 |
Главная |


Условия работы конструкции
|
из
5.00
|
СОДЕРЖАНИЕ
Ведение........................................................................................................3
1 Общая часть............................................................................................7
1.1 Описание конструкции......................................................................7
1.2 Условия работы конструкции.........................................................10
1.3 Выбор материала................................................................................10
1.4 Описание метода сварки...................................................................11
2 Расчетная часть…………………………………………………….....12
2.1 Теоретическое обоснование метода расчета……………………..12
2.2 Схема данной колонны……………………………………………..12
2.3 Расчёт швеллера……………………………………………………..14
2.4 Определение расстояния между планками………………………15
2.5 Определение расстояния между ветвями………………………...15
2.6 Проверочный расчет………………………………………………...16
2.7 Расчёт размеров соединительных планок……………………..…17
2.8 Расчет базы…………………………………………………………...18
3 Технологическая часть…………………………………………....….19
3.1 Анализ технологии…………………………………………………..19
3.2 Технические условия на изготовление……………………………20
4 Список литературы…………………………………………………...21
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ТК. 25. ПЗ |
Николай Гаврилович Славянов
Николай Гаврилович Славянов родился 5 мая 1854 г. в сельце Никольское Заданское уезда Воронежской губернии в дворянской семье.
Его отец, кавалер ордена Святого Станислава III степени – Гавриил Николаевич Славянов был военным.
В семье Г.Н. Славянова было восемь сыновей и три дочери. Старший сын – Николай закончил в 1872 г. с золотой медалью Воронежскую гимназию и в том же году поступил в Санкт-Петербургский Горный Институт Императрицы Екатерины II.
Уже в институте проявились выдающиеся инженерные способности Николая Гавриловича. Все его проекты отличались тщательной и глубокой проработкой вопросов, оригинальностью предлагаемых решений.
В июне 1877 г. Н.Г. Славянов окончил институт с отличием получив звание Горного Инженера.
После окончания института Славянов назначается по распоряжению Главного Начальника Уральских заводов от 22 июня 1877 г. на Воткинский казенный горный завод для практических занятий на один год. С 1 мая 1878 г. его определяют смотрителем механического и токарного цехов.
27 ноября 1881 г. приказом по Гоному ведомству Н.Г. Славянов командирован на частные Омутнинские заводы братьев Пастуховых на должность инженера для технических занятий.
На Омутнинских заводах Славянов проработал два года и был приглашен в Пермь Горным начальником А.М. Афросимовым, хорошо знавшего Николая Гавриловича по совместной работе на Воткинском заводе. С 22 ноября 1883 г. он был назначен на должность управляющего механических и орудийных фабрик. Вся дальнейшая деятельность Славянова неразрывно связана с пермскими пушечными заводами. В 1888 г. он был назначен помощником горного начальника, а с 18 января 1893 г. утвержден горным начальником.
Занимаясь на Пермских заводах решением конкретных производственных задач, Н.Г. Славянов в сравнительно короткий срок проявил свой организаторский талант и в 1885 г. был награжден за “отлично - усердную службу орденом св. Станислава II”. С 28 мая по 28 сентября 1885 г.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ТК. 25. ПЗ |
Мировую известность принесли Славянову изобретения, связанные с практическим применением электричества в металлургическом и машиностроительном производствах.
На основе построенной Н.Г. Славяновым динамо-машины на 300А при 60В, была создана электростанция, и с 6 декабря 1886 г. Пермские пушечные заводы одним из первых в России освещались электричеством.
История сварки
В 1802 году впервые в мире профессор физики Санкт-Петербургской медико-хирургической академии В.В.Петров (1761-1834гг.) открыл электрическую дугу и описал явления, происходящие в ней, а также указал на возможность её практического применения. В 1881 году русский изобретатель Н.Н.Бенардос (1842-1905гг.) применил электрическую дугу для соединения и разъединения стали. Дуга Н.Н. Бенардоса горела между угольным электродом и свариваемым металлом. Присадочным прутком для образования шва служила стальная проволока. В качестве источника электрической энергии использовались аккумуляторные батареи. Н.Н. Бенардосом были открыты и другие виды сварки: контактная точечная сварка, дуговая сварка несколькими электродами в защитном газе, а также механизированная подача электрода в дугу.
В 1888 году русский инженер Н.Г.Славянов (1854-1897гг.) предложил дуговую сварку плавящимся металлическим электродом. Он разработал научные основы дуговой сварки, применил флюс для защиты металла сварочной ванны от воздействия воздуха, предложил наплавку и сварку чугуна. Н.Г.Славянов изготовил сварочный генератор своей конструкции и организовал первый в мире электросварочный цех в Пермских пушечных мастерских, где работал с 1883 по 1897г. Н.Н.Бенардос и Н.Г.Славянов положили начало автоматизации сварочных процессов.
В 1928 году учёный Д.А. Дульчевский изобрёл автоматическую сварку под флюсом.
Новый этап в развитии сварки относится к концу 30-ых годов, когда коллективом института электросварки АН УССР под руководством академика Е.О.Патона был разработан промышленный способ автоматической сварки под флюсом. В 1949 году разработка и внедрение электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины. В 1952 году внедрена полуавтоматическая сварка в углекислом газе.
Сварка – это процесс получения неразъемных соединений по средствам установлення межатомных связей между свариваемыми частицами при их местном и общем нагреве или пластической деформации или совместных действий того и другого.
Сварка является одной из несущих технологических процессов обработки металлов. Большие преимущества сварки её широкое применение в народном хозяйстве: без сварки практически невозможно производство мостов, колонн, самолетов, автомобилей и других конструкций.
Сварка во многих случаях заменила такие трудоёмкие процессы изготовления конструкций, как клёпка и литьё, соединение на резьбе и ковка. Преимущество сварки перед этими процессами следующие:
• экономия метала, удешевление оборудования
• уменьшение трудоёмкости работ, сокращение сроков работ и уменьшение их стоимости
• возможность механизации и автоматизации сварочного процесса
• возможность использования наплавки для восстановления изношенных деталей
• уменьшение производственного шума и улучшение условий труда рабочих
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ТК. 25. ПЗ |
Все существующие способы сварки могут быть разделены на две основные группы:
1. Сварка давлением ( контактная газопрессовая, трением, холодная, ультразвуковая);
2. Сварка плавлением ( газовая, электродуговая, электрошлаковая, электронно – лучевая);
Типы сварных конструкций
В наше время существует два основных вида конструкций – это машиностроительные конструкции и строительные конструкции.
К первым относятся судостроительные конструкции, авиационные конструкции – фюзеляжи, корпуса и т.д., детали корпусов автомобилей.
К строительным конструкциям относят: сварные балки, сварные колонны, сварные фермы и различные решетки монтажных конструкций.
Сварные конструкции имеют ряд преимуществ а именно: проще, экономичней, надежней, скорость, прочность, возможность изготовить любую конструкцию, возможность применять сортовой прокат, возможность демонтирование конструкций с монтажом на месте сборки, возможность учитывать при изготовление высокие нагрузки и температуру. При изготовление строительных конструкций применяют уголки, швеллера, двутавры, полосовую сталь листовую и гнутый прокат. Часто данные изделия не подвергаются дополнительной механической обработке.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ТК. 25. ПЗ |
Фермой Называются балки со сквозной стенкой. В сварных балках по мере увеличения длины пролета увеличивается и их высота, что приводит к увеличению веса материала вертикальной стенки, которая является сравнительно слабо нагруженным элементом. Это является особенностью распределению напряжения в балке со сплошной стенки при изгибе. По схеме закрепления решетки различают фермы с треугольной и раскосной решеткой.
Колоннами называют высокие вертикальные опоры. Они применяются в качестве промежуточных опор, перекрытий больших пролетов, каркасов зданий, опор эстакад, трубопровод, рабочих площадок.
В зависимости от условий передачи нагрузок различают центрально-сжатые и внецентрено-сжатые колонны.
ОБЩАЯ ЧАСТЬ
Описание конструкции
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ТК. 25. ПЗ |
Нижняя часть колонн имеет опорную плиту, передающую на грузку на фундамент.
Сварные колонны применяются в опорах промышленных зданий, в машиностроении, в столбах линий электропередач, в строении башен и другое.
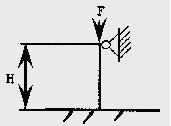
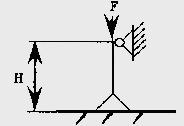
1) В зависимости от типа нагрузок бывают: -Центрально – сжатые (рис.4 А) (работают на устойчивость) -Вне центрально – сжатые (рис.4 B) (работают на устойчивость и изгиб)
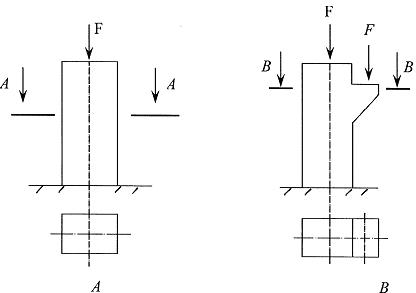
Рисунок 1 – схемы нагрузок колонн
Центрально – сжатая колонна воспринимает продольную силу, приложенную по оси центра тяжести колонны, и вызывает в ней сжатие по всей длине площади поперечного сечения.
Внецентрально – сжатая колонна кроме осевой силы воспринимает изгиб от момента создающего внецентральным (сжатым) приложением силы.
2)По виду поперечного сечения:
Колонны со сплошным сечением выполняются высотой 5-6 метров и несут небольшие нагрузки.

| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ТК. 25. ПЗ |
Сварные колонны со сквозным сечением выполняются из двух или трёх ветвей, соединённых между собой соединительными планками. Такие колонны могут быть высотой свыше 6 метров и воспринимать большие нагрузки.
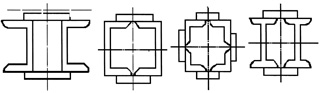
Рисунок 3 – сечение сквозных колонн
Конструкция колонны
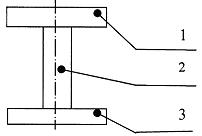
Рисунок 4 – Центрально-сжатая колонна
1. Оголовок – служит опорой, на которую опирается конструкция, нагружающая колонну.
2. Стержень – основной несущий элемент колонны передаёт нагрузку от оголовка к базе.
3. База – передаёт нагрузку от стержня к фундаменту, и служит для закрепления колонны на фундаменте.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ТК. 25. ПЗ |
Таблица №1 – приведенная длина колонны
| Схема закрепления | 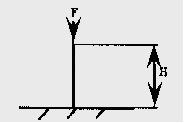 2H
2H
|  0.7H
0.7H
|  H
H
| 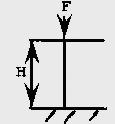 0.5H
0.5H
|
| Приведённая длина LПРИВ |
LПРИВ – приведённая длина зависит от схемы закрепления стержней
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ТК. 25. ПЗ |
Условия работы конструкции
В данном проекте предложено сконструировать колонну: H=5м, F=80 т.с, сталь – 10ХСНД
Выбор материала
Для производства сварной колонны согласно заданным условиям работы, материал должен обладать твердостью, повышенной прочностью жесткостью и устойчивой к коррозии. Поэтому выбираем Марку стали: 10ХСНД. Классификация: Сталь конструкционная низколегированная для сварных конструкций. Применение: элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от —70 до 450 °С
Таблица №2 – Химические свойства стали 10ХСНД
в процентах
| C | Si | Mn | Cu` | Cr | Ni | S | N | P | As |
| не более | |||||||||
| до 0,12 | 0,8– 1,1 | 0,5– 0,8 | 0,4– 0,6 | 0,6 – 0,9 | 0,5– 0,8 | 0,04 | 0,008 | 0,035 | 0,08 |
|
из
5.00
|
Обсуждение в статье: Условия работы конструкции |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы