 |
Главная |


ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ
|
из
5.00
|
Литые, кованые и штампованные заготовки обычно поступают на сварку в виде, не требующем дополнительных операций. По-другому обстоит дело с деталями из проката. После подбора металла по размерам и маркам стали необходимо выполнить следующие операции: правку, разметку, резку, обработку кромок, гибку и очистку под сварку.

Виды деформации листовой стали:
1 - волнистость; 2 - серповидность в плоскости; 3 – местные выпучины; 4 - заломленные кромки; 5 - местная погнутость; 6 – волнистость поперек части листа
Листовой прокат требует правки в том случае, если его поставляют в неправленом виде, а также если деформации возникли при транспортировании.
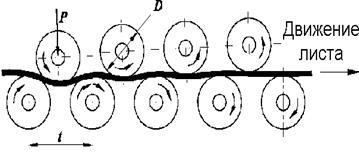
Правка осуществляется созданием местной пластической деформации и обычно производится в холодном состоянии. Для устранения волнистости листов и полос толщиной от 0,5 до 50 мм широко используют многовалковые машины (число валков больше пяти).
Исправление достигается многократным изгибом; при пропускании листов между верхним и нижним рядами валков, расположенных в шахматном порядке. Листы толщиной менее 0, 5 мм правят растяжением с помощью приспособлений на прессах или на специальных растяжных машинах. 
Нередко правке в вальцах подвергают сварные заготовки из двух или нескольких листов, сваренных стыковыми швами. Для ограничения пластической деформации зоны сварного соединения усиление сварного шва должно быть минимальным. В ряде случаев усиление рекомендуется удалять.
Гибка. Листовые элементы с поверхностью пространственной кривизны получают на специальных вальцах с валками переменного диаметра. Для формообразования элементов оболочек больших размеров применяют штамповку взрывом. При серийном и массовом производстве для получения  элементов с поверхностью сложного очертания широко используют холодную штамповку из листового материала толщиной до 10 мм. Высокая производительность, точность размеров и формы получаемых заготовок, их низшая себестоимость обеспечивают создание весьма технологичных штампосварных изделий.
элементов с поверхностью сложного очертания широко используют холодную штамповку из листового материала толщиной до 10 мм. Высокая производительность, точность размеров и формы получаемых заготовок, их низшая себестоимость обеспечивают создание весьма технологичных штампосварных изделий.
При холодной гибке профильного проката и труб используют роликогибочные машины и трубогибочные станки. Когда возникают трудности, связанные с нарушением формы поперечного сечения, целесообразно использовать специальные гибочные станки с индукционным нагревом непрерывно перемещаемой и изгибаемой заготовки. Деформируемый участок, нагретый до температуры 950-1000°С, имеет небольшую протяженность, обладает малым сопротивлением пластической деформации и повышенной устойчивостью, что предотвращает образование гофров в зоне сжатия.
Разметка. Индивидуальная разметка трудоемка. Наметка бо  лее производительна, однако изготовление специальных наметочных шаблонов не всегда экономически целесообразно. Оптический метод позволяет вести разметку без шаблона - по чертежу, проектируемому на размечаемую поверхность. Разметочно-маркировочные машины с пневмокернером производят разметку со скоростью до 8-10 м/мин при погрешности +1 мм. В этих машинах применяют программное управление. Использование приспособлений для мерной резки проката, а также машин для тепловой резки с масштабной фотокопировальной или программной системой управления позволяет обходиться без разметки.
лее производительна, однако изготовление специальных наметочных шаблонов не всегда экономически целесообразно. Оптический метод позволяет вести разметку без шаблона - по чертежу, проектируемому на размечаемую поверхность. Разметочно-маркировочные машины с пневмокернером производят разметку со скоростью до 8-10 м/мин при погрешности +1 мм. В этих машинах применяют программное управление. Использование приспособлений для мерной резки проката, а также машин для тепловой резки с масштабной фотокопировальной или программной системой управления позволяет обходиться без разметки.
Резка и обработка кромок. Резка деталей с прямолинейными кромками из листов толщиной до 40 мм, как правило, производится на гильотинных ножницах.
Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание. Погрешность размера обычно составляет + (2-3) мм при резке по разметке и ±(1,5-2,5) мм при резке по упору.
При резке на ножницах металл подвергается значительной пластической деформации. Если кромка реза в дальнейшем попадает в зону сварки и полностью переплавляется, то дополнительной обработки не требуется. Если же эта кромка остается свободной, а конструкция работает при переменных нагрузках, то слой пластически деформированного металла целесообразно удалить последующей механической обработкой.
Очистка. Для очистки проката, деталей и сварных узлов применяют механические и химические методы.
 Удаление загрязнения, ржавчины и окалины производят с помощью дробеструйных и дробеметных аппаратов, а также используют - зачистные станки, рабочим органом которых являются металлические щетки, иглофрезы, шлифовальные круги и ленты. При дробеструйной и дробеметной очистке применяют чугунную или стальную дробь размером от 0, 7 до 4 мм в зависимости от толщины металла. В дробеструйных аппаратах дробь выбрасывается на очищаемую поверхность через сопло сжатым воздухом. В дробеметных аппаратах дробь выбрасывается лопатками ротора (производительность выше и очистка обходится дешевле), однако происходит быстрый износ лопаток. Дробеструйную и дробеметную очистку обычно осуществляют в камерах. Безпыльные дробеструйные аппараты позволяют обходиться без камер, но они менее производительны - их применяют в мелкосерийном производстве, а также для очистки крупногабаритных сварных узлов, которые не помещаются в камере.
Удаление загрязнения, ржавчины и окалины производят с помощью дробеструйных и дробеметных аппаратов, а также используют - зачистные станки, рабочим органом которых являются металлические щетки, иглофрезы, шлифовальные круги и ленты. При дробеструйной и дробеметной очистке применяют чугунную или стальную дробь размером от 0, 7 до 4 мм в зависимости от толщины металла. В дробеструйных аппаратах дробь выбрасывается на очищаемую поверхность через сопло сжатым воздухом. В дробеметных аппаратах дробь выбрасывается лопатками ротора (производительность выше и очистка обходится дешевле), однако происходит быстрый износ лопаток. Дробеструйную и дробеметную очистку обычно осуществляют в камерах. Безпыльные дробеструйные аппараты позволяют обходиться без камер, но они менее производительны - их применяют в мелкосерийном производстве, а также для очистки крупногабаритных сварных узлов, которые не помещаются в камере.
Химическими методами проводят обезжиривание и травление поверхности. Различают ванный и струйный методы. В первом случае детали последовательно опускают в ванны с различными растворами и выдерживают в каждом из них определенное время. Во. втором случае последовательная подача растворов различного состава на поверхность деталей производится струйным методом, что позволяет осуществлять непрерывный процесс очистки. Химический способ очистки эффективен, однако в производстве сварных конструкций его применение ограничено высокой стоимостью) оборудования для очистки сточных вод. Для предохранения металла от коррозии кроме очистки обычно проводят пассивирование или грунтовку поверхности, позволяющие осуществлять сварку без удаления защитного покрытия.
При сборке нижней части циклона ЦН -15 мне необходима: очистка,правка, разметка, резка и гибка.
Очистку около-шовной зоны делаю при помощи металлической щётки.
Правку произвожу на специальных листоправильных вальцах типа ВЛ-3.
Разметка. Так как данная конструкция имеет небольшие размеры, то размечать буду при помощи рулетки и мела.
Ре  зку делаю гильотинными ножницами H-478.
зку делаю гильотинными ножницами H-478.
Ножницы кривошипные листовые с наклонным ножом Н-478 предназначены для прямой продольной и поперечной резки листового металла толщиной до 16 мм, шириной до 2200 мм с временным сопротивлением до 500 МПа.
Резка листа производится за один ход ножа ( ножевой балки ) по разметке или по упору.
Гильотинные ножницы Н-478 эксплуатируются в закрытых помещениях или на открытом воздухе при температуре окружающей среды от -20 до +40 градусов С. Могут быть использованы в любой отрасли народного хозяйства для раскроя листового металла
Гибку делаю на специальной роликогибочной машине LBT 125.
LBT -125 это качественный ручной листогиб для работы со стальным листом толщиной до 0,63 мм. Он имеет легкую и компактную конструкцию и спроектированы, как универсальные производительные листогибы. Модель LBX 126 весом около 90 кг можно перемещать без подъемных приспособлений. Для этого служат поворотные ролики на ножках рамы машины. Поворотные ролики и ножки можно демонтировать, чтобы без проблем закрепить машину на автомашине или на верстаке. В сочетании с роликовым ножом этот станок позволит осуществлять необходимые профессиональные листогибочные работы непосредственно на рабочем месте.
2.4.  ВЫБОР СПОСОБА СВАРКИ И СВАРОЧНОГО ОБОРУДОВАНИЯ
ВЫБОР СПОСОБА СВАРКИ И СВАРОЧНОГО ОБОРУДОВАНИЯ
Сварку нижней части циклона производим полуавтоматом в среде СО².
Основные преимущества сварки в среде защитных газов:
- повышенная степень защиты металлов от окисления на открытом воздухе;
- удобство в использовании данного типа сварочного аппарата при работе в различных пространственных положениях;
- при использовании в качестве защитного газа аргона, на поверхности сварочного шва не возникает шлаковых включений и оксидов;
- при использовании сварки в среде защитных газов возможно наблюдение за процессом формирования сварочного шва и его регулирование;
- большая производительность и эффективность, чем при использовании дуговой сварки;
- невысокая себестоимость при использовании углекислого газа, в качестве защитного.
Область применения сварки в среде защитных газов чрезвычайно широка. Её используют для соединения узлов летательных аппаратов, трубопроводов, для сварки тугоплавких (титана, ниобия и т.п.) и цветных металлов (алюминий, медь).
Оборудование для сварки:
На основании рассчитанных режимов для сварки нижней части циклона выбираю сварочный аппарат FastMig KM 400.
Эти сварочные полуавтоматы имеют выносное подающее устройство сварочной проволоки. Сварочный полуавтомат FastMig работает от трехфазной промышленной сети напряжением 380В. Достоинства сварочного полуавтомата FastMig:
- механическая подача проволоки, удобный, легкий проволокоподающий механизм;
- высокая скорость сварки, высокий процент качества шва;
- непрерывный сварочный процесс;
- автоматическое управление пульсацией;
- мелкое разбрызгивание, однородный сварочный шов;
- обозначения и функции легко читаются на дисплее;
- сварочный процесс подвергает меньшему искажению свариваемый участок;
- источник питания высокой защиты, малая величин поджога сварочной дуги;
- полный комплект аксессуаров: сварочная горелка, зажим заземления, сварочный кабель, сварочная маска, картонная коробка.
Технические характеристики сварочного аппарата FastMig KM 400:
| - потребляемая мощность, кВт | ------------------- 25,9 |
| - напряжение сети, В | ---3-х фазный 380 В |
| - максимальное напряжение дуги, В | ----------------------47 |
| - диапазон сварочного тока, A | ------------380 А/33V |
| - сварочная проволока, ¢ мм | -----------------0,8-2,4 |
| - продолжительность включения, % | -----------------------60 |
| - коэффициент мощности | ----------------------0,9 |
| - масса, кг | -----------------------35 |
- КПД при максимальном токе --------------------87%
- габаритные размеры -----590х230х430мм
- КМ – 400 – это источник питания.
 |
Написать про свой полуавтомат который тебе боровик дал
 2.5. РАСЧЁТ РЕЖИМОВ СВАРКИ
2.5. РАСЧЁТ РЕЖИМОВ СВАРКИ
Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, форм, качества. Параметры режима сварки влияют на формы и размеры шва. Поэтому, чтобы получить качественный сварной шов заданных размеров, необходимо правильно подобрать режимы сварки, исходя из толщин свариваемого металла, типа соединения и его положения в пространстве.
Расчет параметров режима сварки производят в следующей последовательности.
В зависимости от толщины свариваемого металла и его химического состава выбирают диаметр электродной проволоки и её марку.
Диаметр электродной проволоки для полуавтоматической сварки выбирается от 0,5 до 2 мм, а для автоматической от 0,5 до 3 мм.
Для того что бы определить диаметр электродной проволоки необходимо использовать рекомендуемые диаметры электродной проволоки для сварки металлов различной толщины в углекислом газе.
Для конструкции циклон ЦН-15 используется листовая сталь толщиной 5 мм.
Принимаем диаметр электродной проволоки в зависимости от толщины металла:
dэл = 1,6 мм
Для определения вылета электродной проволоки необходимо:
Lэл= 10 · 1,6 = 16 мм
Вылет электродной проволоки составит 16 м/ч
Для расчёта силы сварочного тока рассчитывают по формуле:
Iэл = j · Fэл , А
где j – плотность тока (А/мм2) значение которой находится в диапазоне от 60 до 235 А / мм2.
Принимаем j = 180 А /мм²
Fэл – площадь поперечного сечения электродной проволоки.
Для того что бы найти площадь поперечного сечения проволоки используем формулу:
Fэл =  , мм
, мм
 Отсюда,
Отсюда,
Fэл = 3,14 ∙ 1,62 = 2мм2
Iэл = 180 · 2 = 360 А
Скорость подачи электродной проволоки используем формулу:
Vпп = 4 ∙ αр ∙ Icв ,мм/с
π ∙ d²эл.
где – Vпп скорость подачи электродной проволоки, мм/с
Qp – коэффициент расплавления электродной проволоки, г/А·с.
Iсв – сила сварочного тока, А
dэл – диаметр электродной проволоки, мм
γ эл - плотность метала электродной проволоки, г/мм³ (0,0078 г/мм3)



Определяем скорость сварки по формуле:
где Uсв – скорость сварки мм/с
Qн-коэффициент наплавки ,г/А·с
 - сила сварочного тока (А)
- сила сварочного тока (А)
γ – плотность металла Г/мм3
Fн – площадь поперечного сечения шва для полуавтоматической сварки в СО2 находится в пределах 30-70 мм² при сварке электронной проволокой 1,6 принимаем Fн=45 мм².

где  – потери электродного металла вследствие окисления ,испарения, разбрызгивания ,%.
– потери электродного металла вследствие окисления ,испарения, разбрызгивания ,%.
Следует помнить что потери электродного метала возрастают с увеличением напряжения сварочной дуги.


Для того чтоб определить напряжение на сварочной дуге необходимо использовать формулу:

Отсюда,

Напряжение на дуге можно применять в интервале 16÷38 В, следовательно Uд = 29 (В) подходит для сварки.
ОХРАНА ТРУДА
|
из
5.00
|
Обсуждение в статье: ЗАГОТОВИТЕЛЬНЫЕ ОПЕРАЦИИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы