 |
Главная |


ТЕХНОЛОГИЯ РЕМОНТА ДЕТАЛЕЙ СУДОВОГО ВАЛОПРОВОДА
|
из
5.00
|
Назначение судового валопровода — передавать крутящий момент от ГД гребному винту, а также воспринимать упор винта и передавать его через упорно-опорный подшипник корпусу судна. Судовой валопровод и его элементы представлены на структурной схеме:
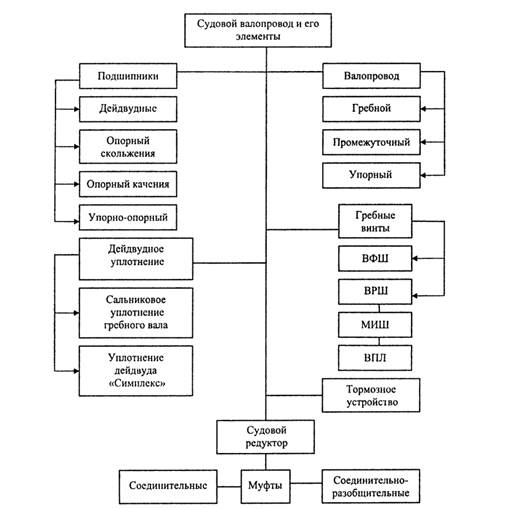
Рис.1 Структурная схема судового валопровода
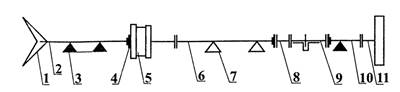
Рис.2. Конструктивная схема судового валопровода :
1 — гребной винт; 2 — гребной вал; 3 — дейдвудные подшипники; 4 — соединительная полумуфта; 5 — МИШ; 6 — кормовой промежуточный вал; 7 — опорный подшипник; 8 — вал-коротыш; 9 — упорный вал; 10 — промежуточный вал; 11 — вал с шинно-пневматической муфтой 11ШМС-6.
Судовой валопровод включает гребной вал с винтом фиксированного шага (ВФШ) или винт регулируемого шага (ВРШ), вал механизма изменения шага (МИШ), который устанавливается на конце гребного вала; промежуточный, упорный валы; дейдвудные, опорные, упорный подшипники и тормозное устройство. Соединение валов фланцевое или муфтовое.
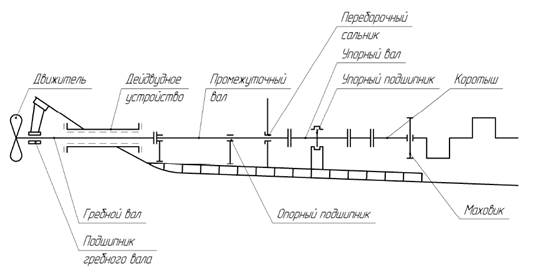
Рис.3. Конструктивная схема судового валопровода :
Ремонт гладких и шлицевых валов
Гладкие и шлицевые валы и оси составляют большую часть номенклатуры восстанавливаемых деталей. В большинстве случаев именно эти детали лимитируют ресурс узлов и агрегатов машин.
У валов наиболее часто дефекты появляются на посадочных поверхностях под подшипники и резьбовых поверхностях. Поверхности под подшипники восстанавливают при износе более 0,017…0,060 мм; под уплотнения — более 0,15…0,20 мм. Шпоночные пазы восстанавливают при износе по ширине более 0,065…0,095 мм; шлицевые поверхности — при износе более 0,2…0,5 мм.
Преимущественное применение при восстановлении валов получили следующие виды наплавки: в среде углекислого газа, вибродуговая в различных защитных средах и под флюсом. Эти процессы применяют преимущественно при износах более 0,5 мм. Для восстановления поверхностей, работающих в условиях неподвижных сопряжений, широко распространена электроконтактная приварка металлического слоя (ленты, проволоки).
При износе неподвижных поверхностей до 0,2мм эффективно электромеханическое высаживание и выглаживание. Восстановление деталей этим способом не требует дополнительного материала, а при выглаживании поверхности происходит упрочнение поверхностного слоя, повышается износостойкость и усталостная прочность.
Гальванические процессы применяются только при массовом восстановлении однотипных деталей.
Восстановление гладких валов и осей рекомендуется по трем техноло-гическим маршрутам. По первому маршруту восстанавливают наплавкой с последующей механической и термической (при необходимости) обработкой детали со значительным износом; по второму маршруту — детали, для которых целесообразно применение электроконтактной приварки ленты или проволоки; по третьему — детали, для которых технически возможно применение электромеханической обработки. При этом поверхности деталей со значительным износом (резьбы, шпоночные пазы) при восстановлении их по второму и третьему маршрутам восстанавливают наплавкой.
На шлицевых валах наряду с устранением дефектов, характерных для гладких валов, необходимо восстанавливать шлицевые поверхности. Наиболее широко для восстановления шлицевых поверхностей применяют дуговую наплавку. Технологический процесс включает операции наплавки, нормализации, токарной обработки, фрезерования, термической обработки и шлифования.
Технология трудоемка и не всегда экономически выгодна. Шлицевые поверхности могут быть восстановлены электроконтактной приваркой металлических полос. При небольших износах для восстановления шлицевых валов рекомендуется холодное пластическое деформирование.
При износе шлицев по толщине до 0,5 мм на их нерабочей наружной поверхности холодным пластическим деформированием на гидравлическом прессе с помощью шлиценакатной головки формируют технологическую канавку. Металл, вытесненный из канавки, заполняет боковую изношенную поверхность зуба и увеличивает наружный диаметр вала, обеспечивая минимально необходимый припуск для механической обработки шлицевой поверхности.
Если износ шлицев по толщине составляет 0,5…1,2 мм, тогда на их наружной поверхности наплавляют валики металла и осаживают на гидравлическом прессе с помощью шлиценакатной головки. При осадке наплавленные на зубья валики внедряются в основной металл, увеличивая ширину зубьев до необходимых размеров в целях получения припуска на механическую обработку.
При износе шлицев по толщине более 1,2мм наплавляют их боковые и наружные поверхности и подвергают механической обработке без деформирования.
Ремонт зубчатых колес
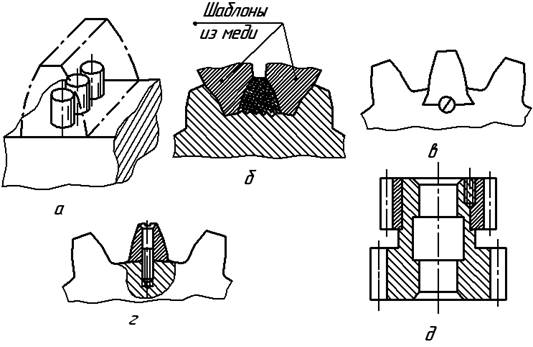
Рис.1 Методы ремонта зубьев зубчатых колес.
а – установка шпилек на резьбе с последующей обваркой по шаблону. б – наплавка зуба в медных шаблонах. в – установка зуба в паз и креплением штифтами. г – крепление зуба к ободу винтами. д – замена зубчатого венца с креплением штифтами.
Зубчатые колеса при эксплуатации подвергаются воздействию значительных изгибающих, контактных и ударных нагрузок, часто работают в условиях загрязнения масла почвенной пылью. Более интенсивному изнашиванию подвержены зубчатые колеса непостоянного зацепления — переключаемые шестерни коробок передач, изнашиваются преимущественно торцы зубьев. Торцовый износ подлежащих восстановлению зубчатых колес составляет 1,2…6 мм; износ зубьев по толщине в некоторых случаях составляет 1,2 мм.
На ремонтных предприятиях наибольшее распространение получили следующие способы восстановления зубчатых колес: наплавка торцов зубьев и горячая объемная штамповка.
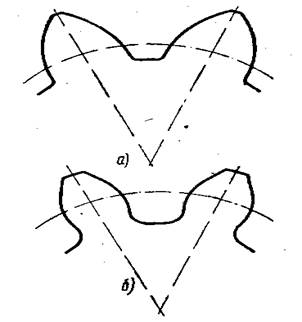
Форма зубьев шестерен:
а — нормальных, б — коррегированных.
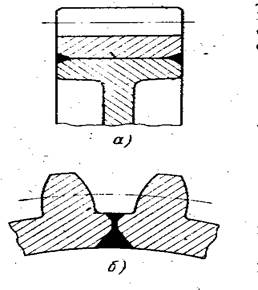
Рис .Наварка зубчатого венца:
а — установка обода, б — расположение сварного стыка.
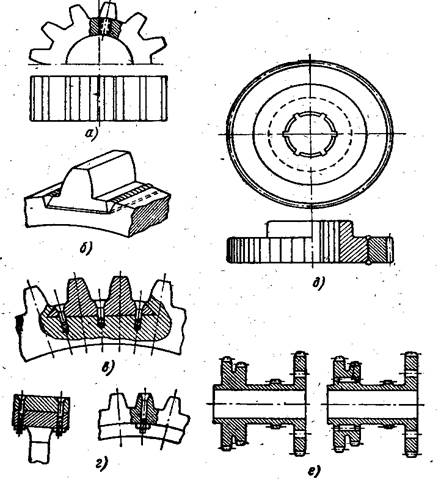
Восстановление сломанных зубьев:
а — с креплением винтами, б — с обваркой, в — на резьбе г — при помощи болта,
д — насадка зубчатого венца с приваркой, е — насадка венцов на блок на шпонках или на шлицах
Разработанные отверстия в ступицах зубчатых колес механизмов передвижения и поворота разрешается исправлять наплавкой с последующей обработкой до необходимого посадочного размера.
Червячные передачи. В червячных передачах бронзовый венец червячного колеса изнашивается значительно быстрее, чем стальной червяк. Для ремонта червячного колеса с изношенным венцом снимают изношенный и напрессовывают новый венец. Для этого вывинчивают или высверливают винты, фиксирующие венец на ободе колеса. Венец распрессовывают с обода в сторону меньшего наружного диаметра обода или стачивают на токарном станке. Из бронзы марки, соответствующей ранее использованной, вытачивают заготовку венца. Новую заготовку напрессовывают на обод колеса и фиксируют на нем винтами так же, как был фиксирован снятый венец, после чего на зубофрезерном станке нарезают новые зубья.
|
из
5.00
|
Обсуждение в статье: ТЕХНОЛОГИЯ РЕМОНТА ДЕТАЛЕЙ СУДОВОГО ВАЛОПРОВОДА |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы