 |
Главная |


Технологический процесс изготовления заготовки
|
из
5.00
|
1.1 Характеристика литейного производства
Литейное производство – это отрасль машиностроения, занимающаяся изготовлением заготовок и деталей путем заливки расплавленного металла в форму, полость которой имеет конфигурацию заготовки (детали).
Заготовка или деталь, полученная методом литья, называется отливка.
Отливки изготавливаются из чугуна, стали, сплавов цветных металлов, которые должны иметь определенные литейные свойства: жидкотекучесть, усадку, склонность к образованию трещин, газовых раковин, пористости и др.
Жидкотекучесть – это способность сплавов в расплавленном состоянии заполнять полость формы и точно воспроизводить контуры отливки.
Усадка – свойство литейных сплавов уменьшаться в объеме при затвердевании и охлаждении.
Большую часть отливок различной сложности получают в разовых песчано-глинистых литейных формах. Преимуществами этого способа являются универсальность форм и низкая себестоимость. К недостаткам относятся низкая точность размеров отливок и большая шероховатость поверхности, что увеличивает объем последующей механической обработки отливки; неблагоприятные условия труда из-за загазованности и запыленности литейного цеха.
Отливки с более высокой точностью размеров и чистотой поверхности по сравнению с отливками, получаемыми в песчано-глинистых формах, изготавливают специальными способами литья: в металлические и оболочковые формы, по выплавляемым моделям, под давлением, центробежным литьем и другими способами.
Литейные формы могут быть разовыми и многократными и иметь одну или несколько плоскостей разъема или не иметь вовсе.
Технологическая схема производства отливок состоит из следующих основных этапов:
1) разработка технологии изготовления отливки;
2) проектирование и изготовление литейной оснастки;
3) изготовление литейной формы и стержней;
4) расплавление металла и заливка его в форму;
5) затвердевание и охлаждение отливки;
6) освобождение отливки от формы и стержней;
7) очистка и обрубка отливки;
8) контроль качества отливки
1.2 Литейная оснастка
Литейная оснастка – это комплект приспособлений для изготовления отливок, в который входят модель отливки, модели элементов литниковой системы, модельные плиты, стержневые ящики, опоки и др.
Часть оснастки, включающая все приспособления, необходимые для образования рабочей полости литейной формы при ее формовке, называется модельным комплектом.
Полный комплект оснастки, необходимый для получения разовой формы, называется формовочный комплект.
1.2.1 Модель отливки
Модель отливки – это копия отливки, отражающая ее внешние очертания, размер которой больше отливки на величину усадки сплава и служит для образования отпечатка в литейной форме, соответствующего наружной конфигурации и размерам отливки. Также, в отличие от отливки, модель имеет выступы, называемые стержневыми знаками. Стержневые знаки модели создают в форме углубления для установки стержней.
Модели простых отливок обычно неразъемные, а сложных – разъемные и изготавливаются из древесины, металлических сплавов, пластмассы и некоторых других материалов (рис. 3).
При изготовлении форм на машинах вместо моделей используют модельные плиты. Модельная плита- это металлическая плита, на которой укреплены металлические модели отливок и модели литниковой системы.
1.2.2 Стержни
Стержень, являясь элементом литейной формы, служит для образования отверстий и полостей в отливке и состоит из рабочей части, образующей поверхность отливки, и знаков, которые крепят стержни в форме.
Изготавливают стержни из специальных стержневых смесей в стержневых ящиках из древесины, металлических сплавов, пластмассы. Стержневой ящик обычно состоит из двух частей. Рабочая полость ящика изготавливается в соответствии с конфигурацией отверстий в отливке и стержневых знаков.
1.2.3 Литниковая система и ее модели
Для заливки металла, выхода газов, отделения неметаллических включений и контроля заливки форма имеет систему каналов, которая называется литниковой системой. Литниковая система состоит из следующих элементов (рис. 1):
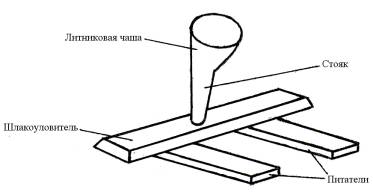
Рис. 1. Литниковая система
1) литниковая чаша – служит для смягчения удара струи жидкого металла, выливаемого из ковша, и частичного задержания шлака;
2) стояк – конический канал круглого сечения;
3) шлакоуловитель – канал трапециевидного сечения, служащий для улавливания шлака и частиц формовочной смеси, попавших в стояк из литниковой чаши;
4) питатели – каналы, подводящие жидкий металл к полости формы;
5) выпор – вертикальный канал, служащий для отвода газов из формы и контроля заполнения формы металлом.
 Модель
Модель
 Стержневой ящик
Стержневой ящик
Литейную форму состоящую из двух полуформ, изготавливают в такой последовательности: на подмодельную плиту (1) устанавливается первая половина модели (2), ставится опока (3), засыпаем песчано-глинистую смесь (4), утрамбовываем, излишки снимаем линейкой, прокалываем отверстие душником, для облегчения выхода газов, накрываем второй подмодельной плитой (5) и переворачиваем, первую подмодельную плиту снимаем, по центрирующем выступам устанавливаем вторую половину модели, устанавливаем вторую опоку (6), устанавливается модель литника (7), модели выпоров (8) и засыпаем сверху песчано-глинистую смесь (9), утрамбовываем, верхнюю полуформу снимаем, удаляем модель литника, удаляем модели выпоров, из полуформ аккуратно вынимаются обе половинки модели, по стержневым знакам устанавливаются стержень (10), полость покрываем антипригарной краской, форму собирают, она готова к заливке.

Рис.2

Рис.3

Рис.4
Жидкий сплав заливают в литниковую чашу, затем через стояк сплав поступает в шлакоуловитель и дальше через питатели – в полость формы. Шлакоуловитель расположен выше питателя.
В зависимости от марки сплава, конструкции изделия литниковая система может быть различной. Так, подвод металла может осуществляться и в горизонтальной плоскости и в вертикальной, шлакоуловитель может быть прямым и кольцевым.
В процессе заливки, во избежание брака, литниковая система должна быть вся заполнена металлом, перерыв в струе металла приводит к засасыванию воздуха и шлака. По этой причине по ходу металла принимают постепенное уменьшение площадей поперечного сечения стояка, шлакоуловителя и питателя. При этом металл отстаивается в шлакоуловителе и неметаллические включения всплывают к потолку шлакоуловителя.
Каналы литниковой системы выполняются по особым моделям, которые представляют собой набор деревянных брусков различного размера и сечения.
1.2.4 Опоки
Опоки – это жесткие деревянные или металлические рамки различной формы. Они служат для удержания формовочной смеси, образующей литейную форму как при ее изготовлении и транспортировке, так и при последующей заливке и охлаждении отливки.
Опока, с уплотненной формовочной смесью и отпечатком от модели, называется полуформой, если модель разъемная, и формой, если модель неразъемная.
Если формовку выполняют в двух опоках, то для предотвращения смещения полуформ, опоки скрепляют, для чего на их стенках снаружи предусматриваются специальные приспособления (скобы, втулки со штырями и др.).
1.3 Формовочные и стержневые смеси
Для изготовления песчано-глинистой формы используют специальные формовочные смеси.
По применению формовочные смеси разделяют на облицовочные, наполнительные и единые (общие).
Облицовочная смесь при формовке наносится на модель тонким слоем (15–40 мм), при заливке она непосредственно соприкасается с металлом.
Наполнительная смесь служит для набивки остальной части формы.
Единые смеси применяют в массовом производстве, когда вся форма изготавливается из однородной формовочной смеси.
В зависимости от вида сплава и веса отливки применяют различные стандартные составы формовочных смесей с определенными пропорциями составляющих материалов.
В их состав входят: кварцевый песок, глина, специальные добавки. Формовочные и стержневые смеси должны обладать газопроницаемостью, прочностью, податливостью, противопригарностью и др.
Газопроницаемость – способность формовочной и стержневой смеси пропускать газ при заливке и кристаллизации металла.
Пластичность – это способность смеси легко воспринимать и сохранять форму (хорошо формоваться). Пластичность возрастает при увеличении содержания воды, глины и мелкого песка.
Прочность – способность смеси не разрушаться при заполнении формы металлом. Для повышения прочности больших сложных форм в смеси добавляют крепители: жидкое стекло, сульфито-щелочную барду (отходы бумажного производства) и цемент.
Податливость – способность смеси не препятствовать усадке при охлаждении отливки. Для увеличения податливости в формовочную смесь добавляют торф, опилки. Сгорая при сушке, они образуют поры и каналы, уменьшающие плотность формы, при этом также увеличивается газопроницаемость.
Противопригарность обеспечивается введением в смесь молотого каменного угля (для чугуна), мазута (для медных сплавов). При заливке металла эти добавки сгорают и образуют газовую «рубашку», предохраняющую отливку от пригорания к ней формовочной смеси. С этой же целью сырые формы опыляют молотым древесным углем, кварцем, а сухие – окрашивают специальными формовочными красками.
Стержни по условиям их работы должны обладать повышенной газопроницаемостью, большой прочностью, удовлетворительной податливостью и повышенной противопригарностью. Их изготавливают из стержневых смесей, состоящих из кварцевого песка и специальных связующих материалов (3-5 %), которые придают стержню прочность после сушки. В качестве связующих применяют крепители различных марок, сульфитную барду и др.
Вывод по первой части
В этой части мы рассмотрели наиболее эффективный способа изготовления заготовки, а также представили технологический процесс изготовления заготовки способом литья в песчано-глинистые формы. При этом была изготовлена модель по чертежу.
|
из
5.00
|
Обсуждение в статье: Технологический процесс изготовления заготовки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы