна приложения Трудовое нормирование [9]
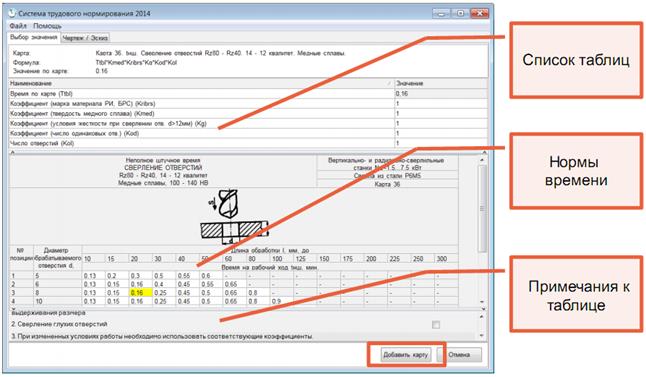
Рис. 22. Пример окна приложения Трудовое нормирование системы [9]
Приложение нормирования трудозатрат представляет собой цепочку последовательного выбора данных, вариантов рассчета в диалоговом режиме и автоматическое заполнение документов.
Редактор табличных данных (РТД) позволяет настраивать алгоритмы расчета, создавать новые алгоритмы [9].
Система ТехноПро
Основные возможности ТехноПро [10]:
1. Совместимость в работе с конструкторскими САПР SolidWorks, КОМПАС-3D, Catia, AutoCAD. Считывание состава и параметров изделий с чертежей и 3D-моделей;
2. Проектирование процессов механической обработки, резки, сборки, нанесения покрытий, термообработки;
3. Реализация встроенных и создание специфичных алгоритмов технологических и экономических расчетов режимов, норм времени, расхода материалов, себестоимость в режиме диалогового и автоматического проектирования;
4. Выпуск комплекта технологической документации, сводных отчетов, ведомостей по ГОСТ и в произвольных формах;
5. Интеграция с системами управления производством и управления жизненным циклом изделий WindChill, SmarTeam, SWE-PDM, Lotsia-PDM, 1С-УПП (рис. 23).

Рис. 23. Схема интеграции ТехноПро [10]
Совместная работа ТехноПро с конструкторскими САПР обеспечивается прямым интерфейсом обмена данными. Это позволяет создавать операционные эскизы, связывать эскизы наладок инструментов и оснащения процессов, формировать карты наладок.
Использование шаблонов является самым простым способом автоматического проектирования ТП. Пользователь выбирает маршрут изготовления из шаблона и ТехноПро рассчитывает требуемые технологические, экономические параметры и сводные показатели. Перечень рассчитываемых параметров определяется в шаблоне в зависимости от требований производства. Это могут быть режимы, нормы времени, нормы расхода, затраты на изготовление, себестоимость.
Каждый пользователь может вносить в информационную базу ТехноПро любые технологические данные, формулы, таблицы и логику их взаимосвязей, формируя базу знаний. Базы знаний содержат обобщенные технологические процессы, автоматические и диалоговые процедуры, проектную логику, расчеты и требуемые табличные данные. Базы знаний и другие подсистемы ТехноПро доступны пользователям, которые не имеют навыков программирования. Подсистемы обеспечивают автоматическое формирование ТП изделий одноименных групп с выбором операций, переходов, оснастки, трудовым и материальным нормированием на основе общих технологических процессов (ОТП).
Подсистема ТехноПро/Резание является основой для автоматизации расчетов технологических параметров проектируемых ТП, содержит формулы, данные и инструменты для описания алгоритмов.
Подсистема ТехноПро/Нормы является основой для автоматизации нормирования проектируемых ТП.
Подсистема ТехноПро/Сварка является основой для проектирования ТП сборки-сварки с расчетом расхода сварочных материалов и основного времени.
База технологического оснащения содержит каталоги инструментов, приспособлений, оборудования, включая характеристики каждого оснащения и графические иллюстрации.
Для автоматического проектирования ТП требуется описать изделие. Описание имеет вид структуры кодов. Кодами классицифируют поверхности (рис. 24).
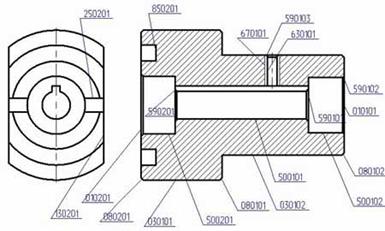
Рис. 24. Пример кодирования детали в системе ТехноПро [10]
Код имеет три разряда. Каждый разряд идентицируется двумя цифрами. Первый разряд указывает на форму поверхности. Второй разряд позоляет идентифицировать положение поверхности на установе. Третий разряд является порядковым номером поверхности данной формы в установе.
База данных системы ТехноПро содержит основу для унификации процессов в виде структуры «Общие технологические процессы». Общие ТП имеют связь с конкретными изделиями или с абстрактными моделями типа комплексные детали.
На основе кода изделия из назначенного ОТП автоматически выбираются операции, переходы, средства оснащения, проводятся расчеты параметров.
Например, общий ТП для деталей типа «Корпус» включает 289 операций для всех возможных поверхностей и требований точности. В характеристиках задаются: марка материала, предел прочности, твердость и вид заготовки. Для деталей из чугуна фрезеруются две плоскости на продольно-фрезерном станке. Затем на радиально-сверлильном станке сверлят отверстия под болты, комплектуют корпус с крышкой, сверлят отверстия под штифты и заштифтовывают комплект. Для деталей из алюминиевых сплавов фрезеруются плоскости и бобышки со всех сторон. Выбор оборудования осуществляется с заданием вопросов. Для деталей массой более 20 кг выбираются вертикально-фрезерные операции. Затем сверлятся отверстия под болты и нарезается в них резьба. Выполняются расточные работы на станках с ЧПУ. Затем выполняется комплектование корпуса с крышкой. Сверлят отверстия под технологические штифты и заштифтовывают. Затем выполняется расточка на станках с ЧПУ. Затем фрезеруют пазы. После этого разукомплектовывают детали. На сверлильных станках сверлят отверстия и нарезают в них резьбу. Детали из алюминиевых сплавов промывают. Затем контроль размеров.
В структуру «Общие ТП» включены следующие процессы:
- механическая обработка на одношпиндельных и многошпиндельных токарных автоматах, на агрегатных станках и на вертикальных многошпиндельных полуавтоматах;
- механическая обработка корпусов, зубчатых колес, втулок, валов, дисков, червяков;
- никелирование, окисление, пассивирование, фосфатирование, хромирование, цинкование;.
- литьё чугуна, сталей и алюминия, пластмасс, резины, прессование пластмасс;
- листовая и объемная штамповка
- термическая обработка (отжиг, закалка, цементация, нормализация);
- окрашивание лаком, эмалями, порошковыми покрытиями;
- сборка печатных плат, жгутов, катушек, трансформаторов, крышек, панелей, кассет, приборов [10].
Система TechnologiCS
TechnologiCS – это программный продукт, разработанный специаль-но для машиностроительных заводов [11]. Эта система позволяет различным службам завода работать в режиме реального времени с одной программой и с физически единой базой данных, тем самым обеспечивая оперативность и согласованность действий на всех стадиях – от принятия заказа до отгрузки продукции заказчику.
В системе TechnologiCS реализованы следующие возможности:
- поддержка MS SQL Server 2012;
- контроль времени разработки документа с возможностью задавать время нахождения документа в определенной стадии, получать уведомления о наступлении контрольной даты, а также отчеты о степени готовности документов;
- возможность задать дату действия версии документа и определения действующей версии на указанную дату;
- новый модуль описания конструкторских замен;
- преобразование единичной спецификации в групповую;
- новый модуль, позволяющий осуществлять построение отчетов в MS Excel или Open Office Calc;
- модуль интеграции с приложениями MS Office и Open Office для двустороннего обмена атрибутами с TechnologiCS;
- модуль интеграции, редактор основной надписи и редактор спецификаций для Autodesk Inventor и AutoCAD Mechanical для двустороннего обмена атрибутами, автоматического создания эскизов, автоматического формирования спецификации на основании чертежа;
- расчет плановой себестоимости, проверка готовности к изготовлению.
Идеология системы TechnologiCS предполагает использование данных в единой информационной среде и обеспечивает:
- коллективную работу (в режиме реального времени) группы специалистов разных служб с одним проектом;
- использование единожды введенной информации об изделиях, материалах, технологических операциях на всех стадиях производства;
- возможность эффективно использовать информацию в виде сводных и детальных отчетов, диаграмм, таблиц.
Чтобы обеспечить все перечисленные возможности и максимально сократить количество возможных ошибок, упростить контроль, согласование, внесение и реализацию изменений, пользователи системы работают с одной базой данных нормативно-технической информации. В этой базе содержится набор актуализируемых электронных справочников, описывающих конкретное предприятие. Справочники содержат информацию о средствах технологического оснащения предприятия, о применяемых материалах, о комплектующих. Электронные справочники могут содержать характеристики и параметры станков, инструмента, материалов, фотографии, графические изображения, трехмерные модели (рис. 25).
Информационная база обладает следующими возможностями:
- возможность связывать содержимое справочников с документами в электронном архиве;
- возможность произвольной классификации собственных объектов и справочников;
- возможность настраивать собственные формы представления характеристик объектов на экране.
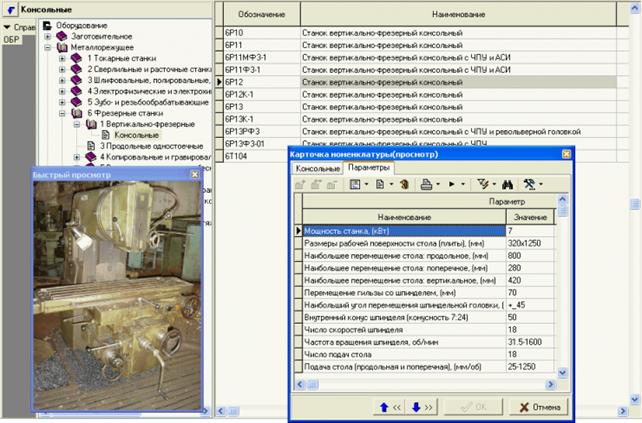
Рис. 25. Пример диалогового окна справочника системы TechnologiCS [11]
Если конструкторы и другие специалисты используют в работе свои электронные справочные системы (например, каталоги производителей комплектующих), то, применяя имеющиеся в TechnologiCS средства настройки, можно организовать пополнение электронных справочников программы из внешних электронных каталогов.
Каждый справочник актуализируется компетентным специалистом. Например, справочник оборудования ведет инженер службы главного механика, справочник материалов поддерживают специалисты служб материально-технического снабжения.
Электронный технологический процесс в TechnologiCS сквозной, то есть представляет собой полное описание последовательности изготовления соответствующей детали или сборочной единицы, включающее все технологические операции, которые необходимо выполнить в цехах. Технолог в системе может работать со сквозным ТП или с его фрагментом, относящимся к определенному цеху или технологическому переделу.
В TechnologiCS можно разрабатывать предельно упрощенные и сложные ТП. На основании технологии, спроектированной в электронном виде, можно автоматически сформировать необходимые комплекты технологической документации различного назначения и степени сложности (рис. 26).
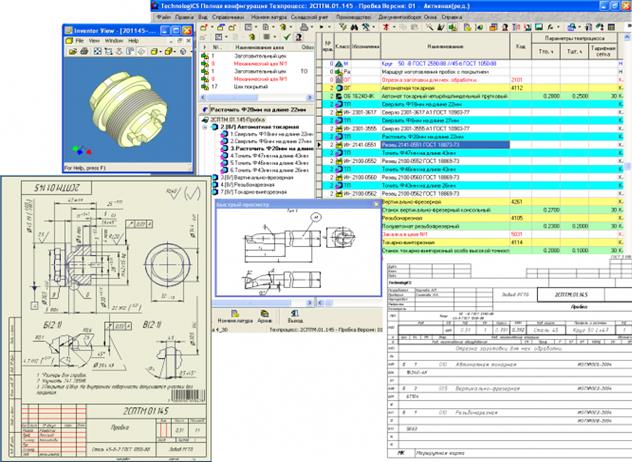
Рис. 26. Деталь, чертеж, технология в электронном виде и в виде распечатанного документа [11]
Для крупных заводов и сложного многопередельного производства предусмотрены специальные возможности разработки технологических маршрутов (расцеховки) и работы с ними. Рядовым технологам система предоставляет набор необходимых функциональных возможностей автоматизированной разработки технологических процессов, подготовки и выпуска документации. Обеспечены различные методы проектирования техпроцессов:
- в диалоговом режиме с использованием стандартных справочников операций, оборудования, инструмента;
- по аналогу, с заимствованием ранее разработанных ТП (и их последующей полной или частичной корректировкой), поиском аналогов по характеристикам деталей, по применяемости материалов, станков, средств оснащения и т.д.;
- в автоматическом режиме на основании ТП комплексной детали;
- из стандартных параметризованных фрагментов техпроцесса (нарезание резьбы, сверление отверстий и т.п.); в автоматизированном режиме с использованием собственных скриптов (программных модулей).
Дополнительно по желанию пользователей могут настраиваться специальные функции для автоматизации и проверки корректности подбора оборудования, инструмента. В базовый комплект поставки системы включен модуль автоматизированного расчета режимов резания для основных видов механической обработки металлов.
Изображения, созданные в любой программе, позволяющей сохранять файлы в стандартном или WMF-формате, можно использовать в электронных ТП как операционные эскизы. Система имеет специализированный редактор технологических эскизов на базе известной программы MechaniCS.
В комплект поставки включены модули автоматизированного расчета норм расхода материалов для деталей из сортового проката, труб, листов (рис. 27), а также из неметаллических материалов (пиломатериалы, текстолит, стеклопластик).
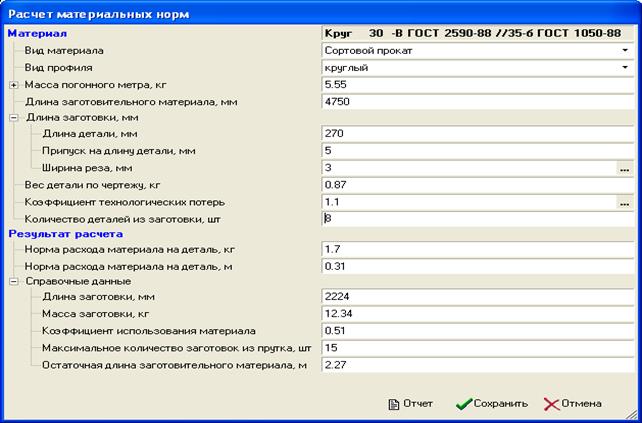
Рис. 27. Автоматизированный расчет нормы расхода материала [11]
Трудоемкость выполнения технологических операций может определяться экспертным (опытно-статистическим) путем, по нормировочным таблицам или с применением любого собственного расчетного модуля, работающего по алгоритму, заложенному пользователем. Данные о штучном и подготовительно-заключительном времени дополняют электронный техпроцесс.
Система позволяет создавать автоматизированные рабочие места (АРМ) специалистов подразделений. АРМ является конфигурацией системы, созданной под конкретный перечень задач специалиста. Например, в составе АРМ технолога нет средств расчета материалов и норм времени, если эти задачи выполняет нормировщик. Для АРМ нормировщика достаточно иметь средства отображения технологической документации без функций редатирования. Тем более в состав АРМ нормировщика не будут включены библиотеки стандартных технологических решений и фрагментов ТП.
Конструкторская служба ведет работы по проектированию и модернизации выпускаемой продукции, в результате которых формирует в общей базе данных информацию об изделиях, отдельных узлах и деталях. Технологи и нормировщики, используя конструкторские данные как основу, дополняют их техпроцессами и нормативами. По этой информации планово-экономическая служба определяет нормативную и плановую себестоимость. Планово-диспетчерская служба, используя систему, управляет составом производственной программы и изменениями к ней. На основе БД по изделиям и техпроцессам производственная программа детализируется до уровня планов цехов и до отдельных технологических операций. Таким образом, можно определять перечень работ для каждого подразделения, объем материалов и ресурсов, необходимых для выполнения этих работ. Выдача материалов в производство и выполнение запланированных работ фиксируются в системе. Данные об этом используются для контроля текущего состояния производства, для решения задач по управлению качеством или калькуляции фактических затрат на выполнение заказа.
Система TechnologiCS имеет функциональный блок учета материалов и комплектующих в режиме реального времени. Этот блок позволяет организовать партионный и номерной учет, контролировать остатки по номенклатуре или по подразделениям.
Зная планируемую потребность в выпускаемой продукции, располагая базой данных по всем изделиям, а также информацией об остатках и незавершенном производстве, можно составить производственную программу, то есть определить, какие изделия, в каком количестве и к какому сроку необходимо изготовить. Это позволяет учитывать в производственной программе отклонения, проходящие на большинстве предприятий не как изменения нормативной документации, а в виде служебных записок дирекции по производству или подобного рода указаний, приводящих к изменениям плана производства.
На основе общего номенклатурного плана производства и ТП (в которых указано, какие операции и в каких цехах должны выполняться), можно получить номенклатурный план для каждого цеха. Более того, в электронных ТП указаны и материалы, и нормы их расхода. В свою очередь, количество запланированных к изготовлению деталей, нормативы по техпроцессам и данные об остатках материалов в цехе становятся исходной информацией для формирования лимитно-заборных карт или аналогичных по смыслу документов, регламентирующих отпуск ресурсов на производство. На основании лимитно-заборных карт и с использованием подсистемы складского учета оформляются соответствующие накладные на отпуск материалов (деталей, комплектующих). При этом в системе сохраняется связь документов-заявок и выписанных по ним документов на отпуск, что впоследствии может использоваться для учета фактических затрат на производство.
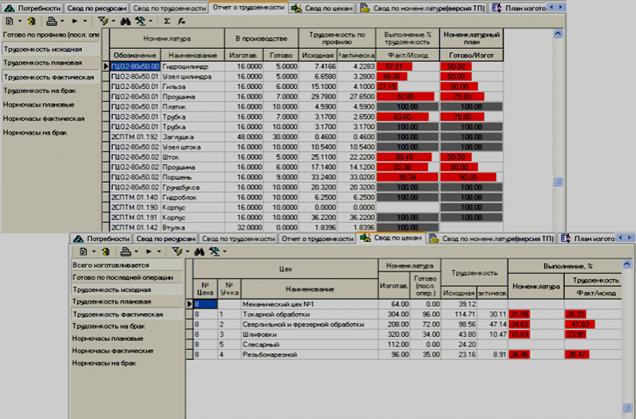
Рис. 28. Состояние выполнения плана по изделиям и по цеху [11]
Для календарного планирования в TechnologiCS имеются расчетные программы, обеспечивающие решение следующих задач:
- расчет циклового графика изготовления изделия по процессам изготовления ведущих деталей (оптимально для единичного производства и изделий с длинным технологическим циклом);
- объединение позиций производственного плана в партии по любым конструктивным или технологическим признакам (актуально для серийного производства);
- контроль сроков выпуска партий и отдельных деталей;
- доступ через визуальный и программный интерфейс к номенклатурному плану, к графикам работы и обслуживания оборудования.
Данные о факте выполнения конкретных технологических операций, исполнителях, дате и времени сдачи операций или деталей можно вводить в систему как вручную, так и с помощью стандартного штрихкодового оборудования (рис. 28). Штрихкоды используются для ввода данных о выполнении технологических операций.
TechnologiCS может принимать в режиме реального времени информацию о фактических режимах выполнения операций, результаты контроля. Накапливая в БД информацию о ходе процессов, впоследствии можно применять статистические методы исследования стабильности и управления с подготовкой необходимой отчетности согласно рекомендациям стандартов серии ISO 9000. Для реализации этих задач разработан дополнительный модуль TechnologiCS – Управление качеством [11].
|
из
5.00
|
Обсуждение в статье: Глава 2. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ САПР ТП |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы