 |
Главная |


ЭКСПЕРТНАЯ СИСТЕМА В ОБЛАСТИ АВТОМАТИЧЕСКОЙ СБОРКИ ИЗДЕЛИЯ В МАШИНОСТРОЕНИИ
|
из
5.00
|
КУРСОВОЙ ПРОЕКТ
по учебной дисциплине
«Разработка САПР»
НА ТЕМУ:
ЭКСПЕРТНАЯ СИСТЕМА В ОБЛАСТИ АВТОМАТИЧЕСКОЙ СБОРКИ ИЗДЕЛИЯ В МАШИНОСТРОЕНИИ
Выполнил: Горский А. В.
Группа: РК6 - 111
Преподаватель: Божко А. Н.
Москва, 2015
Содержание
1 Введение. 3
2 Основные сведения. 4
3 Обзор предыдущих работ в области выбора оптимальной сборки изделия в машиностроении. 7
3.1 Поиск оптимальной сборки изделия с помощью базы знаний. 7
3.2 Выбор рациональной последовательности сборки изделия на основе гиперграфа механических связей. 10
4 Поиск рациональной последовательности сборки изделия на основе предпочтений 12
1 Введение
Машиностроение призвано полностью оснастить все отрасли народного хозяйства новой высокоэффективной техникой, способствующей достижению более высокого уровня производительности труда. В структуре технологических процессов производства изделий машиностроения наибольшие затраты располагаются на операциях резанья и сборки. Трудоемкость узловой и общей сборки составляет в среднем около 30% всей трудоемкости изготовления машин.
Для уменьшения затрат на сборочных операциях применяют различные походы, среди которых: механизация и автоматизация производства, повышение точности изготовляемых деталей, оптимальной последовательности сборки изделия. Последний подход имеет существенное преимущество над остальными, так как не требует дополнительных денежных затрат, а также значительных изменений в производстве. Выбор той или иной последовательности заключается с практической точки зрения. На пример вначале должны следовать более тяжелые, габаритные или точные детали.
Целью данной работы является изучение метода выбора оптимальной последовательности сборки, на основе относительного предпочтения деталей друг с другом. Это позволяет абстрагироваться от конкретной области машиностроения.
2 Основные сведения
Сборка – часто завершающая стадия производства изделия, характеризующаяся сложностью и разнообразием выполняемых операций, высокой трудоемкостью и стоимостью [6].
Исходные данные для разработки технологического процесса следующие: сборочные чертежи изделия в целом и отдельных его узлов со спецификациями и чертежами деталей; технические условия (технические требования) на изделия и узлы; объем (количество) собираемых изделий с указанием срока их выпуска; производственные условия выполнения сборочных работ.
Последовательность разработки процесса сборки:
1. Устанавливают целесообразную организационную форму оборки, определяют такт и ритм сборки в зависимости от объема сборки.
2. Проводят изучение изделия, технологический контроль-анализ сборочных и рабочих чертежей деталей и технических условий (технических требований) с позиций отработки технологичности.
3. Проводят размерный анализ собираемых изделий и устанавливают рациональные методы обеспечения требуемой точности замыкающих звеньев сборочных размерных цепей.
4. Составляют схемы общей и узловых сборок изделия. Определяют целесообразную степень разбиения изделия на сборочные единицы (узлы) и последовательность соединения всех единиц сборки и деталей.
5. Разрабатывают технологический процесс сборки. При необходимости его расчленяют на несколько операций. Устанавливают содержание операций и технологические режимы сборки. Определяют наиболее производительные, экономичные способы соединения, проверки положения и фиксации составляющих изделие сборочных единиц и деталей, включая методы контроля и испытания изделия.
6. Устанавливают (разрабатывают) необходимое оборудование и оснастку (приспособления, инструмент).
7. Выполняют нормирование сборочных операций.
8. Оформляют технологическую документацию.
Изучение собираемого изделия завершается разбиением его на сборочные единицы (узлы) и составлением технологических схем сборки. Разбивка изделия на сборочные единицы и составление схем сборки являются начальными и ответственными этапами в разработке технологии сборки.
Технологические схемы сборки – это графическое изображение соответствующих сборочных единиц и деталей, представленных в порядке их монтирования (установки) в собираемую машину. Возможны различные варианты составления схем сборки. Рассмотрим
один из них.
Графически на схемах сборки (рис.1) элементы изделия (детали, сборочные единицы) изображаются в виде прямоугольников, разделенных на три части, в которых вписываются наименование, номер позиции и количество элементов. Обозначение деталей принимается в соответствии со сборочными чертежами и спецификациями. Для обозначения сборочной единицы проставляют буквы "Сб." и номер базовой детали. Перед обозначением сборки ставится номер сборочной единицы соответствующего порядка.

Рис. 1. Технологические схемы сборки:
а – общей; б – узловой (сборочной единицы)
Технологические схемы сборки на одно и тоже изделие можно составить в нескольких вариантах, которые будут отличаться структурой и последовательностью комплектования сборочных элементов. Принятый вариант зависит от организационной формы сборки. Правильность составления схем сборки проверяется разборкой изделия.
Технологический процесс сборки изделия в его окончательном виде предопределяется типом производства, т.е. объемом выпуска собираемых изделий, трудоемкостью сборки и организационными формами сборки. При больших объемах сборки разрабатывают технологический процесс подробно и с возможно большей дифференциацией сборочных операций. При малом объеме выпуска ограничиваются составлением маршрута (последовательности) сборочных операций. Сборочные операции проектируют на основе схем сборки.
Содержание сборочных операций следует устанавливать так, чтобы на каждом рабочем месте выполнялась однородная и технологически законченная операция, причем при поточном методе трудоемкость операции должна быть равна или несколько меньше такта сборки, либо кратна ему.
Также в процесс сборки включаются операции подготовительные, пригоночные и регулировочные работы, которые необходимы для создания точного соединения деталей.
3 Обзор предыдущих работ в области выбора оптимальной сборки изделия в машиностроении
За прошедшие десятилетия было разработано множество методов в данной области, показывающие не плохие результаты в определенных областях машиностроения. Далее будут рассмотрены некоторые из них.
3.1 Поиск оптимальной сборки изделия с помощью базы знаний
Метод предполагает сравнение некоторой схемы сборки со схемами, располагающимися в базе знаний [2]. Если находится совпадение, то выдвигается предположение как наилучшим образом собрать конкретный узел. Для оперирования сборкой в системе ее преобразовывают к графу.
SBARM (connection-semantics-based assembly relational model) - неориентированный граф, сочетающий геометрическую информацию деталей, а также их отношения друг с другом. Для сборки SBARM граф обозначается, как < P, C, M>, где:
- P множество вершин, соответствующих не соединительным деталям (вал).
- С множество вершин, соответствующих соединительным деталям (болт).
- M множество ребер, отвечающих за соединительные операции. Они описывают тип соединения и направление движения для соединения деталей.
CSBAT (connection-semantics-based assembly tree) – дерево, которое содержит геометрическую информацию деталей, а также их отношения друг с другом. Листья этого дерева представляют детали сборки. Оставшиеся узлы являются операциями, которые требуются выполнить для соединения деталей. Строится оно на основе SBARM и представляет из себя последовательность сборки узла. На рис. 3. Представлено CSBAT дерево, а также его граф SBARM для сборки.
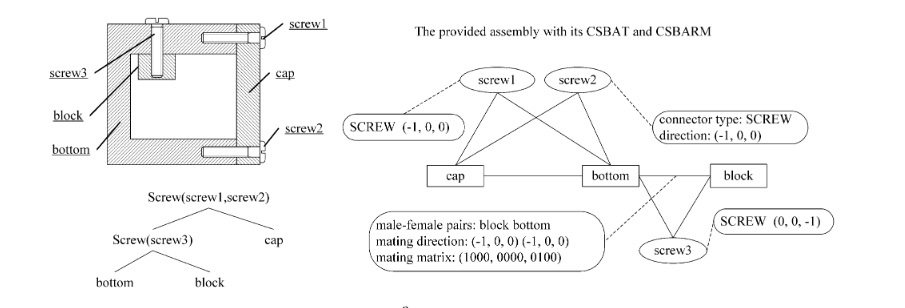
Рис.3. дерево CSBAT и граф SBARM для сборки
Работа метода выполняется в несколько шагов:
1. Генерация SBARM графа на основе сборки.
2. Создание оптимальных CSBAT деревьев на основе SBARM дерева. Выбор основывается на последовательности однотипных операций, удобстве установки, точности изготовления [2].
3. Сравнение полученных деревьев с базой знаний располагающейся в системе. База делится на две области: сборка стандартных деталей и сборка типовых деталей для конкретной области в машиностроении.
3.1 Сравнение с типовыми сборками. При совпадении получаем оптимальную последовательность сборки для конкретного узла и переходим к п. 4.
3.2 Сравнение со стандартными сборками. При совпадении получаем оптимальный маршрут сборки для конкретного узла и переходим к п. 4.
3.3 Создание маршрута сборки узла на основе геометрических параметров.
4. Запрос на включение полученной последовательности сборки в одну из областей базы знаний. Это позволит системе обучатся под конкретные требования предприятия.
5. Объединение последовательностей сборки для каждого из узлов для получения единого маршрута.
На рис. 4. представлена структура работы данного метода.
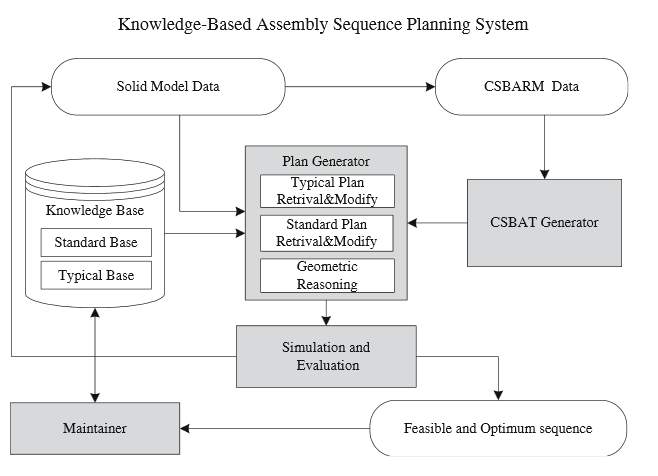
Рис.4. Структура системы выбора рациональной сборки изделия, основанной на базе знаний
Данный подход позволяет сократить временные расходы создания оптимальной последовательности сборки, основываясь только на геометрических данных. Недостатком является наполнения базы знаний, а также хранения и сравнения CSBAT деревьев. Так как с ростом числа деталей на производстве, происходит значительный рост оптимальных деревьев CSBAT в базе знаний.
3.2 Выбор рациональной последовательности сборки изделия на основе гиперграфа механических связей
Для решения поставленной задачи автор впервые предложил использовать
гиперграф механических связей [3]. Он формируется по следующим правилам: вершины гиперграфа описывают детали технической системы, а гиперребра представляют минимальные по составу геометрически определенные группировки деталей. Геометрически определенным называется такое подмножество деталей, взаимное положение которых полностью определено. Подмножество называется минимальным, если изъятие из его состава любой детали нарушает свойство геометрической определенности. На рис.5 изображен фрагмент гиперграфа механических связей.
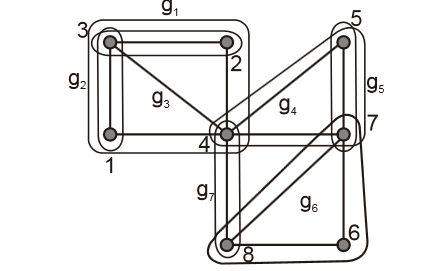
Рис.5. фрагмент гиперграфа механических связей
С помощью данной модели можно представить любую последовательность сборки для конкретного изделия. Естественным математическим описанием сборочной операции является стягивание гиперребра кратности два. Такую кратность имеют гиперребра, объединяющие две вершины. В результате стягивание граф упрощается и уменьшается кратность инцидентных гиперребер. Последовательность стягиваний вершин является последовательность сборки изделия.
В работе [3] приоритет стягивания вершины может зависеть от ряда критериев, таких как масса, свобода доступа, соответствие с конструкторской размерной цепью и.т.д.
Для выбора оптимальной последовательности сборки из множества конструктивно реализуемых можно использовать методы, которые получили развитие в теории группового принятия решений [3]. В теории группового принятия решений рассматривается задача агрегирования индивидуальных предпочтений в единое, групповое предпочтение.
4 Поиск рациональной последовательности сборки изделия на основе предпочтений
Данный метод заключается в построении матрицы предпочтений на основе сборки изделия, и базы знаний. Основной операцией выполняемой над деталями, является поиск их взаимного отношения.
Отметим свойства, которыми может обладать бинарное отношение:
1. Рефлексивности: каждый имеющийся вариант предпочтительнее (не хуже) себя самого.
2. Симметричность: если вариант А предпочтительнее варианта В, то и вариант В предпочтительнее варианта А.
3. Асимметричность: если вариант А предпочтительнее варианта В, то вариант В не является более предпочтительным, чем вариант А.
4. Транзитивность: если вариант А предпочтительнее варианта В, а вариант В, в свою очередь, предпочтительнее варианта С, то вариант А предпочтительнее варианта С.
Бинарное отношение, обладающее свойствами рефлексивности, симметричности и транзитивности, называется отношением эквивалентности
и обозначается символом ~. Бинарное отношение, обладающее свойствами рефлексивности и транзитивности, но не обладающее свойством симметричности, называется отношением предпорядка и обозначается символом ~. Бинарное отношение, обладающее свойствами рефлексивности и асимметричности, называется отношением строгого предпорядка и обозначается символом >.
Матрица предпочтений M может быть построена для любого бинарного отношения (не обязательно отношения предпорядка), в частности, для отношения эквивалентности и отношения строгого предпорядка. Если существует отношение xi > xj , то в ячейке матрицы Mij = 1, а Mji = 0. При отношении эквивалентности обе ячейки равны единице.
Так как рациональная последовательность сборки узла в некоторых случаях может отличаться, вводится вероятность исполнения предпочтения. Тем самым, в ячейках матрица располагаются величины в диапазоне [0; 1].
Структуру метода можно разбить на четыре части: CAD система, блок анализа, база знаний, блок ограничений, таблица предпочтений. На рис.6 изображена ее графическое представление.

Рис.6. Структура метода на основе предпочтений
CAD система предоставляет геометрические данные деталей изделия, а также отношения между ними. На основе этих данных необходимо распознать тип детали (вал, подшипник).
База знаний представляет набор правил описывающих, правильную последовательность сборки типовых деталей в машиностроении и его вероятность достоверности. Например, сначала устанавливается подшипник в корпус, затем вал. Набор этих правил располагается в таблице 1.
Таблица 1. Часть списка правил сборки типовых узлов.
| № | Описание узла | Последовательность сборки |
| Разъемное соединение | соединение деталей — болт | |
| Разъемное соединение | соединение деталей — шпилька — шайба — гайка | |
| Разъемное соединение | соединение деталей — болт — шайба — гайка | |
| Неразъемное соединение | корпус — втулка | |
| Установка стопора | соединение деталей — болт — гайка — гайка | |
| Установка стопора | соединение деталей — болт — гайка — винт | |
| Установка стопора | соединение деталей — болт — шплинт — гайка | |
| Посадка вал корпус | вал — шпонка — корпус | |
| Прессование деталей | деталь — деталь | |
| Установка втулочной муфты | валы — шпонки — муфта | |
| Установка втулочной муфты | вал — муфта — вал — штифт — штифт | |
| Установка втулочной муфты | Валы — установка шпонок — компенсаторные кольца — муфта — болты — гайки | |
| Установка фланца | валы — фланцы — болты — гайки | |
| Установка фланца | валы — шпонки — фланцы — стопорное кольцо — болт — гайка | |
| Установка подшипника | корпус — подшипник — вал | |
| Установка оси | корпус — ось — шайба — винт | |
| Установка пальца | корпус — палец — поршень — корпус |
Анализатор на основе выделенных деталей из сборки и правил предпочтения, описанных в базе знаний, строит матрицу предпочтений.
Блок ограничений используется для применения всех необходимых критериев выбора оптимальной последовательности сборки. Эти критерии напрямую воздействуют на матрицу предпочтений, тем самым создавая необходимую последовательность.
Данный метод существенно отличается от остальных, так как оперирует стандартными узлами. Это позволяет абстрагироваться от конкретной области машиностроения и гибко добавлять необходимые критерии выбора в модель. Также вследствие того, что между не которыми узлами не может быть отношений предпочтения. Невозможно построить итоговый маршрут сборки изделия. Для преодоления этого не достатка не обходимо, либо дополнить базу знаний необходимыми правилами, либо добавить новые критерии в блок огрничений.
5 Вывод
В этой работе был рассмотрен поиск рациональной последовательности сборки изделия на основе предпочтений. При дальнейшем развитии данного подхода можно добиться существенных результатов, так как уменьшается вычислительная сложность алгоритма, из-за отказа от перебора всевозможных вариантов сборки.
Следующим развитием в этой области является создание и наполнение базы знаний всеми необходимыми правилами в системе NX. Разработка классификатора ответственного за распределение всех деталей сборки на стандартные классы. А также разработка поддержки различных критериев поиска.
6 Список литературы
1. Новиков М.П. Основы технологии сборки машин и механизмов. – 5-е изд., испр. – М.: Машиностроение, 1980.
2. Tianyang D. A knowledge-based approach to assembly sequence planning. – Springer-Verlag London, 30 May 2006.
3. Божко А.Н. Выбор рациональной последовательности сборки изделия. – Наука и образование: электронное научное-техническое издание, №7, 2010
|
из
5.00
|
Обсуждение в статье: ЭКСПЕРТНАЯ СИСТЕМА В ОБЛАСТИ АВТОМАТИЧЕСКОЙ СБОРКИ ИЗДЕЛИЯ В МАШИНОСТРОЕНИИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы